
超硬膜层树脂镜片的制作方法.pdf

宜然****找我

1/5
2/5
3/5

4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
超硬膜层树脂镜片的制作方法.pdf
一种超硬膜层树脂镜片的制作方法,由树脂基片(1)、超硬膜层(2)和减反射膜层(3)所组成,这种镜片将二氧化硅加硬液复合成碳化硅加硬液并在树脂基片表面浸涂烘干固化,形成超硬膜层本发明,二氧化硅加硬液与氮化硅纳米材料复合成氮化硅加硬液并在树脂基片表面浸涂烘干固化,形成超硬膜层,由过去使用二氧化硅加硬液凃复的加硬膜层表面硬度8H提高到12H,材料表面硬度高,镜片表面光滑,耐用性好。
一种超硬镀膜树脂镜片及其制备工艺.pdf
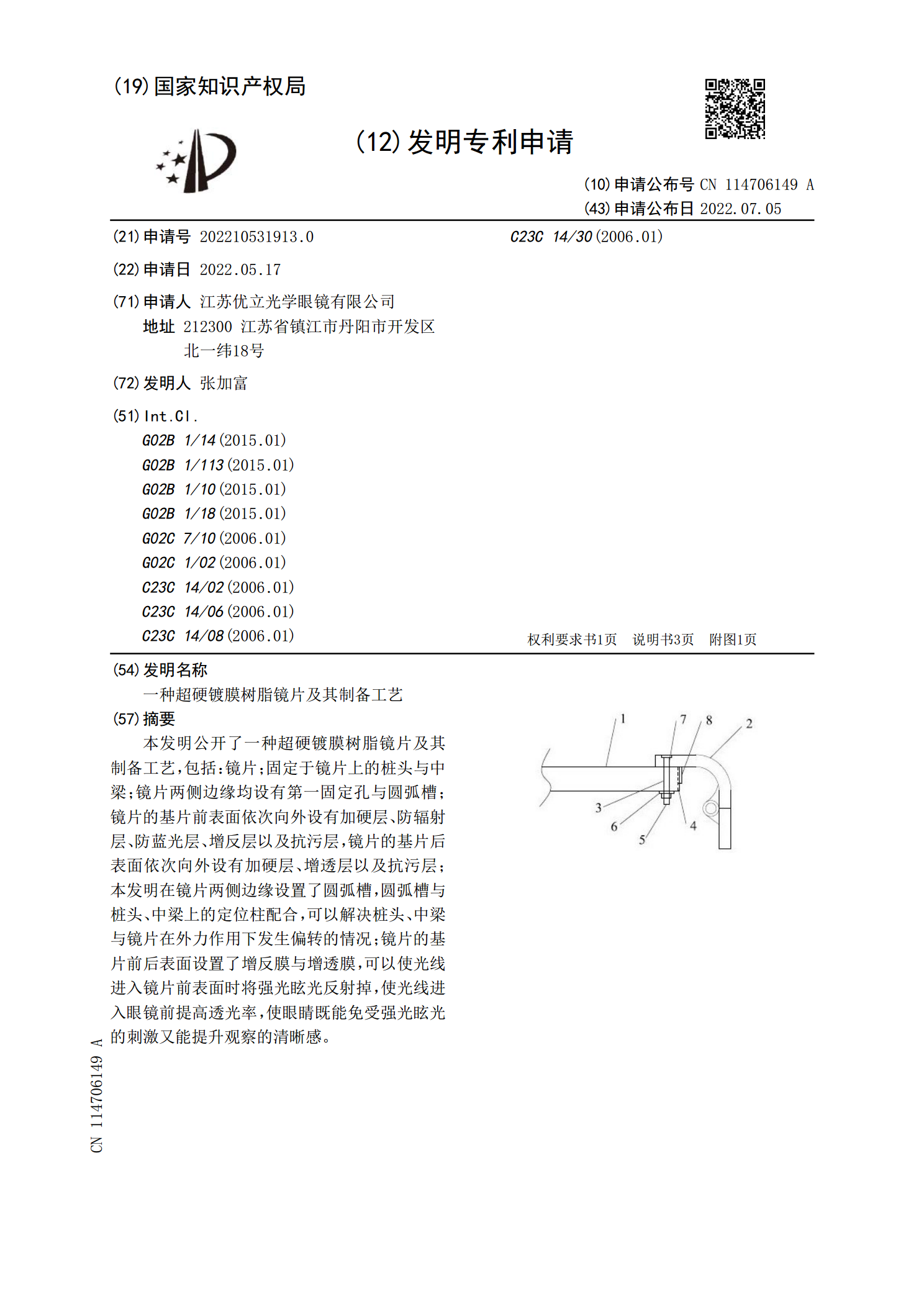
本发明公开了一种超硬镀膜树脂镜片及其制备工艺,包括:镜片;固定于镜片上的桩头与中梁;镜片两侧边缘均设有第一固定孔与圆弧槽;镜片的基片前表面依次向外设有加硬层、防辐射层、防蓝光层、增反层以及抗污层,镜片的基片后表面依次向外设有加硬层、增透层以及抗污层;本发明在镜片两侧边缘设置了圆弧槽,圆弧槽与桩头、中梁上的定位柱配合,可以解决桩头、中梁与镜片在外力作用下发生偏转的情况;镜片的基片前后表面设置了增反膜与增透膜,可以使光线进入镜片前表面时将强光眩光反射掉,使光线进入眼镜前提高透光率,使眼睛既能免受强光眩光的刺激
一种具有蜂窝网状膜层镜片及其制作方法.pdf
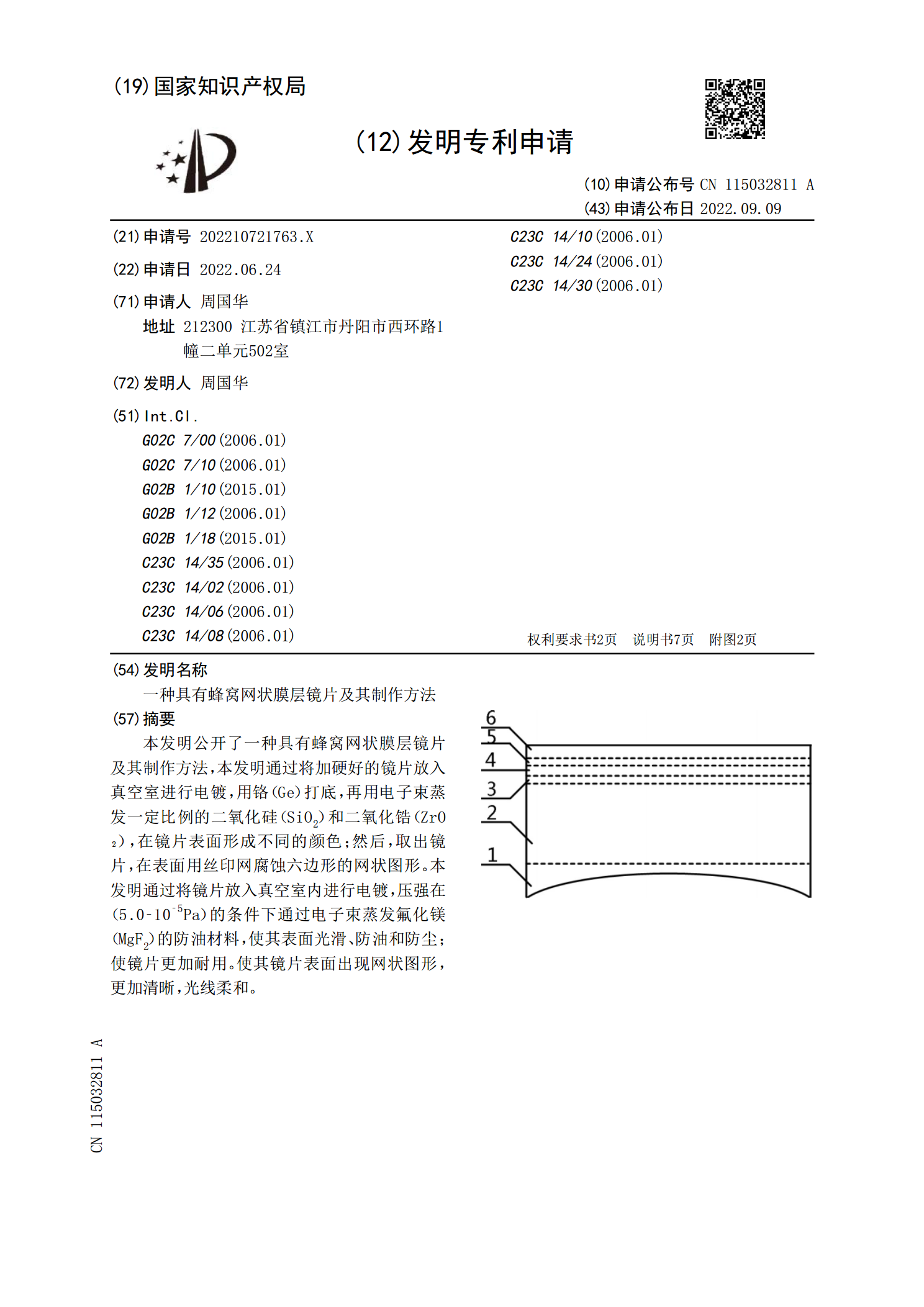
本发明公开了一种具有蜂窝网状膜层镜片及其制作方法,本发明通过将加硬好的镜片放入真空室进行电镀,用铬(Ge)打底,再用电子束蒸发一定比例的二氧化硅(SiO

