
一种分截面可调式涡轮叶片蜡模校正方法.pdf

一吃****福乾

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种分截面可调式涡轮叶片蜡模校正方法.pdf
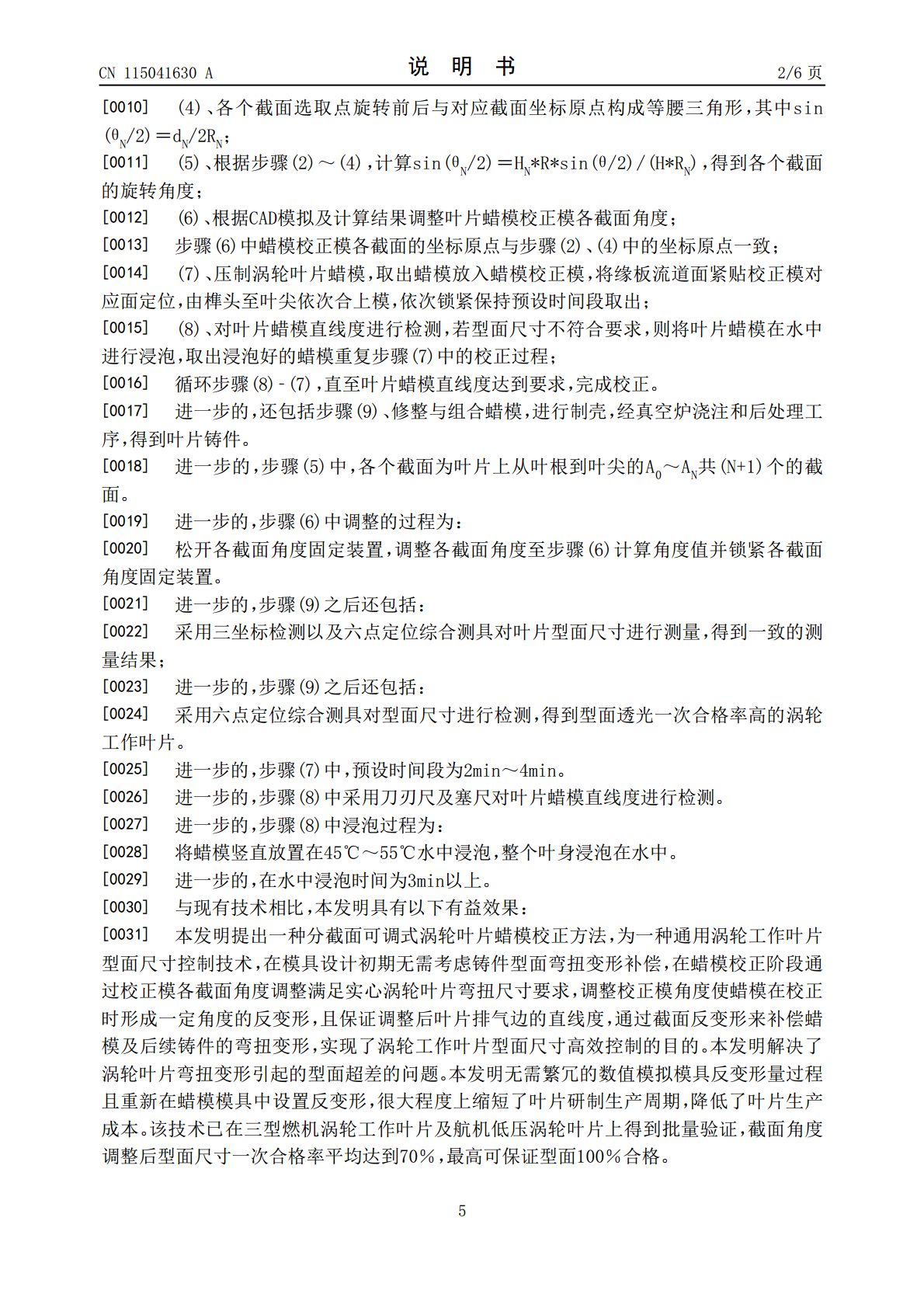
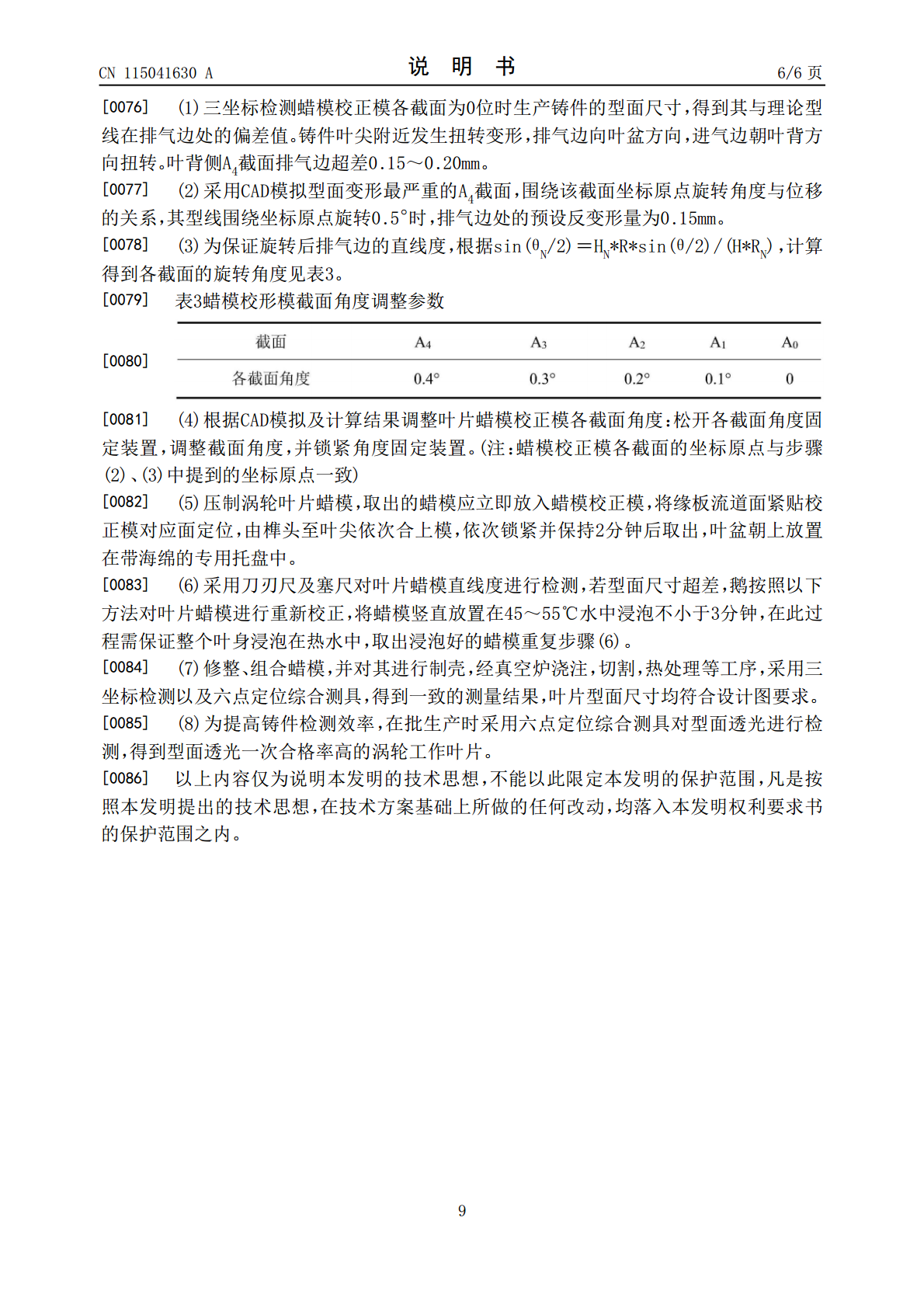
本发明提出一种分截面可调式涡轮叶片蜡模校正方法,属于精密铸造领域。本发明在模具设计初期无需考虑铸件型面弯扭变形补偿,在蜡模校正阶段通过校正模各截面角度调整满足实心涡轮叶片弯扭尺寸要求,调整校正模角度使蜡模在校正时形成一定角度的反变形,且保证调整后叶片排气边的直线度,通过截面反变形来补偿蜡模及后续铸件的弯扭变形,实现了涡轮工作叶片型面尺寸高效控制的目的。本发明解决了涡轮叶片弯扭变形引起的型面超差的问题。

