
在高速线材辊环表面制备碳化钨硬质合金涂层的方法.pdf

一条****涛k

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
在高速线材辊环表面制备碳化钨硬质合金涂层的方法.pdf
一种在高速线材辊环表面制备碳化钨硬质合金涂层的方法,采用激光熔覆技术通过同步送粉的方法,在普通的中碳合金钢辊环基体孔型所在部位熔覆形成冶金结合的碳化钨硬质合金涂层,其工艺过程:先选择辊环的基体;然后进行碳化钨硬质合金激光熔覆材料的配制;工作层机械加工及表面清理,激光熔覆加工使辊环表面形成碳化钨硬质合金涂层。本发明提高了辊环的整体耐热疲劳、抗冲击、耐腐蚀的性能,有效的降低甚至杜绝了传统硬质合金因冲击韧性不够而导致的断环的事故。
高温炉辊表面的纳米热障涂层及制备方法.pdf
本发明公开了一种高温炉辊表面的纳米热障涂层及制备方法,即涂层为CoNiCrAlY粘结层和其中加入6-8%Y2O3的纳米ZrO2纳米陶瓷工作层,粘结层的粉末粒径为20-45μm,纳米ZrO2的原始粒径为50-100nm,加入Y2O3后经二次造粒,粒度大小为45-106μm;其制备方法为首先清洗炉棍并预热干燥,采用自动喷砂机进行喷砂处理;然后采用等离子喷涂设备按一定工艺要求制备中间粘结层和纳米陶瓷工作层,最后采用封孔剂对纳米陶瓷工作层表面进行涂覆封孔。本热障涂层及制备方法有效增强了高温炉辊的抗氧化、耐磨、耐蚀
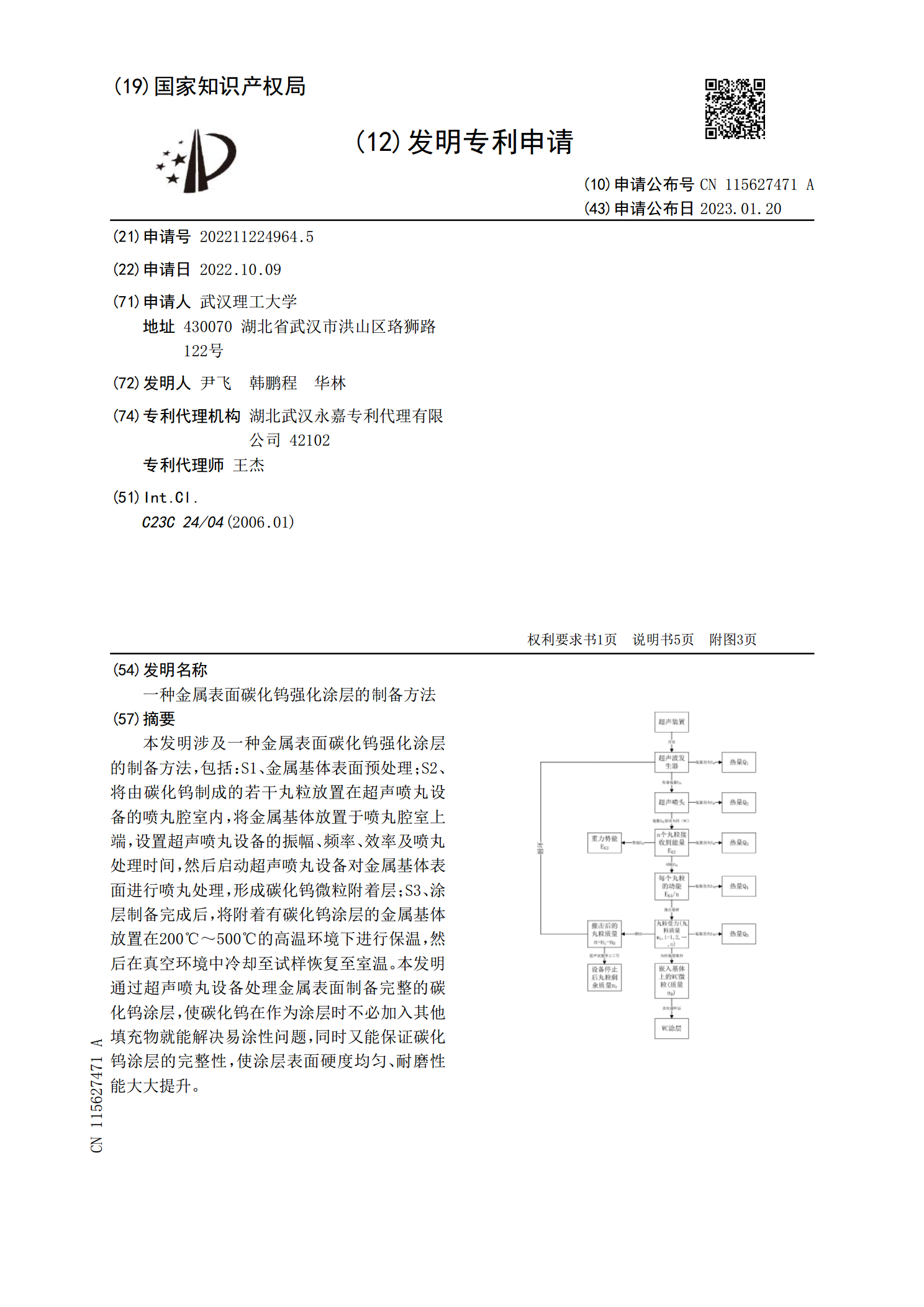
一种金属表面碳化钨强化涂层的制备方法.pdf
