
一种连铸坯长度精确测量方法.pdf

小忆****ng

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种连铸坯长度精确测量方法.pdf
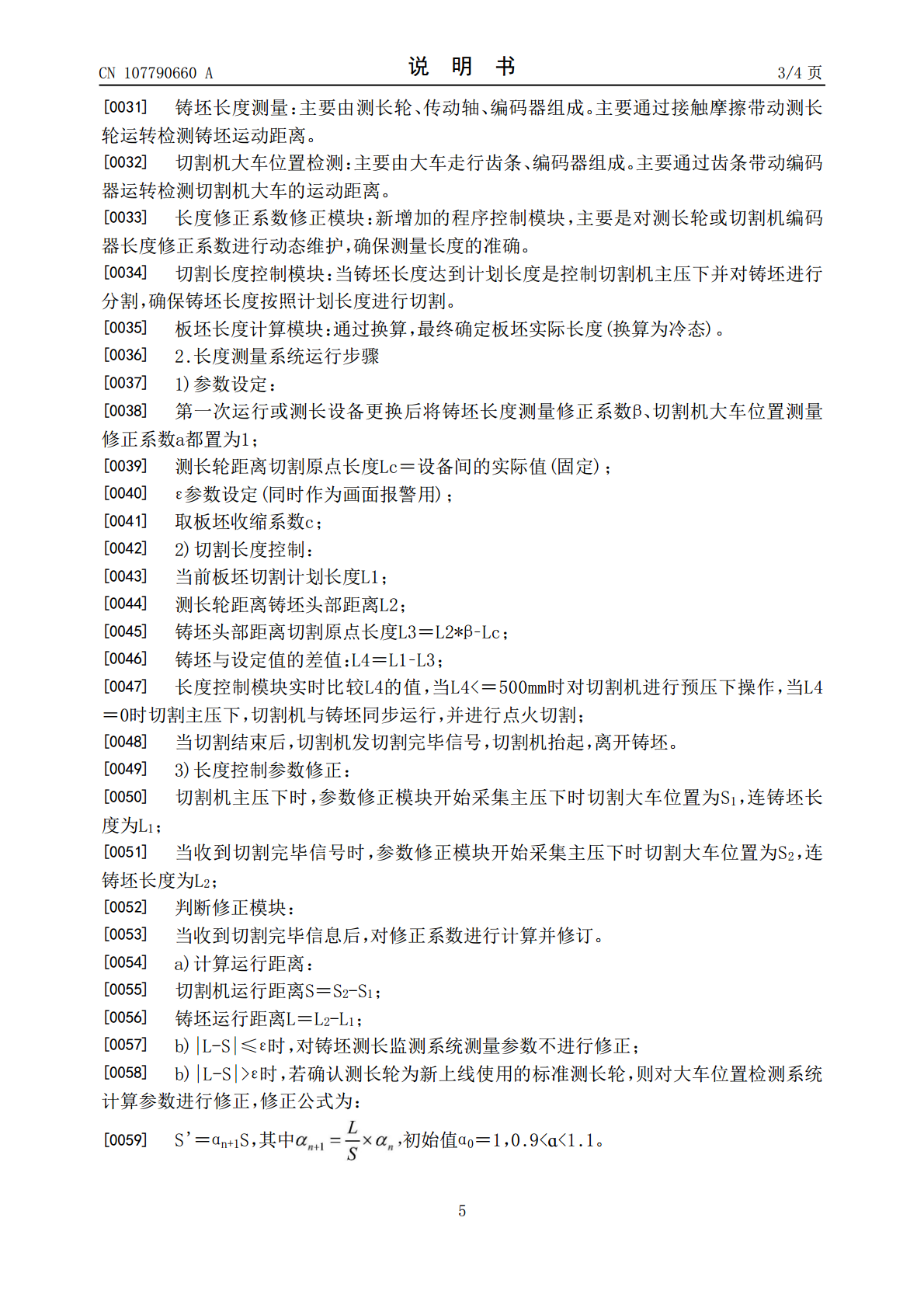
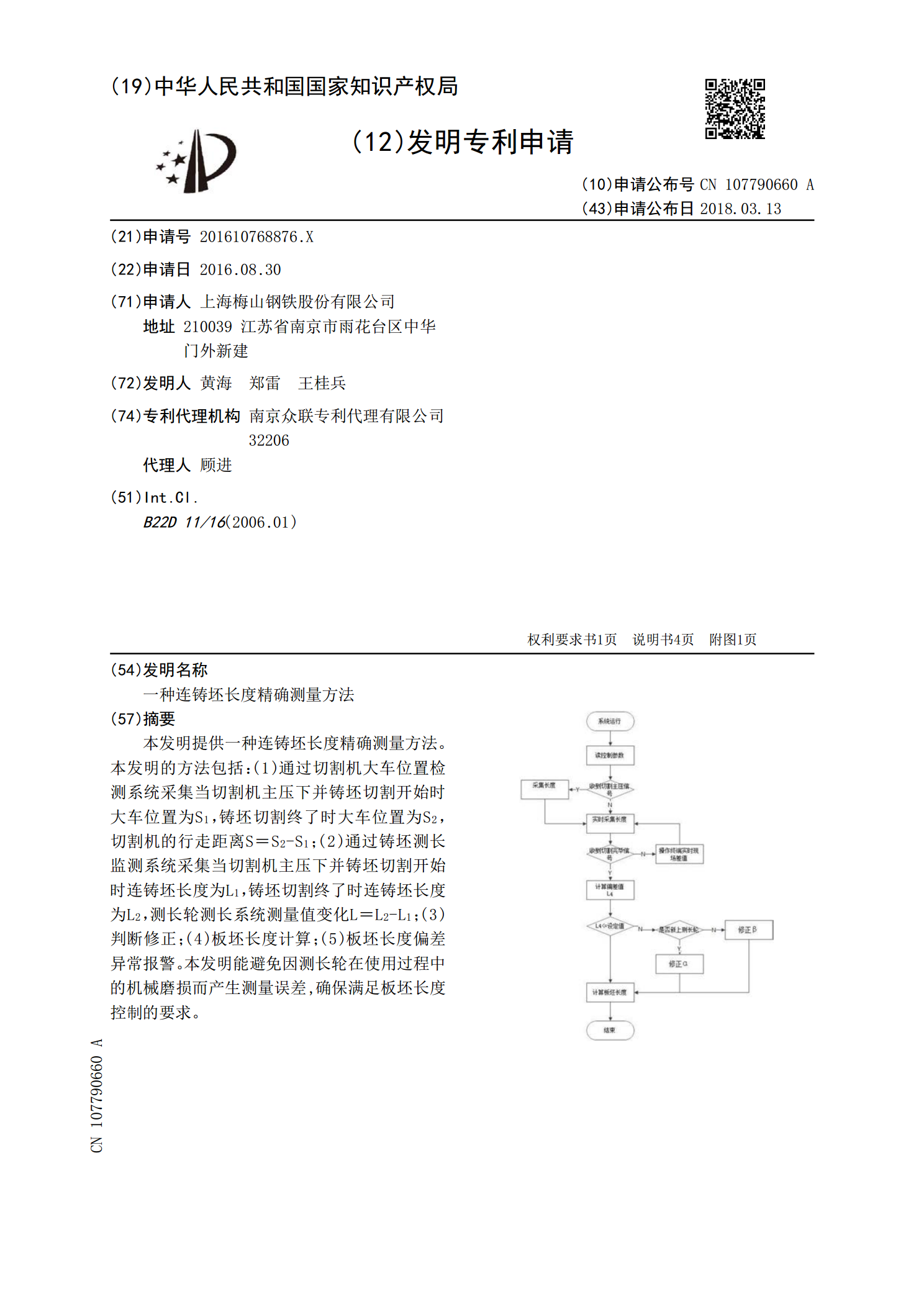
本发明提供一种连铸坯长度精确测量方法。本发明的方法包括:(1)通过切割机大车位置检测系统采集当切割机主压下并铸坯切割开始时大车位置为S
一种连铸坯宽度的精确控制的方法.pdf
