
超声波脉冲反射检测锻件内部缺陷的方法.pdf

是你****盟主


1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
超声波脉冲反射检测锻件内部缺陷的方法.pdf
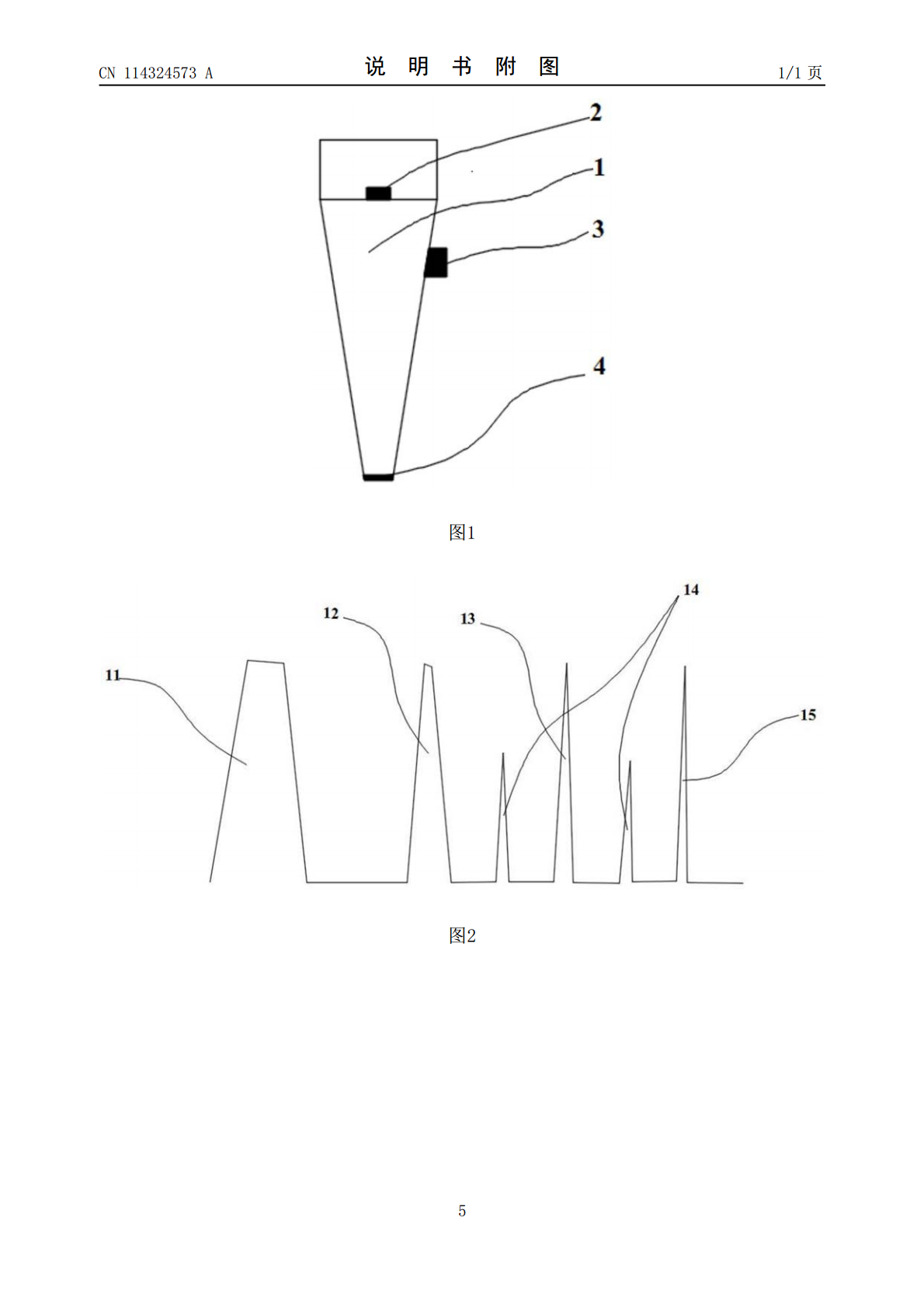
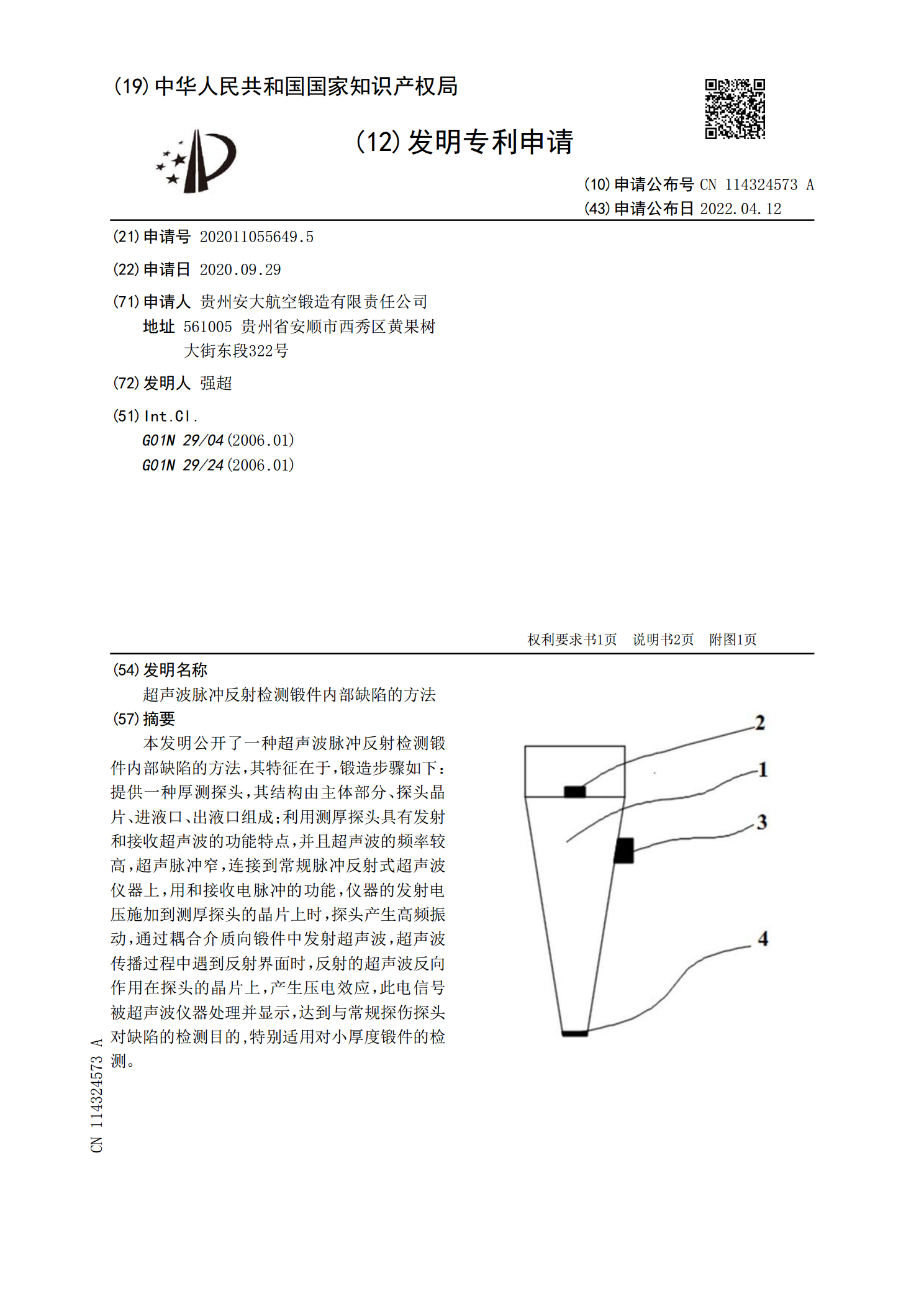
本发明公开了一种超声波脉冲反射检测锻件内部缺陷的方法,其特征在于,锻造步骤如下:提供一种厚测探头,其结构由主体部分、探头晶片、进液口、出液口组成;利用测厚探头具有发射和接收超声波的功能特点,并且超声波的频率较高,超声脉冲窄,连接到常规脉冲反射式超声波仪器上,用和接收电脉冲的功能,仪器的发射电压施加到测厚探头的晶片上时,探头产生高频振动,通过耦合介质向锻件中发射超声波,超声波传播过程中遇到反射界面时,反射的超声波反向作用在探头的晶片上,产生压电效应,此电信号被超声波仪器处理并显示,达到与常规探伤探头对缺陷的