超硬材料树脂磨具的成型.doc
成型是将混好的成型料装入模具,按规程热压成具有一定形状规格和强度的毛坯制品的工艺过程。超硬材料树脂磨具多以热压为主,其原理是在压制的过程中,使树脂熔融流动,并在保压的时间内逐渐缩聚固化或半固化,以保证磨具的密度、强度和硬度,同时还可避免磨具发泡起层和变形等废品。1、设备与模具(1)热压机热压机是油压机的一种,有50t、63t、100t、200t、500t等几种。它的构造和传动原理与普通磨具所用的设备一样,所不同的是上下压板安有加热系统,并用热电偶控温,保证热压时的温度恒定。加热系统功率的大小可根据压制最大

高效蓝光抑制树脂镜片及其制作方法.pdf
本发明涉及一种镜片以及其制作方法,尤其是一种高效蓝光抑制树脂镜片及其制作方法。通过制作基片(1)、染色、固化、镀膜等步骤得到一种高效蓝光抑制树脂镜片,包括基片(1),在基片(1)上染着一层抑制层,使带有抑制层的镜片能有效抑制500nm以下可见光透光率,最强可使蓝光透过率(380~500nm)达小于5%,并保证600nm以上可见光透过率大于90%。上述结构的抑制层可以降低500nm以下可见光的透光率,提高600nm以上可见光的透过率。由于可见光的波长为380nm-700nm之间,500nm以下的可见光以紫光