本发明涉及一种金属表面碳化钨强化涂层的制备方法,包括:S1、金属基体表面预处理;S2、将由碳化钨制成的若干丸粒放置在超声喷丸设备的喷丸腔室内,将金属基体放置于喷丸腔室上端,设置超声喷丸设备的振幅、频率、效率及喷丸处理时间,然后启动超声喷丸设备对金属基体表面进行喷丸处理,形成碳化钨微粒附着层;S3、涂层制备完成后,将附着有碳化钨涂层的金属基体放置在200℃~500℃的高温环境下进行保温,然后在真空环境中冷却至试样恢复至室温。本发明通过超声喷丸设备处理金属表面制备完整的碳化钨涂层,使碳化钨在作为涂层时不必加入
一种从废弃的硬质合金辊环回收碳化钨生产辊环的方法.pdf
本发明公开了一种从废弃的硬质合金辊环回收碳化钨生产辊环的方法,是采用从废弃的硬质合金辊环中回收粗晶碳化钨为原料,按照辊环的配方混合其他原料,放入滚动球磨机内,加入重量为原料重量13.8-15.7%的95.5%以上的工业酒精,研磨22-—24小时,经过筛选、干燥、掺胶、压制、脱胶后,在真空加压力烧结炉内,在温度1410℃—1460℃下,加压6MPa,保压70min以上,揭炉温度不高于100℃,得到硬质合金辊环,本发明具有采用物理方法、无污染、成本低、回收的碳化钨形态完整、合金性能不变的特点。
一种碳化钨涂层网纹辊的制造方法.pdf
本发明涉及一种碳化钨涂层网纹辊的制备方法。针对传统激光雕刻陶瓷网纹辊线数不高,网孔轮廓不够清晰,涂层结合强度不高易脱落,涂层孔隙率大,易沾墨不易清洗等问题,本发明采用在铝或钢金属辊上,喷涂碳化钨涂层,涂层厚度0.05‑1.0mm、显微硬度1100‑1400HV0.3、涂层致密(孔隙率<0.5%)、结合强度高(>75MPa)、不易脱落,磨削抛光后Ra<0.2um,采用MeridianHercules纳米脉冲激光器,采用多光束、多次打击和单色/灰度雕刻技术,网线数可达1600线/英寸,网穴形状多样,有30°