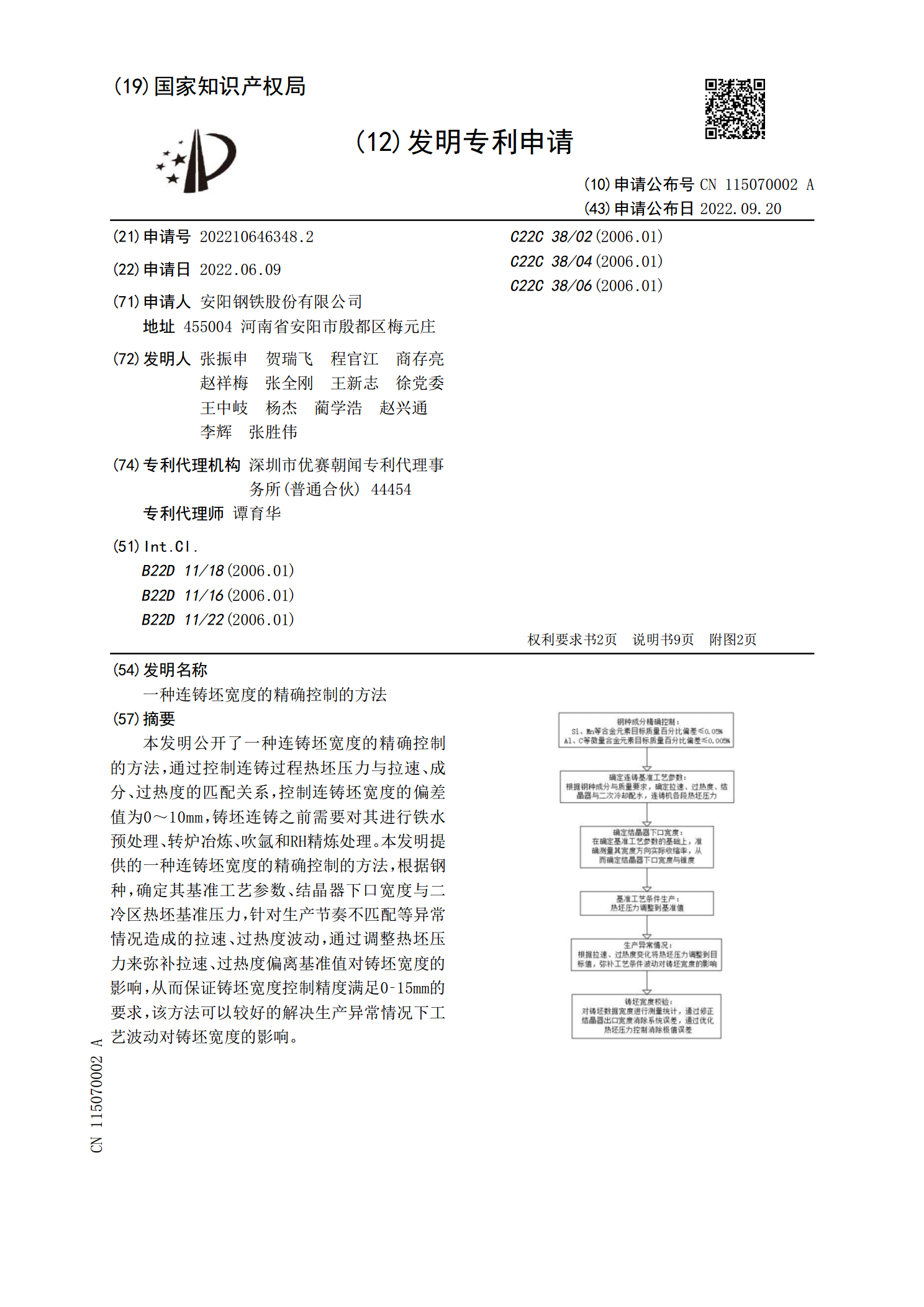
本发明公开了一种连铸坯宽度的精确控制的方法,通过控制连铸过程热坯压力与拉速、成分、过热度的匹配关系,控制连铸坯宽度的偏差值为0~10mm,铸坯连铸之前需要对其进行铁水预处理、转炉冶炼、吹氩和RH精炼处理。本发明提供的一种连铸坯宽度的精确控制的方法,根据钢种,确定其基准工艺参数、结晶器下口宽度与二冷区热坯基准压力,针对生产节奏不匹配等异常情况造成的拉速、过热度波动,通过调整热坯压力来弥补拉速、过热度偏离基准值对铸坯宽度的影响,从而保证铸坯宽度控制精度满足0‑15mm的要求,该方法可以较好的解决生产异常情况下
