
一种不停机状态下调整铸轧板材厚度的装置及方法.pdf

Ke****67

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种不停机状态下调整铸轧板材厚度的装置及方法.pdf
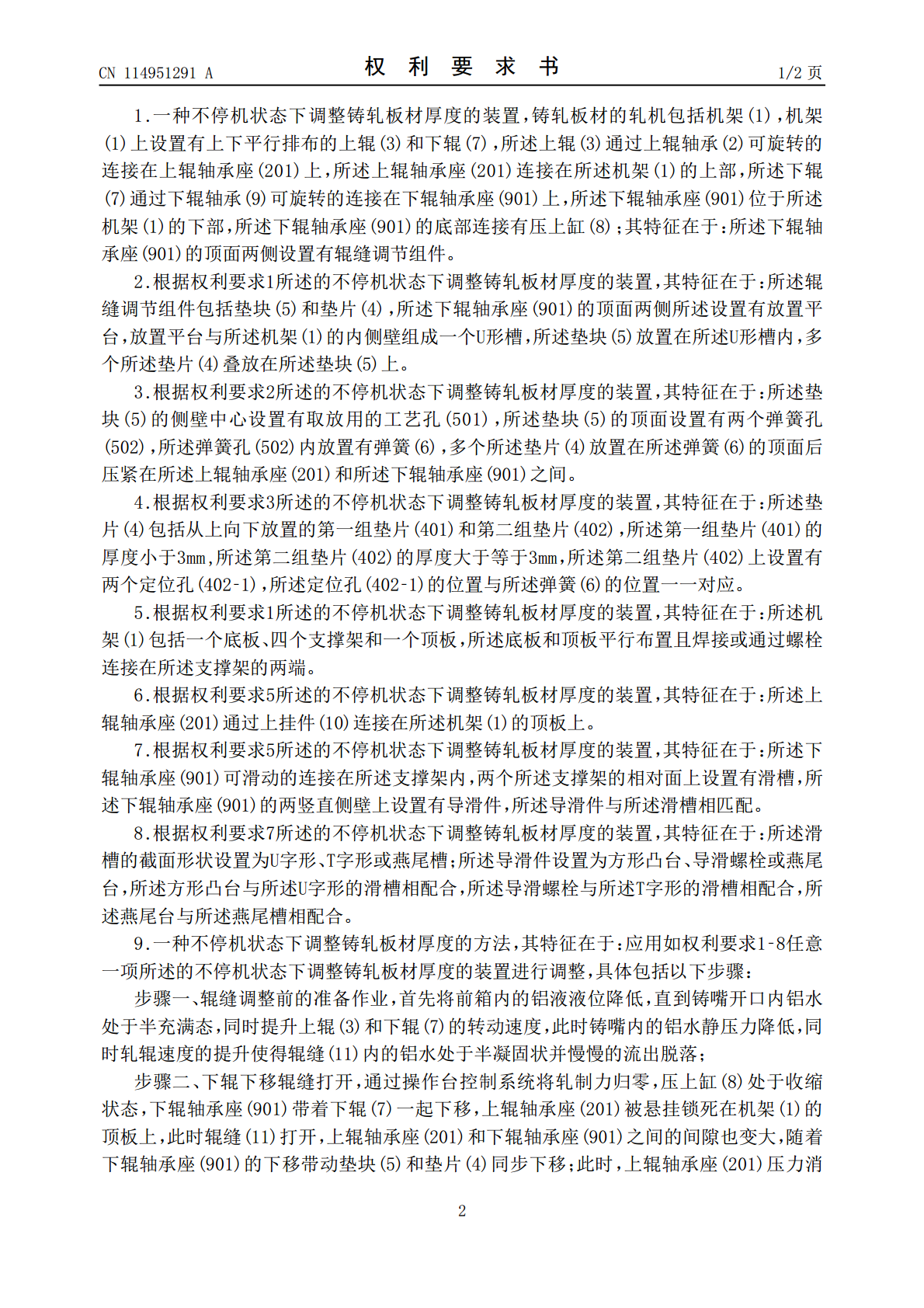
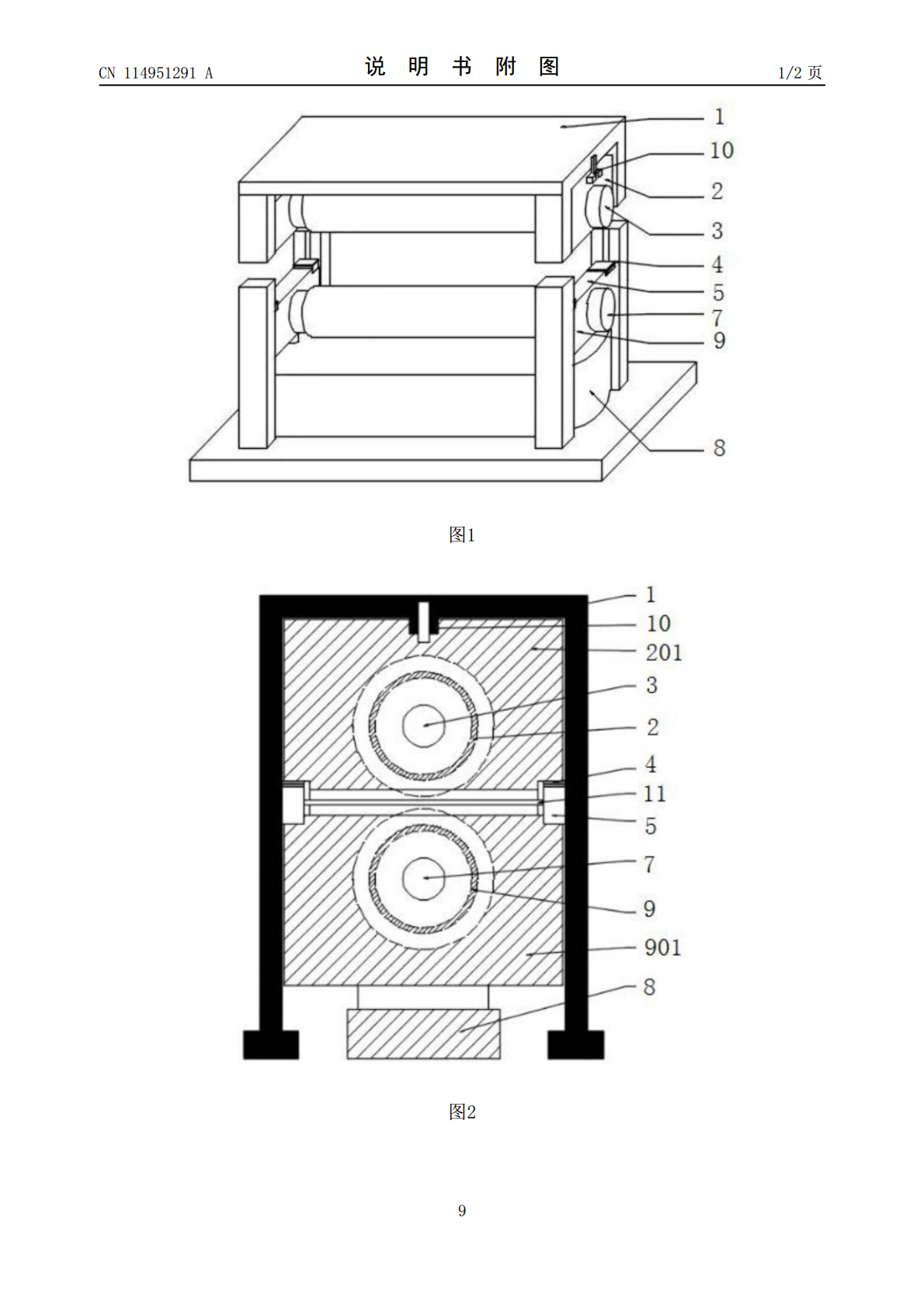
