
一种空气能热动力缸体铸造脱模辅助装置.pdf

秀美****甜v

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10

9/10
10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种空气能热动力缸体铸造脱模辅助装置.pdf
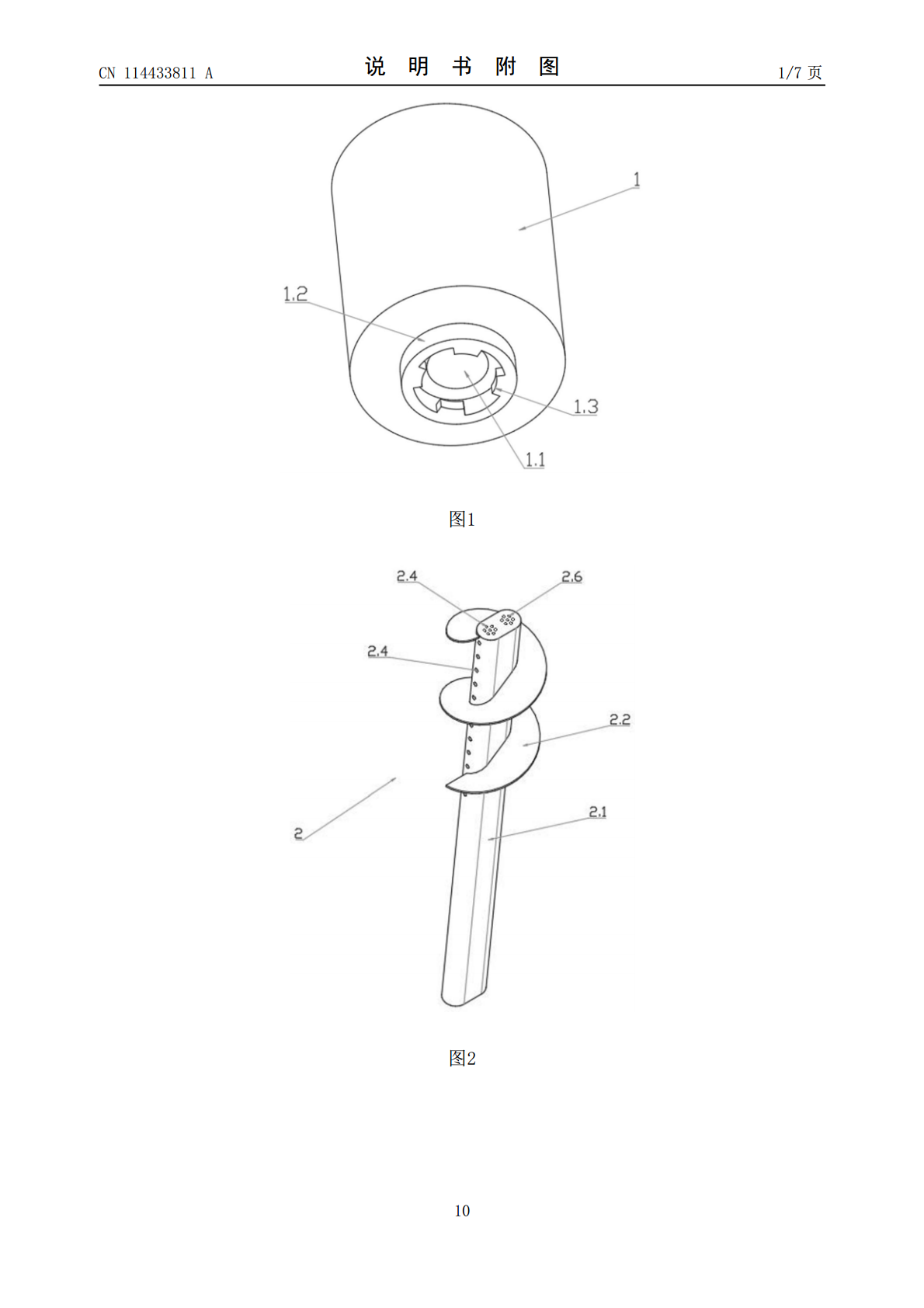
本发明公开了一种空气能热动力缸体铸造脱模辅助装置,涉及铸造技术领域,包括清理组件、冷却组件以及拉出机构,清理组件用于清理所述盲孔内的原砂,所述冷却组件向盲孔内导入冷却介质以对冷铁进行降温,所述拉出机构将处于冷却状态的所述冷铁从空气能热动力缸体中拉出。本发明通过在冷铁上预先开设盲孔,造型前原砂将盲孔填充紧实,空气能热动力缸体成型后,首先通过清理组件将盲孔内的原砂清理干净,然后通过冷却组件向盲孔内导入冷却介质以对冷铁进行快速降温,使冷铁冷缩,同时通过拉出组件对冷铁施加拉力,将冷铁从空气能热动力缸体中拉出。本发
一种铸造曲轴生产的脱模辅助设备.pdf