一种连铸坯热塑性试样精确加工用夹持装置.pdf
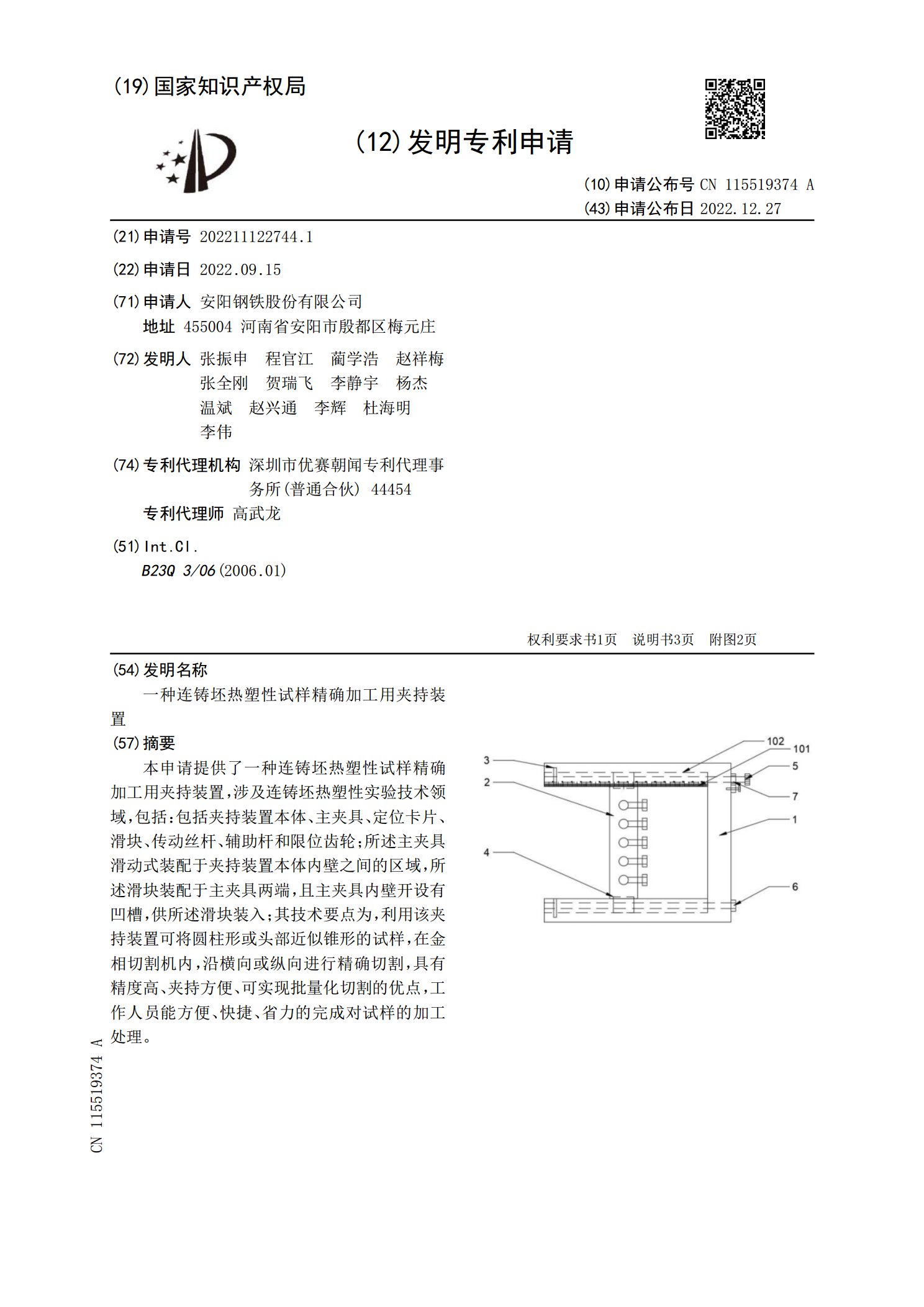
本申请提供了一种连铸坯热塑性试样精确加工用夹持装置,涉及连铸坯热塑性实验技术领域,包括:包括夹持装置本体、主夹具、定位卡片、滑块、传动丝杆、辅助杆和限位齿轮;所述主夹具滑动式装配于夹持装置本体内壁之间的区域,所述滑块装配于主夹具两端,且主夹具内壁开设有凹槽,供所述滑块装入;其技术要点为,利用该夹持装置可将圆柱形或头部近似锥形的试样,在金相切割机内,沿横向或纵向进行精确切割,具有精度高、夹持方便、可实现批量化切割的优点,工作人员能方便、快捷、省力的完成对试样的加工处理。