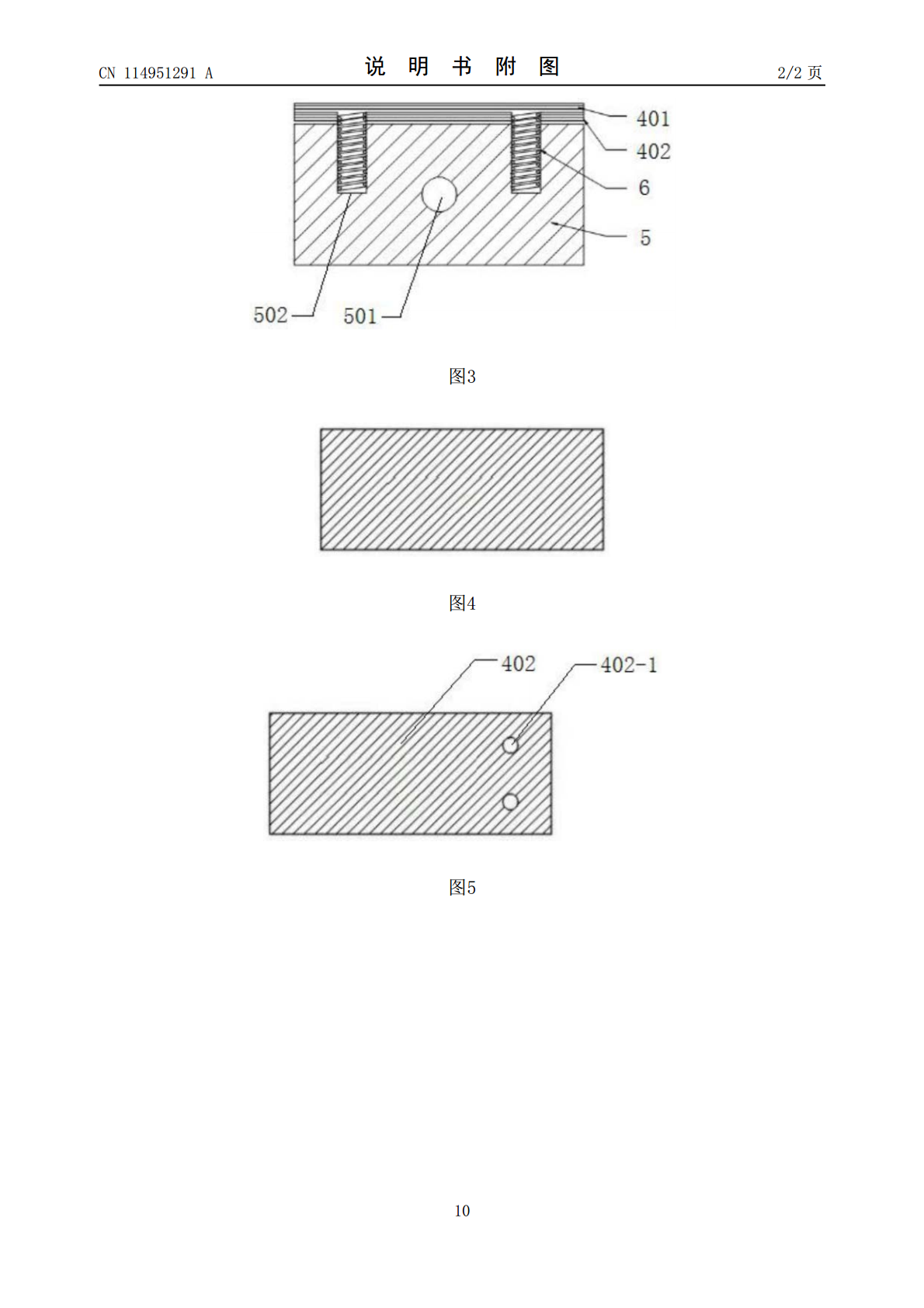
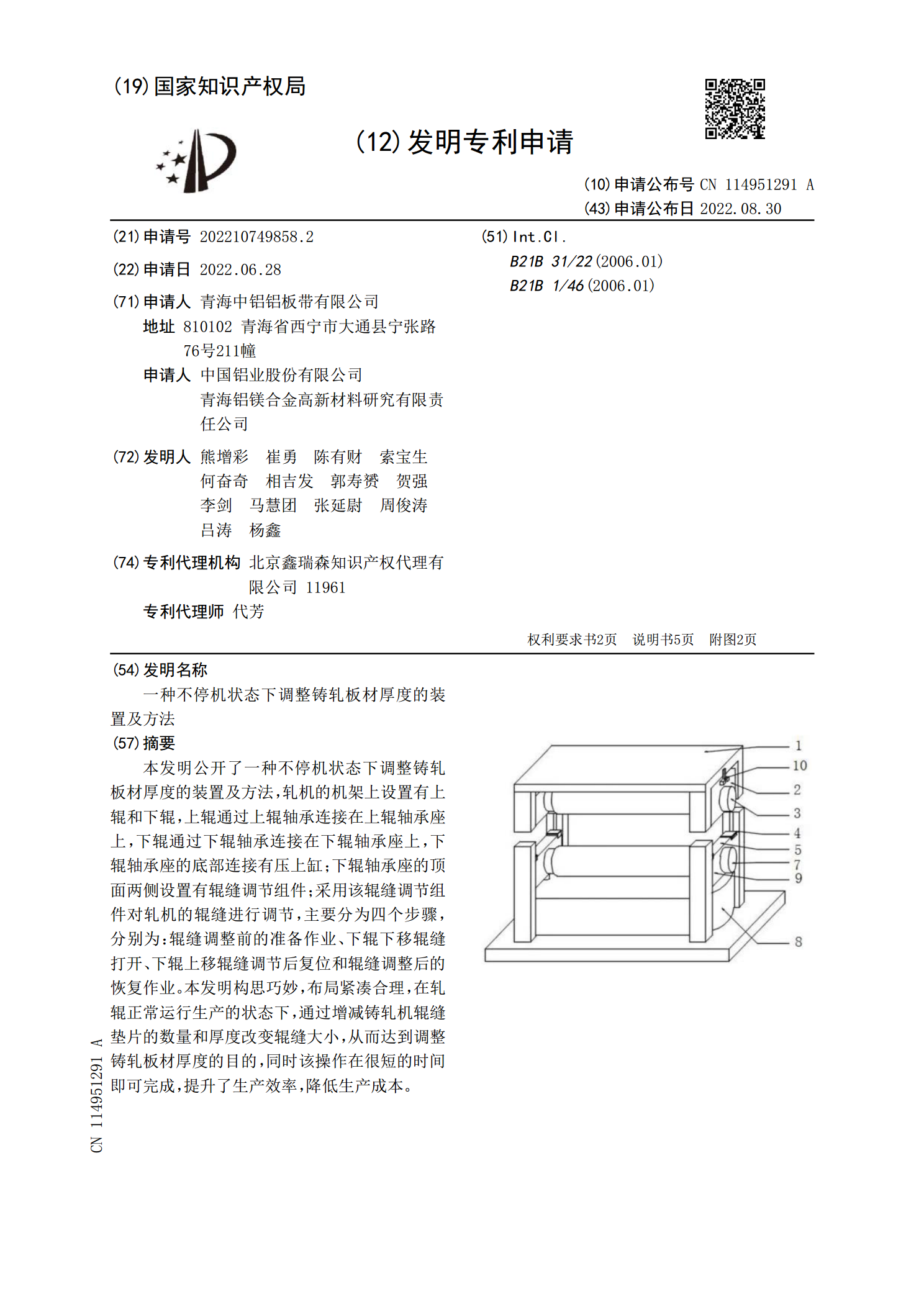
本发明公开了一种不停机状态下调整铸轧板材厚度的装置及方法,轧机的机架上设置有上辊和下辊,上辊通过上辊轴承连接在上辊轴承座上,下辊通过下辊轴承连接在下辊轴承座上,下辊轴承座的底部连接有压上缸;下辊轴承座的顶面两侧设置有辊缝调节组件;采用该辊缝调节组件对轧机的辊缝进行调节,主要分为四个步骤,分别为:辊缝调整前的准备作业、下辊下移辊缝打开、下辊上移辊缝调节后复位和辊缝调整后的恢复作业。本发明构思巧妙,布局紧凑合理,在轧辊正常运行生产的状态下,通过增减铸轧机辊缝垫片的数量和厚度改变辊缝大小,从而达到调整铸轧板材厚

一种自动进料的板材厚度调整装置.pdf
本发明涉及板料加工技术领域,具体为一种自动进料的板材厚度调整装置,包括支撑架,所述支撑架的底端固定连接有底座,所述支撑架的顶端中心位置处固定安装有调节机构,所述调节机构包括第二支撑柱,所述第二支撑柱的内部开设有凹槽,且凹槽的内部插设有第二滚筒,所述第二滚筒的背面固定连接有第三皮带轮。本发明通过设置有调节机构,在使用时通过转动第二旋钮,第二旋钮在转动中带动转轴转动,转轴在滑杆的内壁转动,从而使滑杆在转轴表面移动,继而改变第二滚筒的位置,第二滚筒与第一滚筒之间的间距保持在合适距离时,通过第二推块转动中对合适厚
铅合金板材的铸轧生产方法.pdf
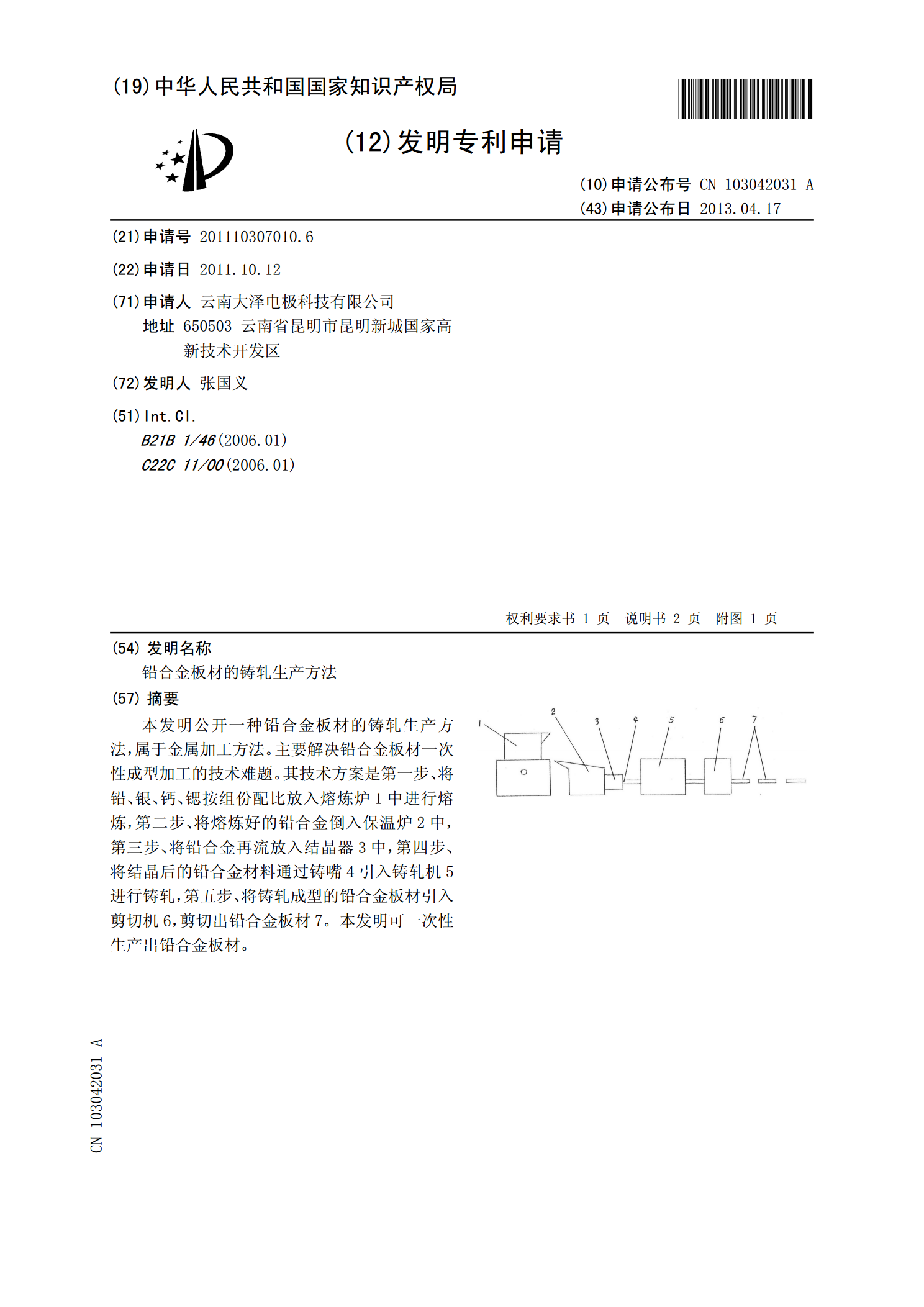
