
一种防水型纸塑复合软管及其制备方法.pdf

文阁****23

1/9
2/9
3/9

4/9

5/9

6/9
7/9

8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种防水型纸塑复合软管及其制备方法.pdf
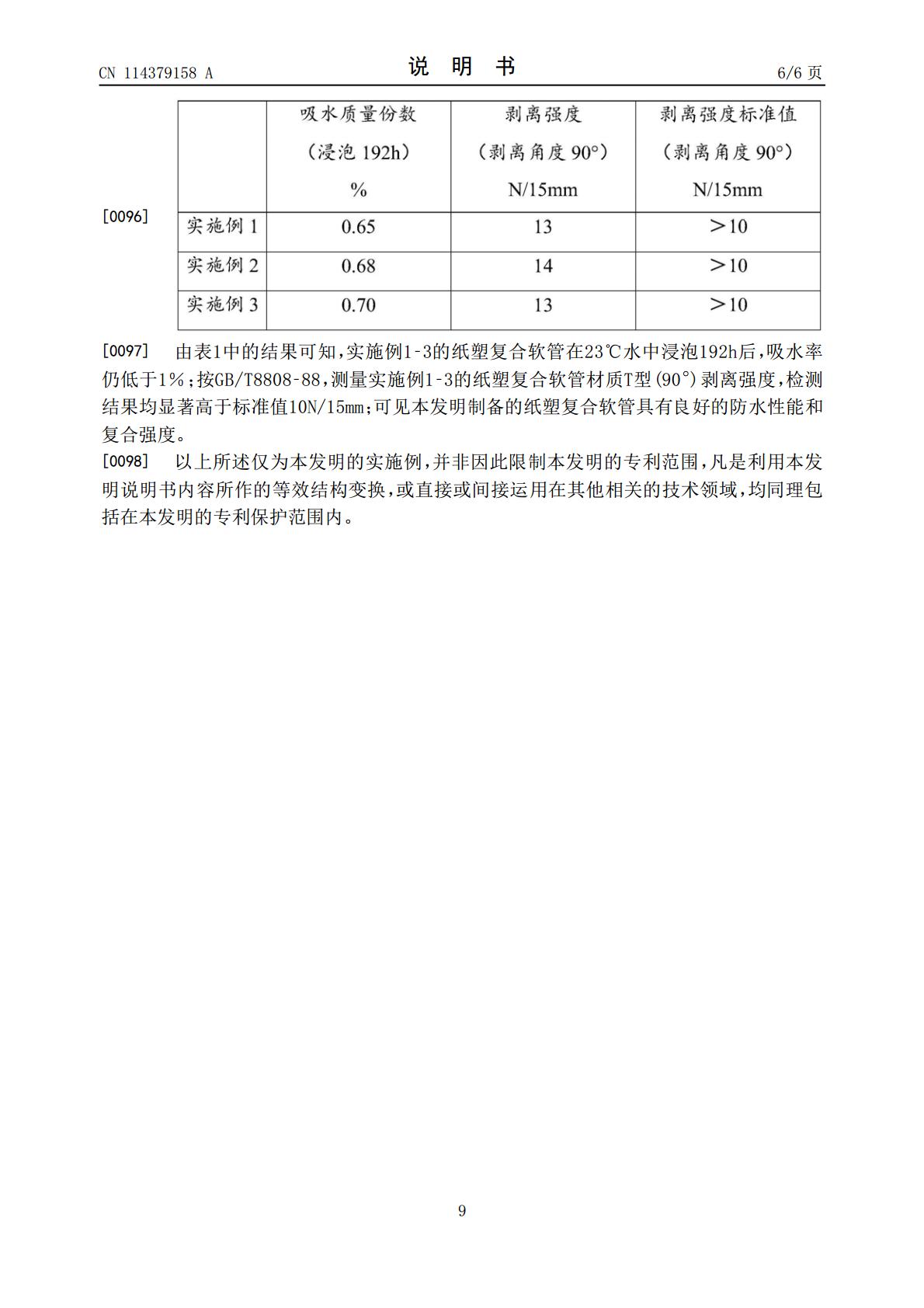
本发明公开了一种防水型纸塑复合软管及其制备方法,所述复合软管包括管帽、管肩和管身;所述管帽为改性聚丙烯材质,通过注塑机注塑成型;所述管肩为改性高密度聚乙烯材质,通过注塑机注塑成型;所述管身通过挤出复合的工艺制成复合片材,所述复合片材由外到内依次为第一PE层、第一胶粘剂层、特种纸层、第二胶粘剂层和第二PE层;本发明制备的软管复合强度高,防水性能好,可广泛应用于各类液体产品包装。

