
矿用槽帮铲面热处理方法.pdf

新月****姐a

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
矿用槽帮铲面热处理方法.pdf
本发明涉及常用于槽帮输送机、转载机上的矿用槽帮热处理方法,尤其是矿用槽帮铲面热处理方法,其特点是,包括如下步骤:将槽帮放置在槽帮移动装置上,开启中频淬火机床,再开启槽帮移动装置,感应线圈开始加热槽帮铲面,当槽帮铲面温度达到880℃-920℃时,感应线圈旁的喷水圈喷水对槽帮铲面进行快速冷却,此时槽帮开始匀速直线移动,形成前面加热后面喷水冷却的状态,待槽帮整个长度加热、冷却后,将槽帮卸到卸料区即可完成。采用本发明的技术方案具有以下技术效果:1、有利于保证产品质量,又能提高槽帮铲面硬度,提高使用寿命;2、保证槽
中部槽挡铲板槽帮铸件成型工艺.pdf
一种中部槽挡铲板槽帮铸件成型工艺包括以下工艺步骤:制造模样,型砂配制,造型,型砂烘干;制造芯盒;芯砂配制,制芯,砂芯干燥;炉料准备,合金熔炼,形成合金液浇包;合箱形成中部槽挡铲板槽帮砂型,把中部槽挡铲板槽帮砂型吊放在浇注平台上,浇注平台与地面成一夹角,在直浇道位置安装斜角式浇口杯,斜角式浇口杯与直浇道的连接处成一斜角连接;浇注作业,浇注完毕维持静置,转运至落砂即可得合格的铸件。本发明实现了单冒口补缩成型工艺,过去经常需要几个冒口补缩的铸件,现在只需要一个冒口补缩就可以得到内部结构缜密的铸件。铸件工艺出品率
一种稀土强化型索氏体矿用槽帮耐磨铸钢及其制造方法.pdf
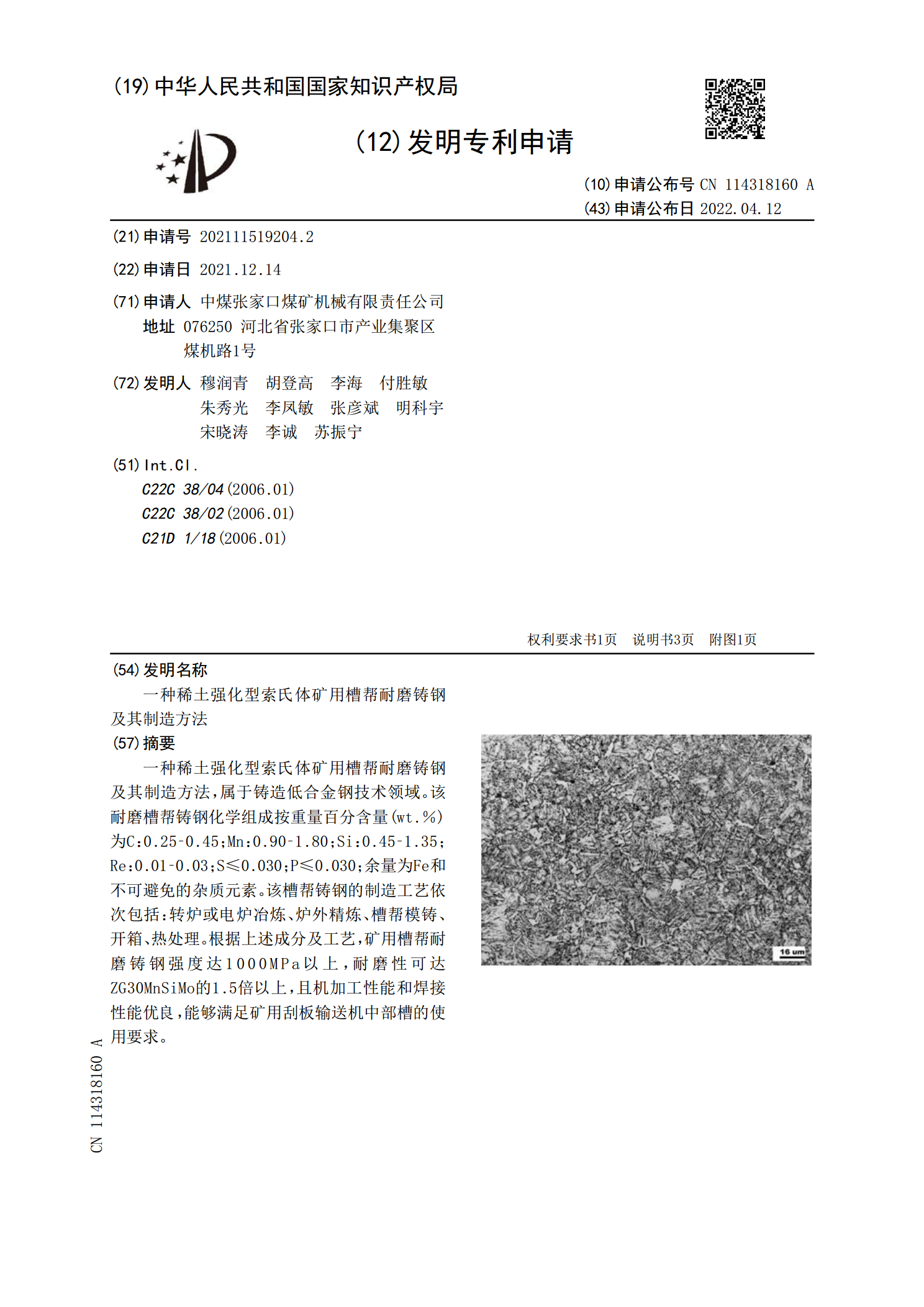
一种稀土强化型索氏体矿用槽帮耐磨铸钢及其制造方法,属于铸造低合金钢技术领域。该耐磨槽帮铸钢化学组成按重量百分含量(wt.