连铸坯质量.ppt
连铸坯质量提高钢的纯净度生产更高质量的钢材是近二十年来钢铁制造技术发展的趋势。Log[C]=-0.0416X+83.722r=0.75log[S]=-0.0521X+103.923r=0.82log[P]=-0.0551X+110.716r=0.72log[O]=-0.0342X+68.742r=0.94log[H]=-0.0213X+42.271r=0.85优质钢对炼钢去除杂质的要求洁净钢的典型示例洁净度的评定方法非金属夹杂物的来源非金属夹杂物的分类对钢中夹杂物要求不同拉速下大颗粒夹杂物平
一种连铸坯保温装置.pdf
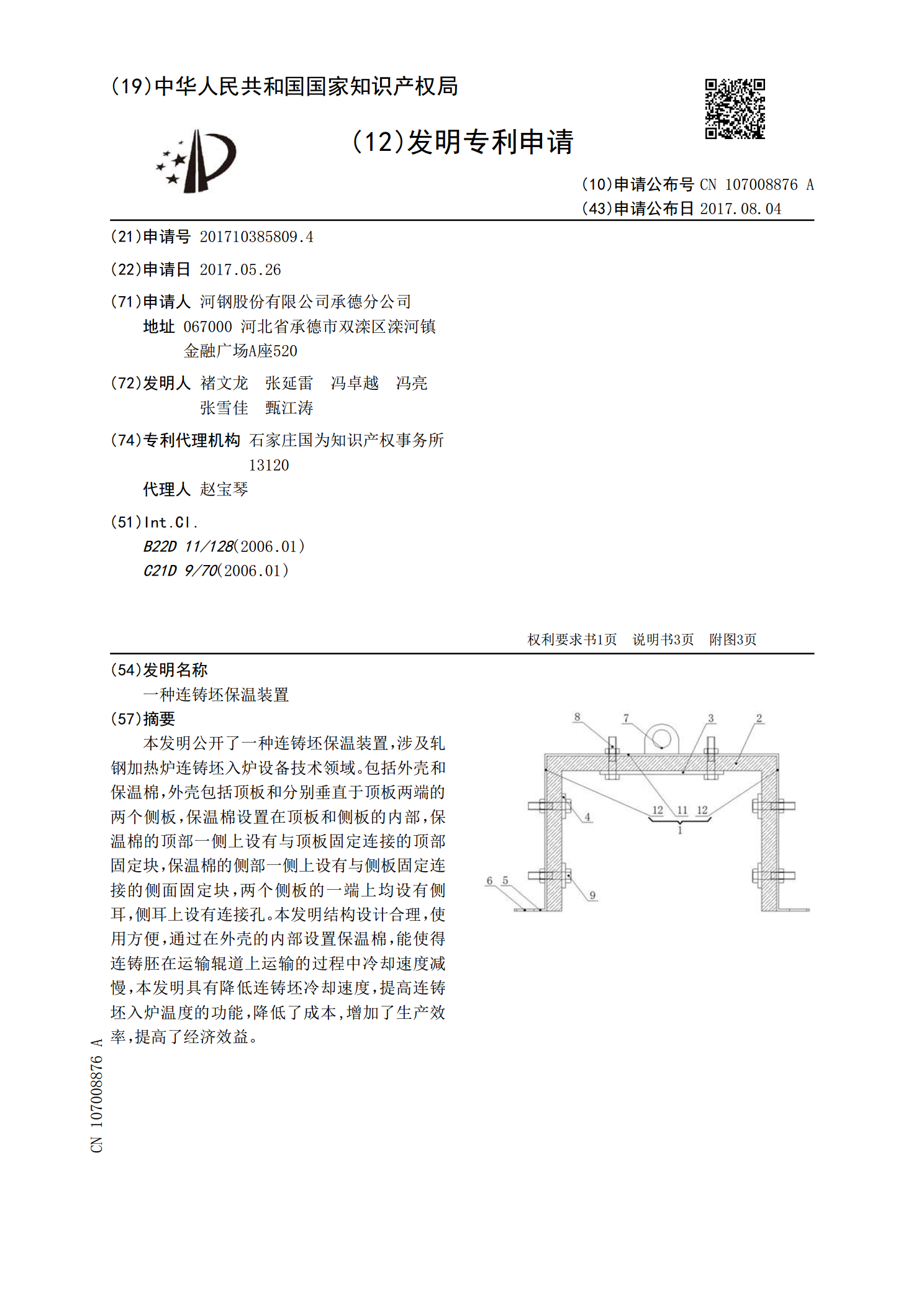
本发明公开了一种连铸坯保温装置,涉及轧钢加热炉连铸坯入炉设备技术领域。包括外壳和保温棉,外壳包括顶板和分别垂直于顶板两端的两个侧板,保温棉设置在顶板和侧板的内部,保温棉的顶部一侧上设有与顶板固定连接的顶部固定块,保温棉的侧部一侧上设有与侧板固定连接的侧面固定块,两个侧板的一端上均设有侧耳,侧耳上设有连接孔。本发明结构设计合理,使用方便,通过在外壳的内部设置保温棉,能使得连铸胚在运输辊道上运输的过程中冷却速度减慢,本发明具有降低连铸坯冷却速度,提高连铸坯入炉温度的功能,降低了成本,增加了生产效率,提高了经济