铝板内部缺陷脉冲涡流检测方法研究.doc
铝板内部缺陷脉冲涡流检测方法研究作为无损检测技术的一种,脉冲涡流检测技术建立在电磁感应原理基础上,用来检测导电材料中的缺陷。脉冲涡流检测的原理与传统涡流检测基本相同,区别在于激励方式和信号分析方法的不同。在金属旧结构件再制造检测中,脉冲涡流起着十分重要的作用。作为金属材料的缺陷,无论是存在于表面还是隐藏于内部都有可能造成难以估量的损失。金属表面的缺陷相对而言比较容易发现,而隐藏在金属内部的缺陷却难以发觉。针对这一问题,本文主要研究了铝板内部缺陷脉冲的涡流检测方法。本文先介绍了课题来源,接着简要阐述了脉冲涡
大型锻件内部缺陷的控制方法.pdf
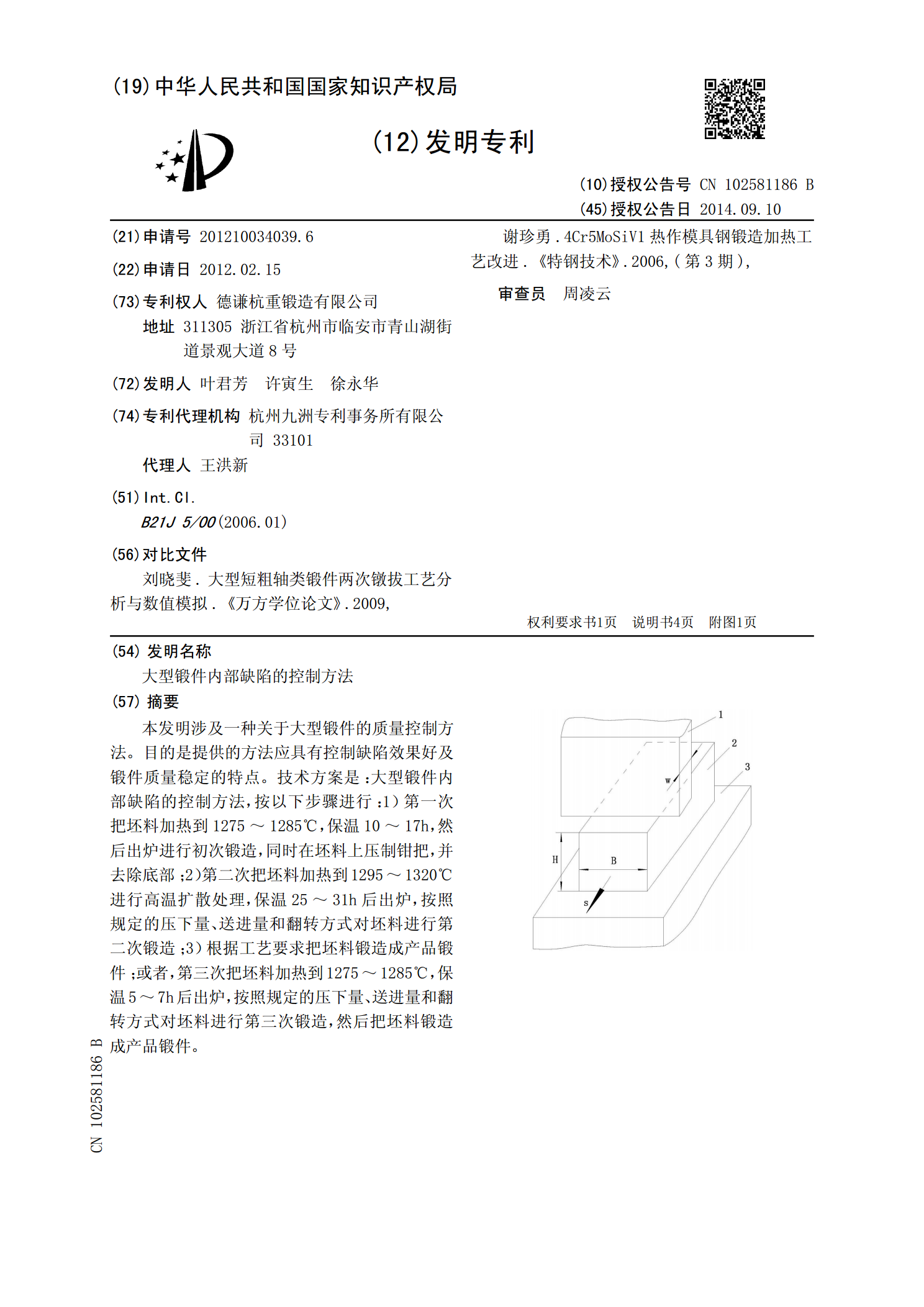
本发明涉及一种关于大型锻件的质量控制方法。目的是提供的方法应具有控制缺陷效果好及锻件质量稳定的特点。技术方案是:大型锻件内部缺陷的控制方法,按以下步骤进行:1)第一次把坯料加热到1275~1285℃,保温10~17h,然后出炉进行初次锻造,同时在坯料上压制钳把,并去除底部;2)第二次把坯料加热到1295~1320℃进行高温扩散处理,保温25~31h后出炉,按照规定的压下量、送进量和翻转方式对坯料进行第二次锻造;3)根据工艺要求把坯料锻造成产品锻件;或者,第三次把坯料加热到1275~1285℃,保温5~7h

锻件超声波探伤检测.pptx
锻件超声波探伤技术超声波超声波探伤的优点超声波探伤原理超声波探伤原理(图示)超声波探伤原理(图示)锻件中常见的缺陷锻件中常见的缺陷锻件中常见的缺陷锻件缺陷的四大烦恼锻件缺陷的四大烦恼锻件超声检测的三个阶段超声波检测的好处超声波检测的好处锻件超声波检测的好处数字超声波探伤仪EX-35V9数字超声波探伤的应用领域超声波探伤仪培训超声波探伤仪培训锻件探伤示意图超声波探伤仪应用现场超声波探伤仪应用现场众旺无损检测理念众旺检测优势联系我们美好的未来

使用超声波检测混凝土结构内部缺陷的无损检测装置.pdf
本发明涉及一种使用超声波检测混凝土结构内部缺陷的无损检测装置,其中传输探头和接收探头插入混凝土桩内部的管中,滑轮通过电缆连接于上述传输探头和接收探头,与上述滑轮连接的卷筒包括卷筒控制器,所述卷筒控制器用于从上述传输探头、接收探头和滑轮接收数据,并且进行无线通信,主体用于从上述卷筒控制器接收信号并通过ZigBee进行无线通信。