
一种超级双相不锈钢铸件冒口切割及焊补方法.pdf

梅雪****67

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种超级双相不锈钢铸件冒口切割及焊补方法.pdf
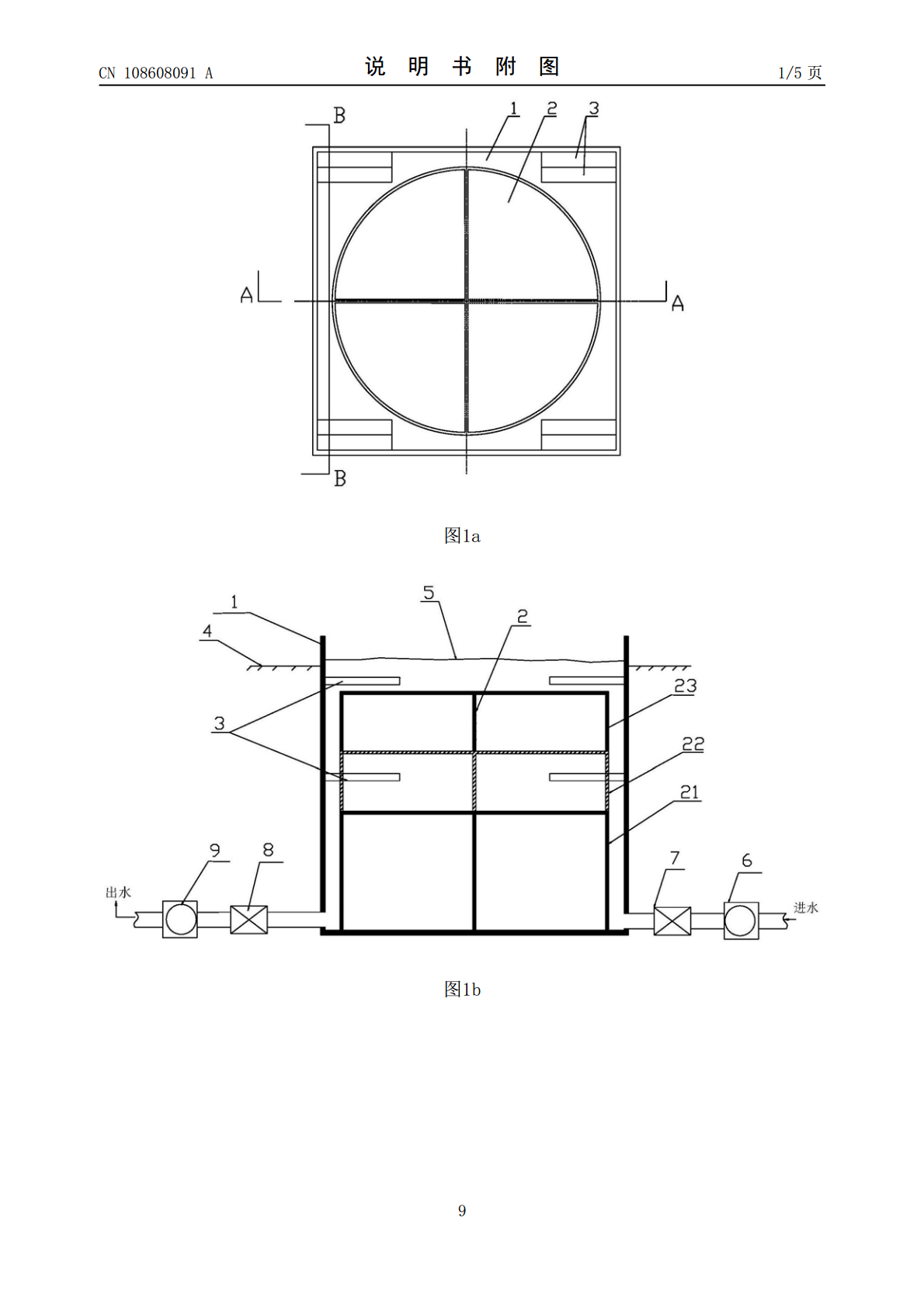
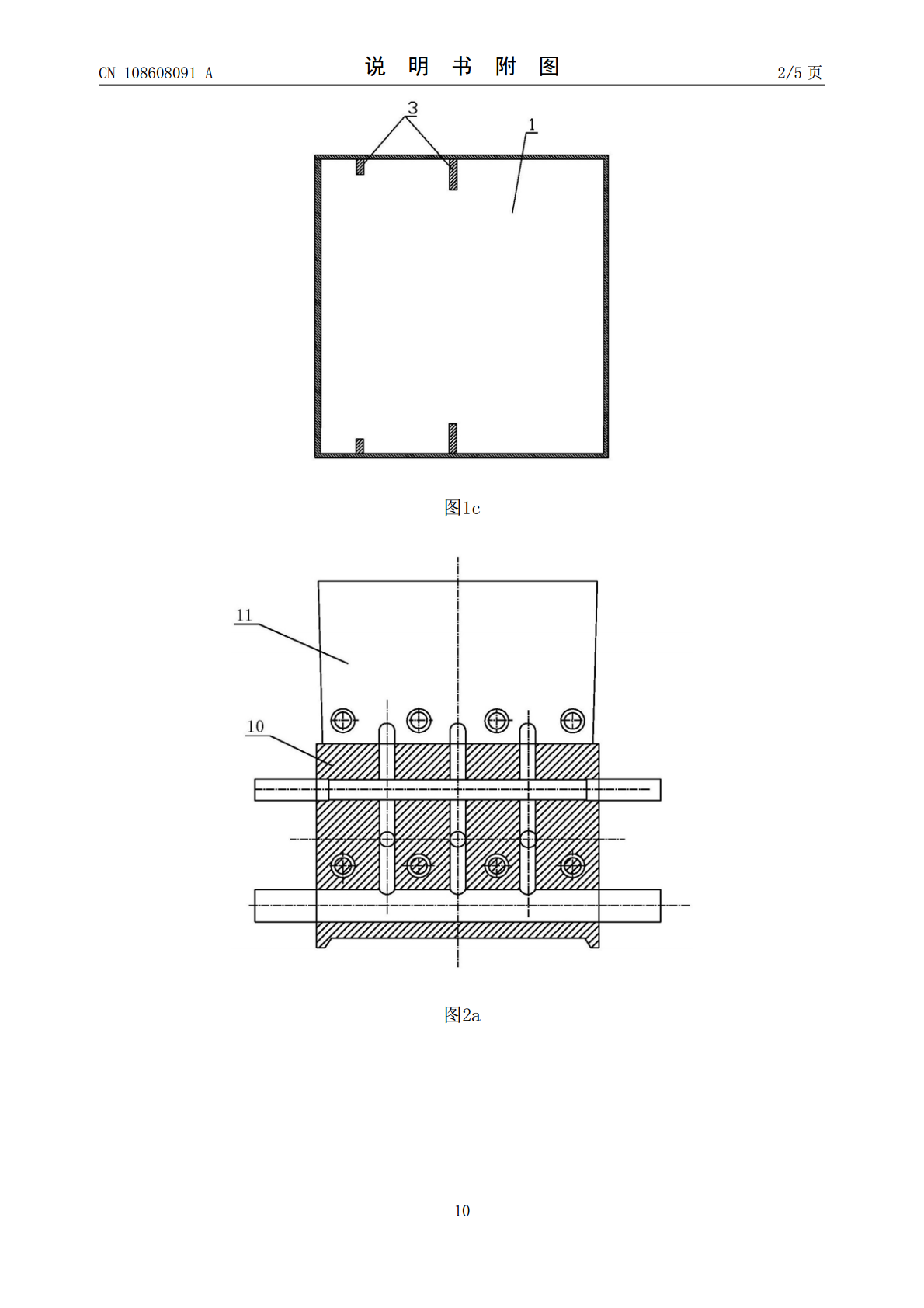
本发明涉及一种超级双相不锈钢铸件冒口切割及焊补方法,铸件浇注后保温期间,当铸件温度降至900℃~950℃时,将铸件连带冒口一起浸入水中进行淬水快冷处理,铸件冷至室温后将准备处理的部位露出水面,分别进行各部冒口切割和焊补作业。本发明采用水下切割冒口及焊补的方法,有效杜绝了铸件在焊补和冒口切割时产生的裂纹现象,提高了成品率,为超级双相不锈钢铸件的顺利生产提供了有力保证。