本发明公开一种铅合金板材的铸轧生产方法,属于金属加工方法。主要解决铅合金板材一次性成型加工的技术难题。其技术方案是第一步、将铅、银、钙、锶按组份配比放入熔炼炉1中进行熔炼,第二步、将熔炼好的铅合金倒入保温炉2中,第三步、将铅合金再流放入结晶器3中,第四步、将结晶后的铅合金材料通过铸嘴4引入铸轧机5进行铸轧,第五步、将铸轧成型的铅合金板材引入剪切机6,剪切出铅合金板材7。本发明可一次性生产出铅合金板材。
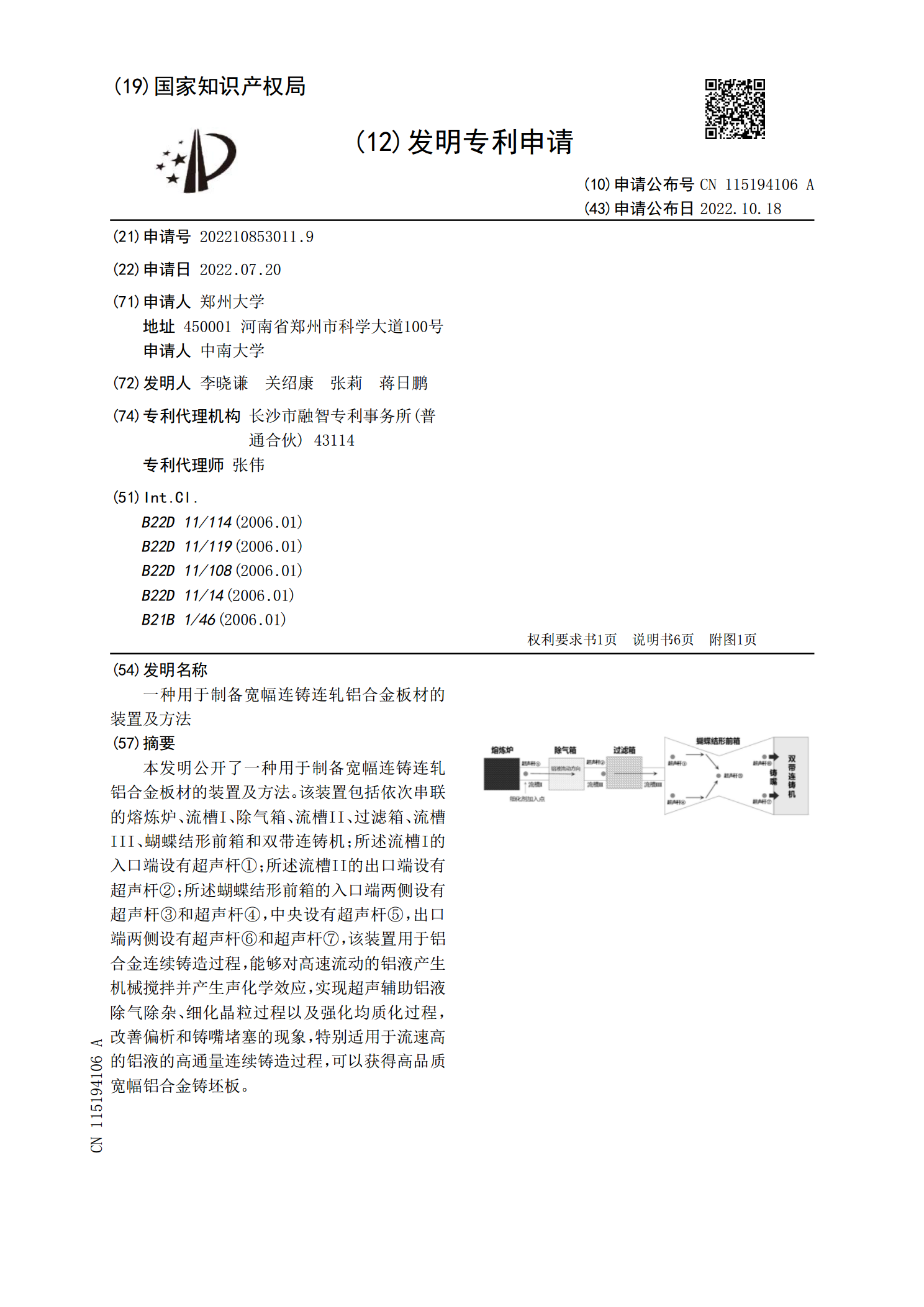
一种用于制备宽幅连铸连轧铝合金板材的装置及方法.pdf
本发明公开了一种用于制备宽幅连铸连轧铝合金板材的装置及方法。该装置包括依次串联的熔炼炉、流槽I、除气箱、流槽II、过滤箱、流槽III、蝴蝶结形前箱和双带连铸机;所述流槽I的入口端设有超声杆①;所述流槽II的出口端设有超声杆②;所述蝴蝶结形前箱的入口端两侧设有超声杆③和超声杆④,中央设有