%)为C:0.25‑0.45;Mn:0.90‑1.80;Si:0.45‑1.35;Re:0.01‑0.03;S≤0.030;P≤0.030;余量为Fe和不可避免的杂质元素。该槽帮铸钢的制造工艺依次包括:转炉或电炉冶炼、炉外精炼、槽帮模铸、开箱、热处理。根据上述成分及工艺,矿用槽帮耐磨铸钢强度达1000MPa以上,耐磨性可达ZG30MnSiMo的1.5倍以上,且机加工性能和焊接性能优良,能
矿用挖掘机铲斗的控制方法.pdf
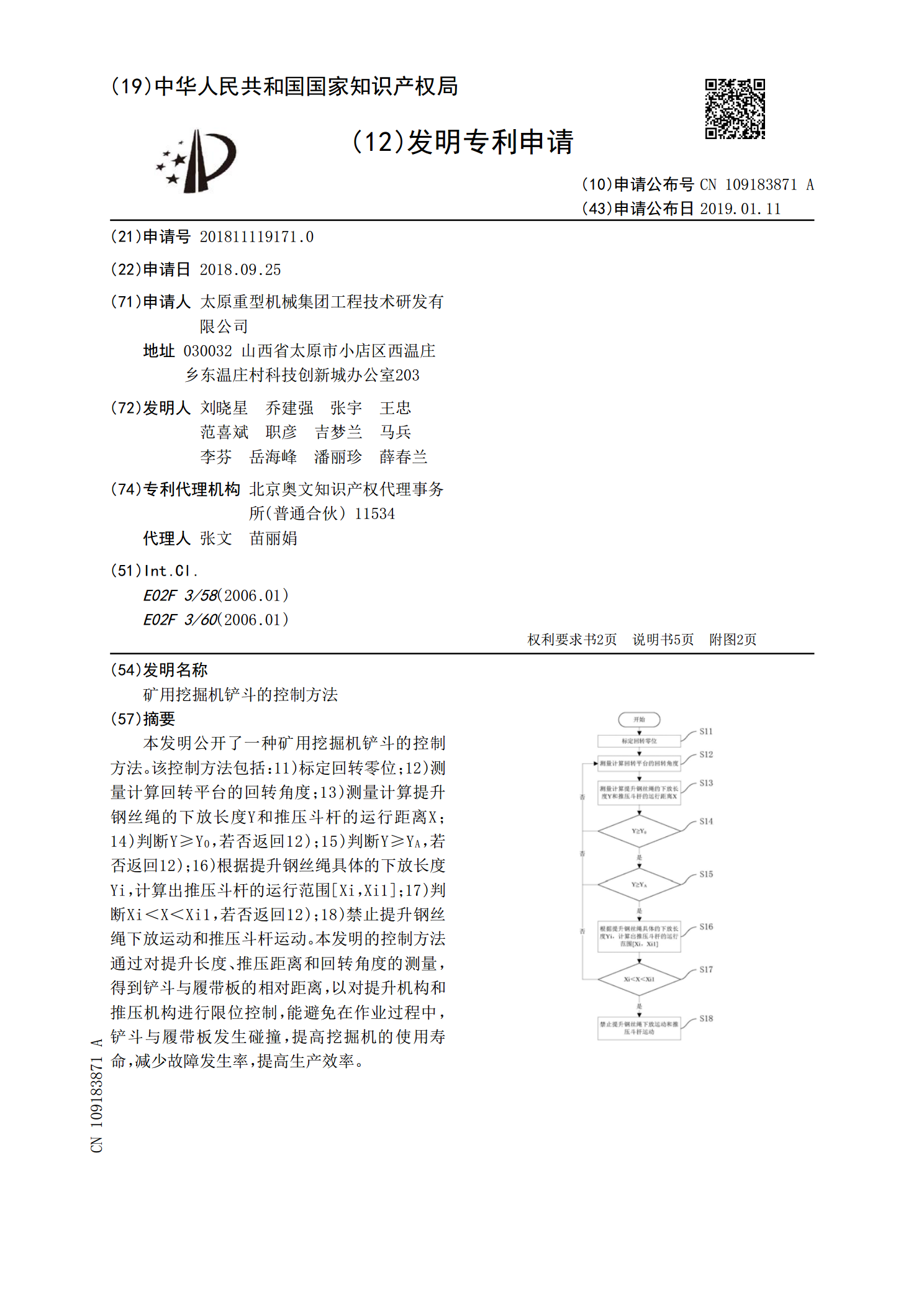
本发明公开了一种矿用挖掘机铲斗的控制方法。该控制方法包括:11)标定回转零位;12)测量计算回转平台的回转角度;13)测量计算提升钢丝绳的下放长度Y和推压斗杆的运行距离X;14)判断Y≥Y<base:Sub>0</base:Sub>,若否返回12);15)判断Y≥Y<base:Sub>A</base:Sub>,若否返回12);16)根据提升钢丝绳具体的下放长度Yi,