基于光学测量空心涡轮叶片蜡模壁厚检测方法.pdf
本发明公开了一种基于光学测量空心涡轮叶片蜡模壁厚检测方法,用光学扫描仪获取陶芯数据和蜡模数据;在陶芯和蜡模上依次进行预配准和精细配准;将陶芯和蜡模的测量模型与跟它们相垂直的平面相交,所获得交线即为跟陶芯和蜡模模型相垂直的平面所在层面上的陶芯和蜡模的对应截面线,至少取5个截面线;根据陶芯和蜡模各层位置的截面线,运用最短距离法计算得出蜡模在各层位置的壁厚;将各层面蜡模的壁厚分布沿层面高度的方向叠加,即可得到蜡模的三维壁厚分布。本发明测量成本低,简单、方便,保证壁厚计算的准确性和稳定性,易于实现批量检测测量。

用于起动涡轮叶轮精铸的蜡模叶片成型方法.pdf
本发明公开了一种用于起动涡轮叶轮精铸的蜡模叶片成型方法,包括以下步骤:a、按照起动涡轮叶轮的叶片设计结构进行陶瓷型芯压型;b、对压型后的陶瓷型芯进行焙烧;c、对焙烧后的陶瓷型芯进行强化处理;d、对强化后的陶瓷型芯进行自检,合格则进入下一工序,不合格则作为报废型芯处理;e、自检合格的陶瓷型芯进行表面吹砂;f、对吹砂后的陶瓷型芯再次进行自检,合格则进入下一工序,不合格则作为报废型芯处理;h、吹砂合格后的陶瓷型芯配合以回弹模具进行叶片的蜡模压型,从而获得成型的蜡模叶片。起动涡轮叶轮铸件批缝问题基本解决,大大降低
涡轮及涡轮蜡模的制备方法.pdf
本发明公开了一种涡轮蜡模的制备方法,将呈圆柱状的可切削蜡坯料固定在机床上,对可切削蜡坯料进行切削加工得到涡轮蜡模毛坯,该涡轮蜡模毛坯包括位于该涡轮蜡模毛坯一端的定位台、位于该涡轮蜡模毛坯中部的剩余切去部、位于该涡轮蜡模毛坯另一端的轮毂的一部分;将涡轮蜡模毛坯的定位台与夹具连接,夹具固定在五轴加工中心上;通过五轴加工中心对涡轮蜡模毛坯上的剩余切去部进行铣削加工,以形成扭曲的叶片、轮毂的