一种铸件缺陷焊补方法.pdf
本发明涉及提供一种铸件缺陷焊补方法,包括如下步骤:(1)将铸件缺陷处清理干净,并去除缺陷表面的氧化层和脱碳层;(2)将与铸件同炉的回炉料切割成长条或加工成铁屑,长条和铁屑均可放入缺陷内;(3)将清理干净的缺陷处预热到800摄氏度以上,同时将铁屑或长条回填到缺陷处并对其高温加热至2000~3000摄氏度,使其与铸件本体相互熔合;(4)将铸件空冷至室温,然后去除多余焊补材料,使铸件原始平面平整;(5)对修补后的缺陷处进行渗透探伤确认,如未发现缝隙,再对铸件进行抛丸、酸洗或喷砂。本发明采用与铸件同炉的回炉料代替
一种S32750超级双相不锈钢焊管的焊接方法.pdf
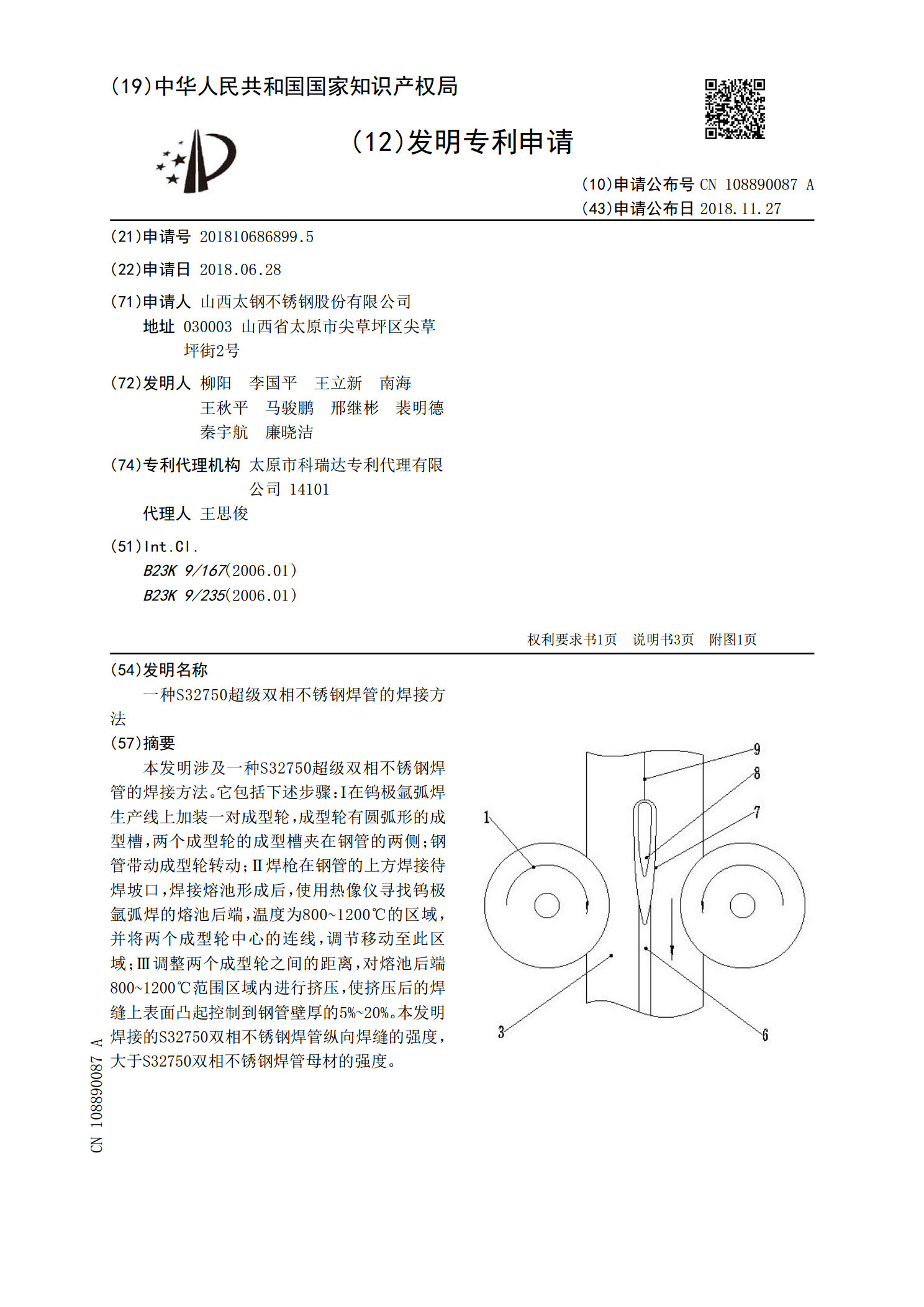