本发明涉及铸造脱模的技术领域,特别是涉及一种铸造曲轴生产的脱模辅助设备,其减少脱模过程中人员的直接参与,提升铸脱模的便捷性和安全性;包括:龙门架,龙门架上可升降吊装有横梁,横梁的两侧均设置有吊钩,用于对钩吊上模,横梁上还设置有震锤,震锤用于对上模顶部进行震荡捶打;载重车,载重车上可升降安装有若干组行走轮,载重车用于固定并运输上模和下模至龙门架下方。
一种热动力空气源热泵装置及热动力空气源热泵装置控制方法.pdf
本发明公开了一种热动力空气源热泵装置及热动力空气源热泵装置控制方法,其特征在于,包括热动力发电机组和空气源热泵机组,热动力发电机机组包括发动机和发电机,其中二者传动轴相连;空气源热泵机组包括电动机、压缩机、水侧换热器和表冷器,水侧换热器输出冷水或热水;所述发动机、发电机、电动机和压缩机依次串联连接。该热动力空气源热泵装置及控制方法能采用电力和燃料,实现电力和燃料的优势互补,而且有多种运行模式,尤其冬季采用燃气制热时的热效率要比锅炉直接燃烧高出数倍,能大幅节省燃气资源。
一种可快速脱模的铸造装置.pdf
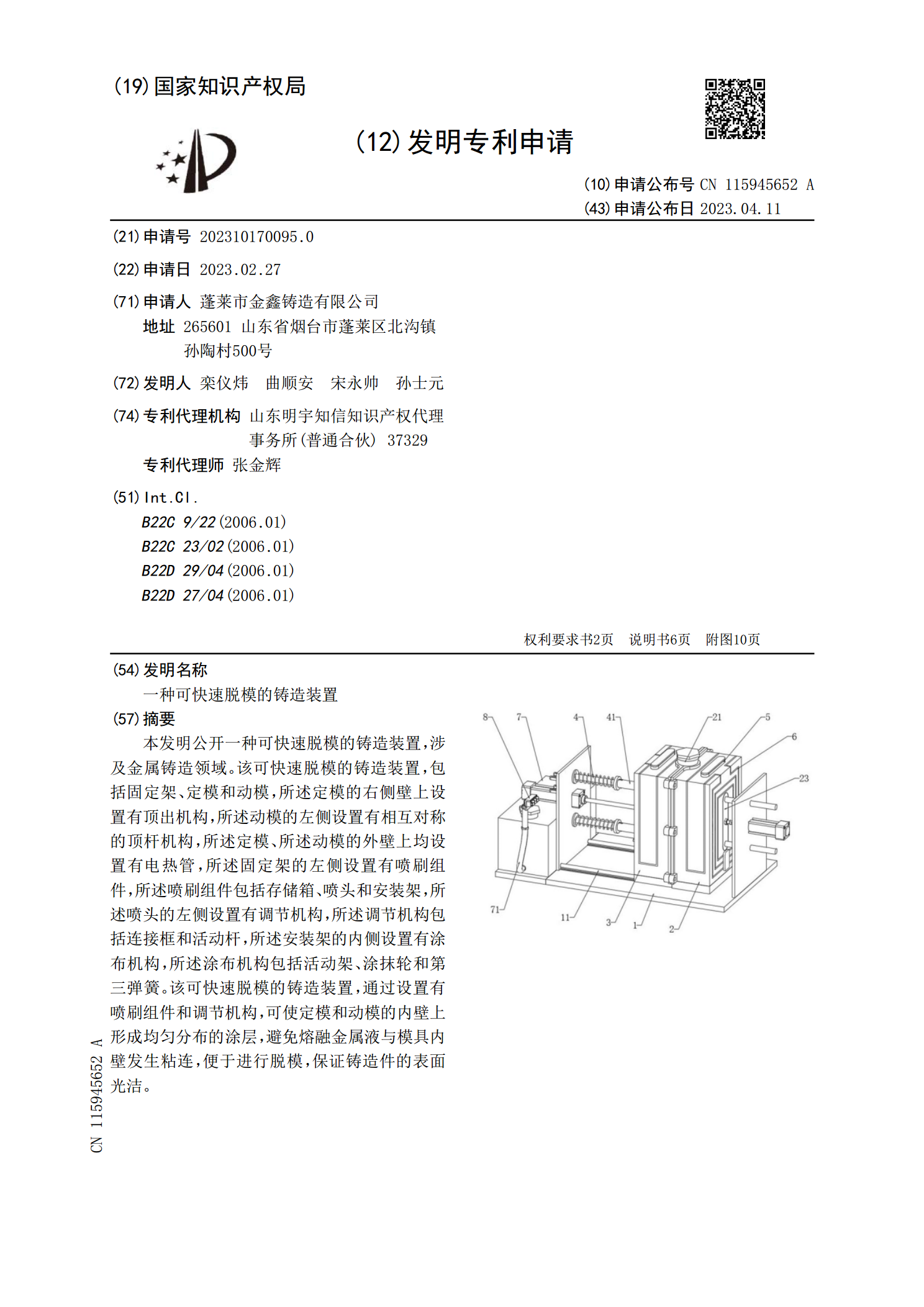