计算出推压斗杆的运行范围[Xi,Xi1];17)判断Xi<X<Xi1,若否返回12);18)禁止提升钢丝绳下放运动和推压斗杆运动。本发明的控制
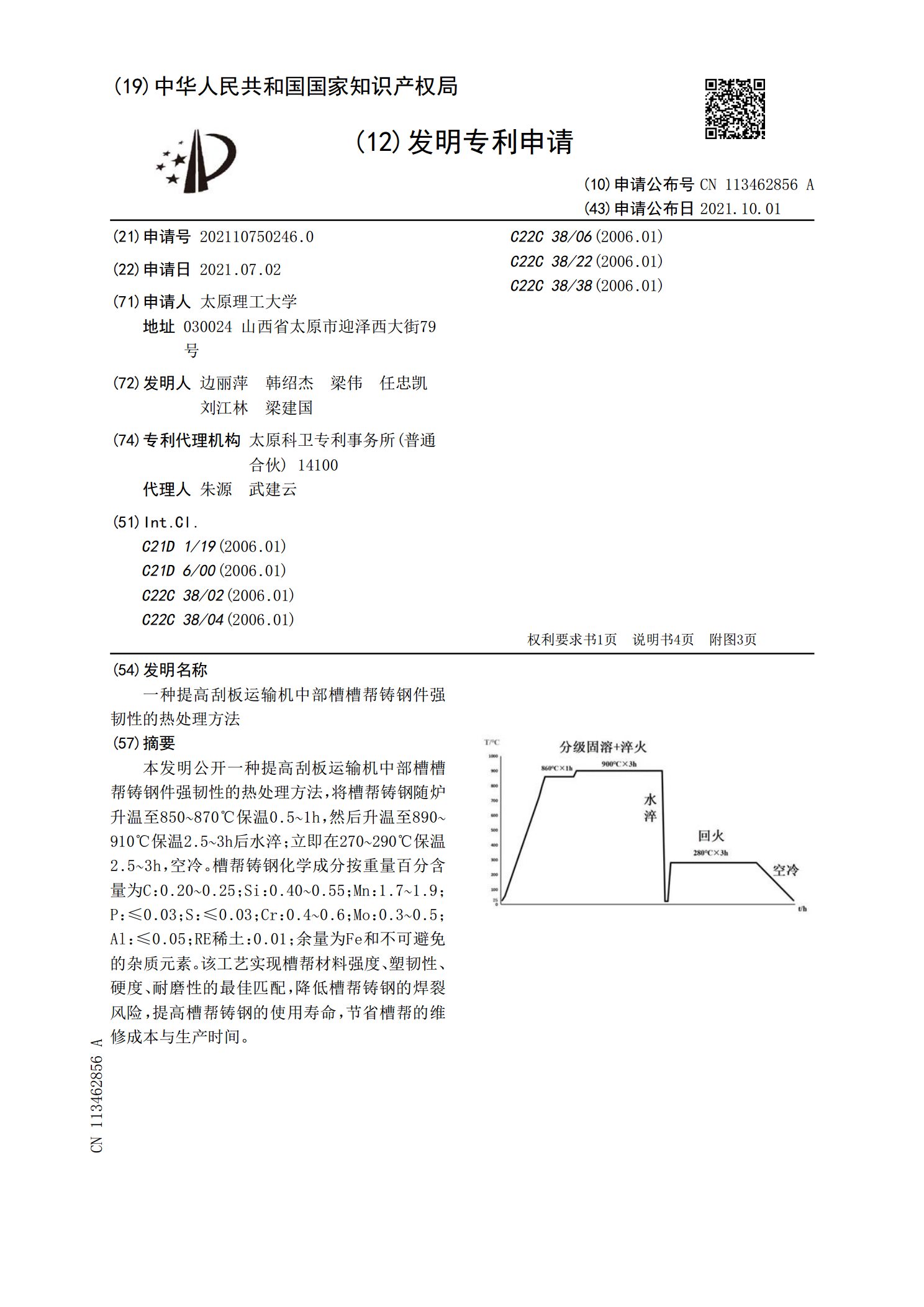
一种提高刮板运输机中部槽槽帮铸钢件强韧性的热处理方法.pdf
本发明公开一种提高刮板运输机中部槽槽帮铸钢件强韧性的热处理方法,将槽帮铸钢随炉升温至850~870℃保温0.5~1h,然后升温至890~910℃保温2.5~3h后水淬;立即在270~290℃保温2.5~3h,空冷。槽帮铸钢化学成分按重量百分含量为C:0.20~0.25;Si:0.40~0.55;Mn:1.7~1.9;P:≤0.03;S:≤0.03;Cr:0.4~0.6;Mo:0.3~0.5;Al:≤0.05;RE稀土:0.01;余量为Fe和不可避免的杂质元素。该工艺实现槽帮材料强度、塑韧性、硬度、耐磨性的