一种防水型含纸复合软管及其制备工艺.pdf
本发明公开了一种防水型含纸复合软管,包括由外至内依次设置的外观效果层、第二贴合层、含浸纸层、第三贴合层和水氧阻隔内层,所述外观效果层包括塑料印刷层、第一贴合层和背景效果层。本发明的防水型含纸复合软管,含浸纸层采用长纤纸预先进行含浸处理,使其拥有优异的内聚力、防水能力、高湿强和良好的复合强度,从而有效的控制了管身头尾处横截面吸水,平衡了包角处的弯曲应力。同时还保留了纸方便回收、可降解的特性,并且减少了聚烯烃树脂的使用量,减少了石化能源的消耗,符合当下的环保趋势。
纸塑复合袋及其制备方法.pdf
本发明公开了一种纸塑复合袋及其制备方法,其中,所述制备方法包括:将低密度聚乙烯、酚醛树脂、柠条纤维、丙酮、马来酸酐、增塑剂和稳定剂混合并挤出成型,得到薄膜M;将所述薄膜M加热并粘附于牛皮纸表面,得到纸塑复合材料N;将所述纸塑复合材料N进行加工得到所述纸塑复合袋,解决了普通的纸塑复合袋的降解能力差,废弃后不易降解,进入自然环境后会对环境造成一定的污染的问题。