另一部分以及底板,叶片在轮毂另一部分的周向均匀分布,底板位于叶片的一端与定位台之间;对定位台进行切削以形成用于轮轴的连接部。
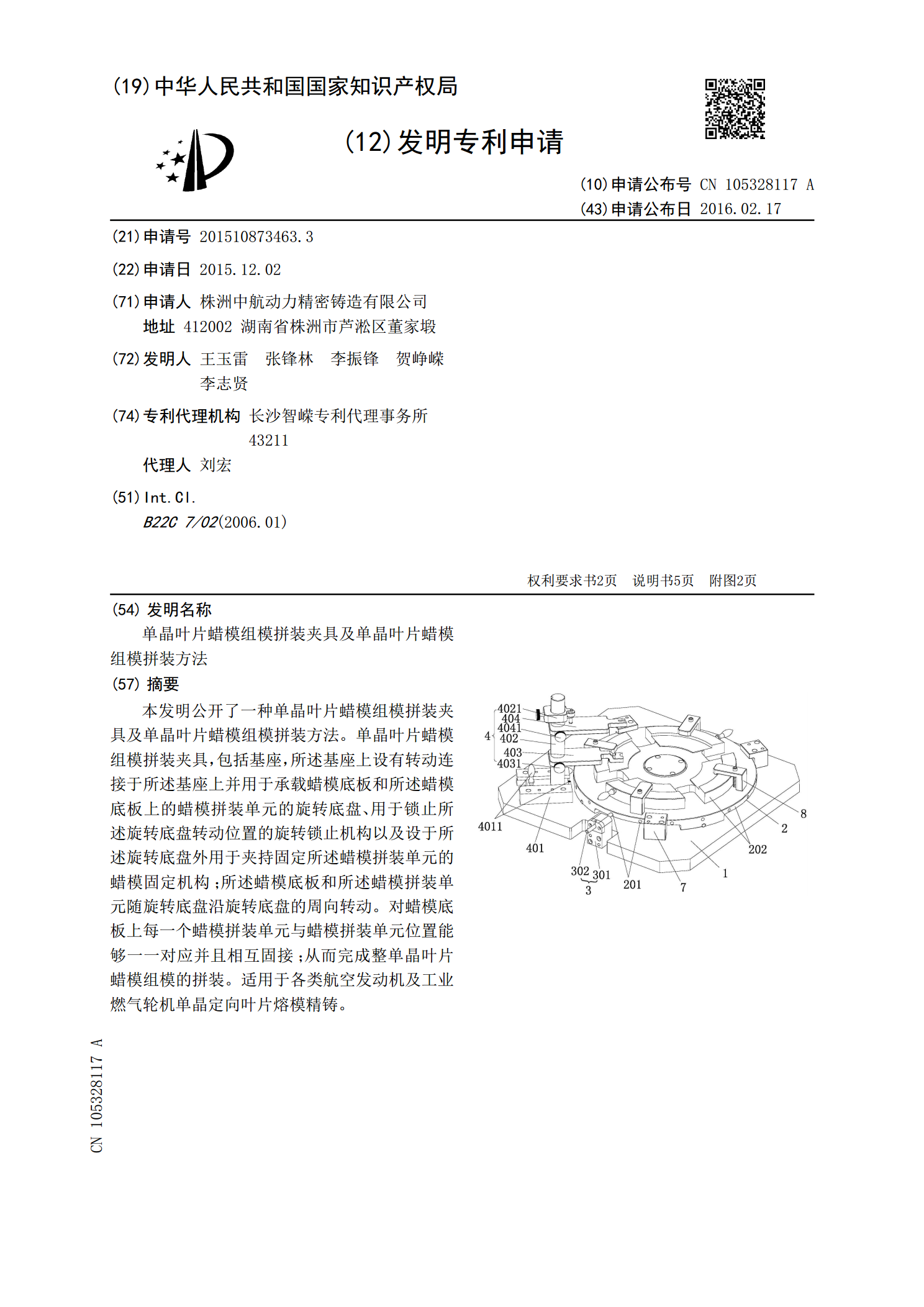
单晶叶片蜡模组模拼装夹具及单晶叶片蜡模组模拼装方法.pdf
本发明公开了一种单晶叶片蜡模组模拼装夹具及单晶叶片蜡模组模拼装方法。单晶叶片蜡模组模拼装夹具,包括基座,所述基座上设有转动连接于所述基座上并用于承载蜡模底板和所述蜡模底板上的蜡模拼装单元的旋转底盘、用于锁止所述旋转底盘转动位置的旋转锁止机构以及设于所述旋转底盘外用于夹持固定所述蜡模拼装单元的蜡模固定机构;所述蜡模底板和所述蜡模拼装单元随旋转底盘沿旋转底盘的周向转动。对蜡模底板上每一个蜡模拼装单元与蜡模拼装单元位置能够一一对应并且相互固接;从而完成整单晶叶片蜡模组模的拼装。适用于各类航空发动机及工业燃气轮机