超声杆⑤,出口端两侧设有超声杆⑥和超声杆⑦,该装置用于铝合金连续铸造过程,能够对高速流动的铝液产生机械搅拌并产生声化学效应,实现超声辅助铝液除气除杂、细化晶粒过程以及强化均质化过程,改善偏析和铸嘴堵塞的现象,特别适用于流速高
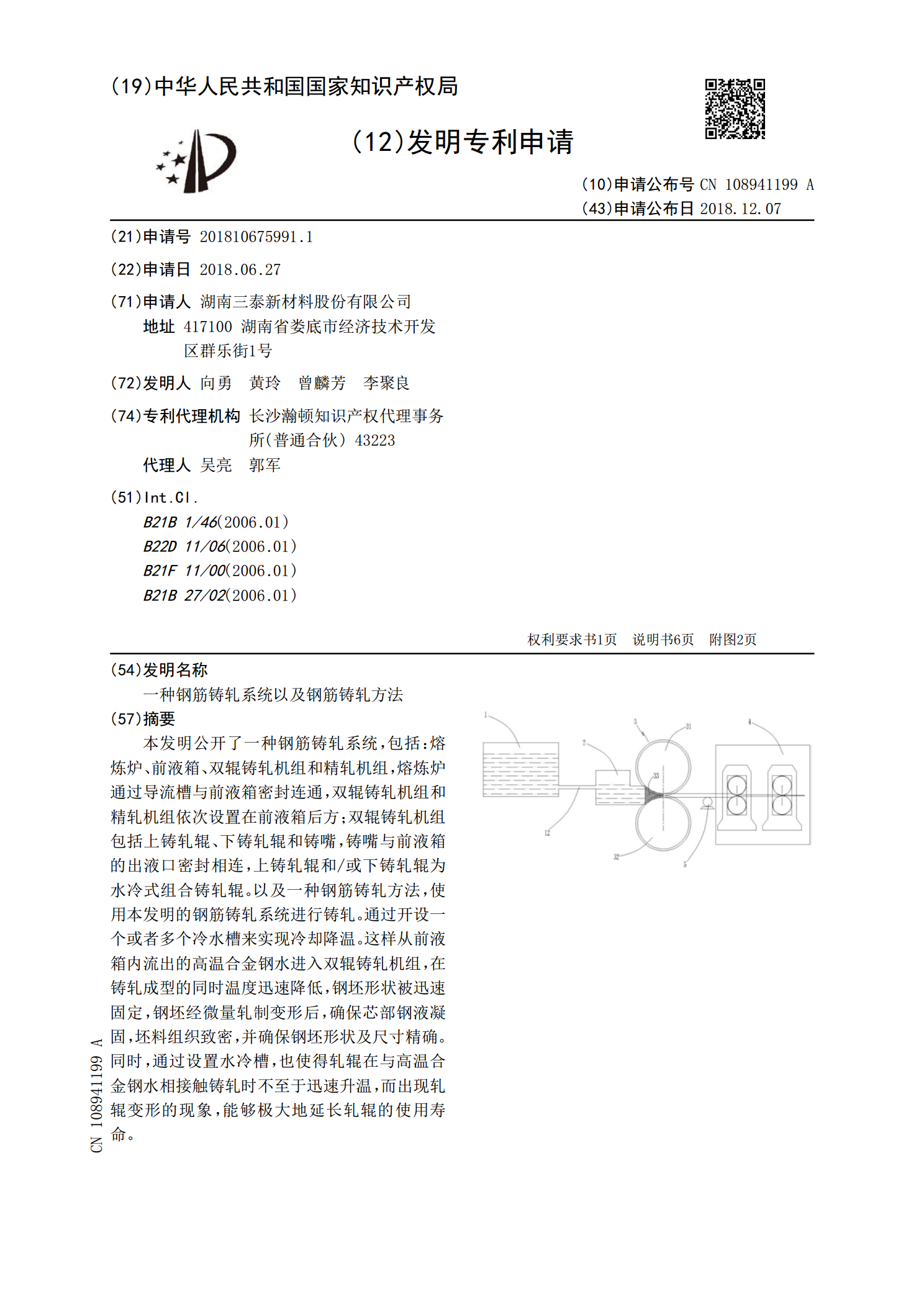
一种钢筋铸轧系统以及钢筋铸轧方法.pdf
本发明公开了一种钢筋铸轧系统,包括:熔炼炉、前液箱、双辊铸轧机组和精轧机组,熔炼炉通过导流槽与前液箱密封连通,双辊铸轧机组和精轧机组依次设置在前液箱后方;双辊铸轧机组包括上铸轧辊、下铸轧辊和铸嘴,铸嘴与前液箱的出液口密封相连,上铸轧辊和/或下铸轧辊为水冷式组合铸轧辊。以及一种钢筋铸轧方法,使用本发明的钢筋铸轧系统进行铸轧。通过开设一个或者多个冷水槽来实现冷却降温。这样从前液箱内流出的高温合金钢水进入双辊铸轧机组,在铸轧成型的同时温度迅速降低,钢坯形状被迅速固定,钢坯经微量轧制变形后,确保芯部钢液凝固,坯料