防水型纸蜂窝复合夹芯板的制备方法.pdf
本发明涉及一种防水型纸蜂窝复合夹芯板的制备方法,包括如下步骤:1)浸胶液的配置,将胶粘剂溶于稀释剂中配置成浸胶液;2)浸胶,将纸蜂窝芯置于浸胶液中进行浸胶处理;3)静置,将浸胶处理后的纸蜂窝芯自然晾干至浸胶液不在滴落为止,将纸蜂窝芯放于薄膜上;4)烘干,将纸蜂窝芯和薄膜于60℃~80℃放置10~30min,移去薄膜,然后将纸蜂窝芯于150~170℃放置1~2h;5)压制,纸蜂窝芯与上、下蒙皮和粘结层热压成型。本发明将纸蜂窝芯进行浸胶及其相应处理,使得由该纸蜂窝芯制备得到的复合夹芯板具备良好的防水性能,在长
一种防水型纸蜂窝板及其制备方法.pdf
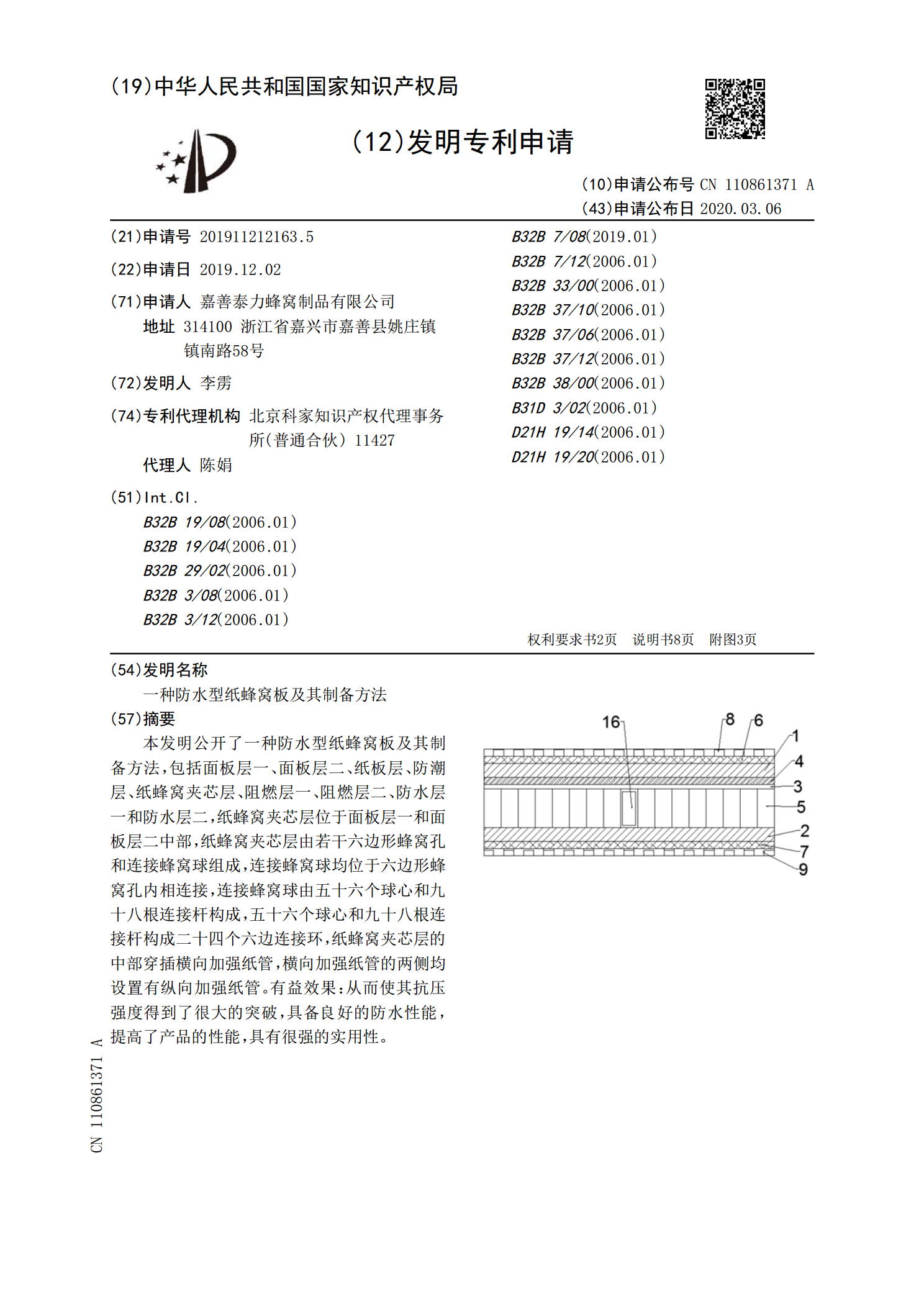
本发明公开了一种防水型纸蜂窝板及其制备方法,包括面板层一、面板层二、纸板层、防潮层、纸蜂窝夹芯层、阻燃层一、阻燃层二、防水层一和防水层二,纸蜂窝夹芯层位于面板层一和面板层二中部,纸蜂窝夹芯层由若干六边形蜂窝孔和连接蜂窝球组成,连接蜂窝球均位于六边形蜂窝孔内相连接,连接蜂窝球由五十六个球心和九十八根连接杆构成,五十六个球心和九十八根连接杆构成二十四个六边连接环,纸蜂窝夹芯层的中部穿插横向加强纸管,横向加强纸管的两侧均设置有纵向加强纸管。有益效果:从而使其抗压强度得到了很大的突破,具备良好的防水性能,提高了产