本发明公开一种可快速脱模的铸造装置,涉及金属铸造领域。该可快速脱模的铸造装置,包括固定架、定模和动模,所述定模的右侧壁上设置有顶出机构,所述动模的左侧设置有相互对称的顶杆机构,所述定模、所述动模的外壁上均设置有电热管,所述固定架的左侧设置有喷刷组件,所述喷刷组件包括存储箱、喷头和安装架,所述喷头的左侧设置有调节机构,所述调节机构包括连接框和活动杆,所述安装架的内侧设置有涂布机构,所述涂布机构包括活动架、涂抹轮和第三弹簧。该可快速脱模的铸造装置,通过设置有喷刷组件和调节机构,可使定模和动模的内壁上形成均匀分

一种缸体缸盖通用的吹灰辅助装置.pdf
本发明公开一种缸体缸盖通用的吹灰辅助装置,包括支架;支架包括方形支架以及竖直支架;方形支架的两个长边之间还连接有连接杆两个连接杆上固定有一U型支架U型支架上连接有电机;电机上设置有悬链;连接块下方连接有伸缩装置;伸缩装置包括多个伸缩臂;伸缩臂下方连接有悬置板;悬置板上方设置竖直梯形块;竖直梯形块之间固定有圆柱轴;悬链勾取在圆柱轴上;悬置板下连接有有旋转装置;旋转轴下连接有铸件放置机构。本发明设计得一种缸体缸盖通用的吹灰装置,由助力机械臂提起铸件,可使铸件倾斜、旋转,配合手持式冷风枪,便于全方位清理铸件内腔