本发明涉及一种S32750超级双相不锈钢焊管的焊接方法。它包括下述步骤:Ⅰ在钨极氩弧焊生产线上加装一对成型轮,成型轮有圆弧形的成型槽,两个成型轮的成型槽夹在钢管的两侧;钢管带动成型轮转动;Ⅱ焊枪在钢管的上方焊接待焊坡口,焊接熔池形成后,使用热像仪寻找钨极氩弧焊的熔池后端,温度为800~1200℃的区域,并将两个成型轮中心的连线,调节移动至此区域;Ⅲ调整两个成型轮之间的距离,对熔池后端800~1200℃范围区域内进行挤压,使挤压后的焊缝上表面凸起控制到钢管壁厚的5%~20%。本发明焊接的S32750双相不锈
一种超级双相不锈钢的熔炼方法.pdf
本发明属于铸造技术领域,主要涉及一种超级双相不锈钢的熔炼方法,由于超级双相不锈钢铬含量高、碳含量低,常规熔炼方法很难满足要求,本发明采用EAF炉+LF炉+VOD炉+LF炉的方式熔炼超级双相不锈钢,通过改变VOD吹氧温度、吹氧真空度以及使用氮气代替氮化铬铁等方法,并优化各炉的具体步骤及具体控制参数,最终在Cr元素没有氧化的情况下将C元素控制在0.03%以下,同时其余化学成分都符合标准要求,解决了冶炼超级双相不锈钢时关键过程中元素控制范围无法标准范围内的难题。

精铸件浇冒口切割工装.pdf
本发明公开了一种精铸件浇冒口切割工装,它包括夹具、底板、滚轮组件和手柄,夹具固定连接在底板上端面,滚轮组件固定连接在底板下端面,手柄固定连接在底板后端面;待切割浇冒口的精铸件在夹具上定位或定位、夹紧,其浇冒口切割方向与滚轮组件行走方向一致。本发明在使用时,将待切割浇冒口的精铸件在夹具上定位后,工人用手握住手柄就可推着本发明进给,在切割机上切割精铸件浇冒口。使用本发明后,整个操作过程安全性高,生产效率高,显著降低工人劳动强度,能满足批量生产要求。