
一种PCB 自动投板生产方法.pdf

是你****元呀

1/10
2/10
3/10
4/10
5/10
6/10
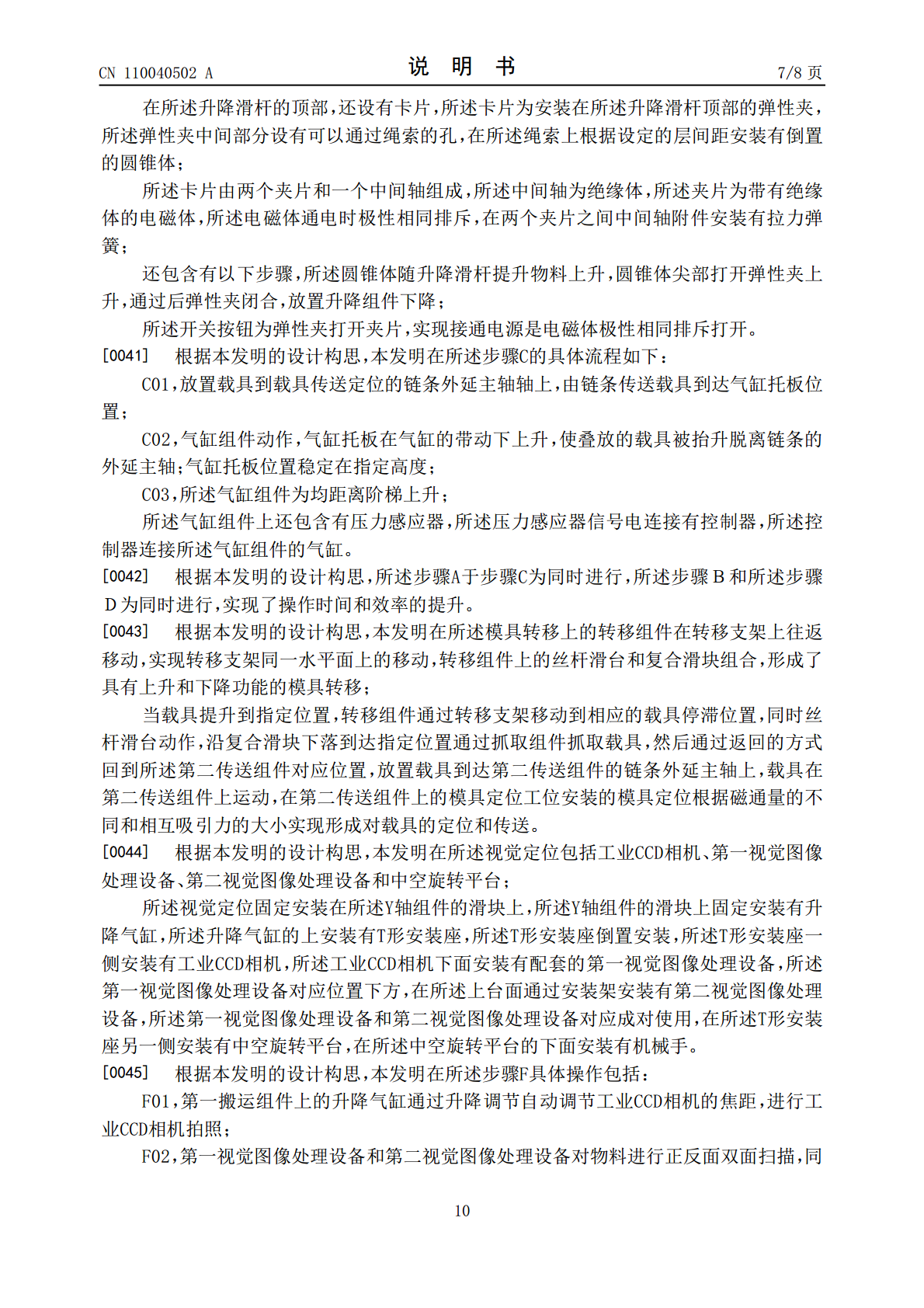
7/10

8/10
9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种PCB 自动投板生产方法.pdf
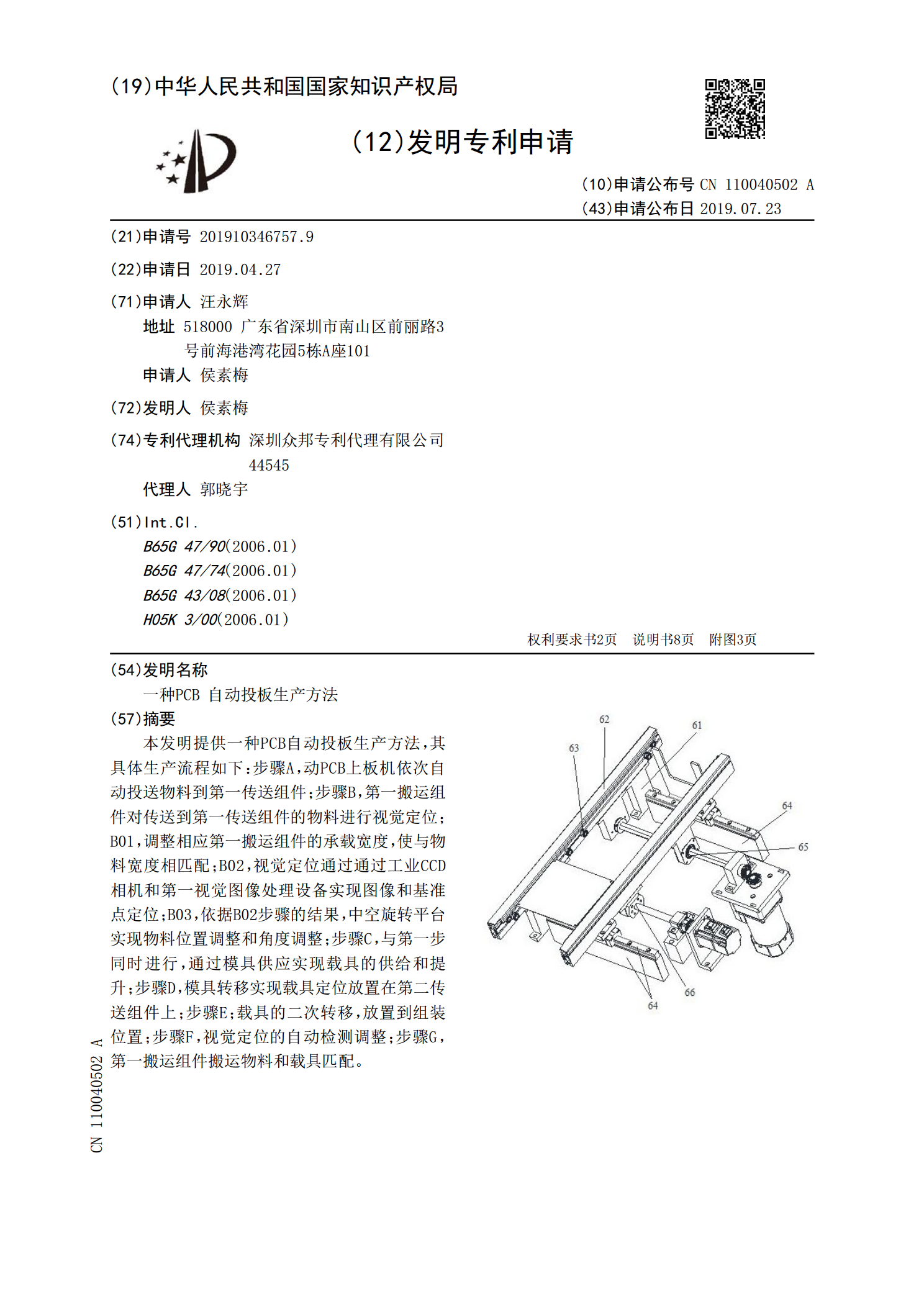
本发明提供一种PCB自动投板生产方法,其具体生产流程如下:步骤A,动PCB上板机依次自动投送物料到第一传送组件;步骤B,第一搬运组件对传送到第一传送组件的物料进行视觉定位;B01,调整相应第一搬运组件的承载宽度,使与物料宽度相匹配;B02,视觉定位通过通过工业CCD相机和第一视觉图像处理设备实现图像和基准点定位;B03,依据B02步骤的结果,中空旋转平台实现物料位置调整和角度调整;步骤C,与第一步同时进行,通过模具供应实现载具的供给和提升;步骤D,模具转移实现载具定位放置在第二传送组件上;步骤E;载具的二

一种PCB板自动化生产方法.pdf
本发明公开了一种PCB板自动化生产方法,包括开料—内层干菲林—棕化工序—内层压板—沉铜和板电—外层干菲林—电镀电金—湿绿油—镀金手指—喷锡沉金工艺步骤,具体步骤如下:开料:使用自动开料机将大料按照规格切割开成各种细料,通过磨圆角机磨圆板角尘端,利用洗板机对板料水洗风干后,将板料放入焗炉中加热,待板料冷却后取出板料后打字唛作标记;内层干菲林:通过搬运装置将板料放入化学清洗机,依次经过水洗、微蚀、高压水洗、循环水洗、吸水、强风吹干以及热风二次吹干完成清洗;本发明自动化程度高,整个PCB板生产效率高,且在生产的
一种PCB板生产方法.pdf
本发明公开了一种PCB板生产方法,包括以下步骤:A、芯板钻孔;B、芯板沉铜;C、芯板电镀,其中盲孔芯板电镀时通过电镀夹具固定在一起,并统一电镀方向;D、芯板蚀刻;E、芯板压合。本发明在原有PCB板生产的基础上进行了改进,有效提高了产品生产的效率和性能。
一种PCB板自动分拣系统及方法.pdf
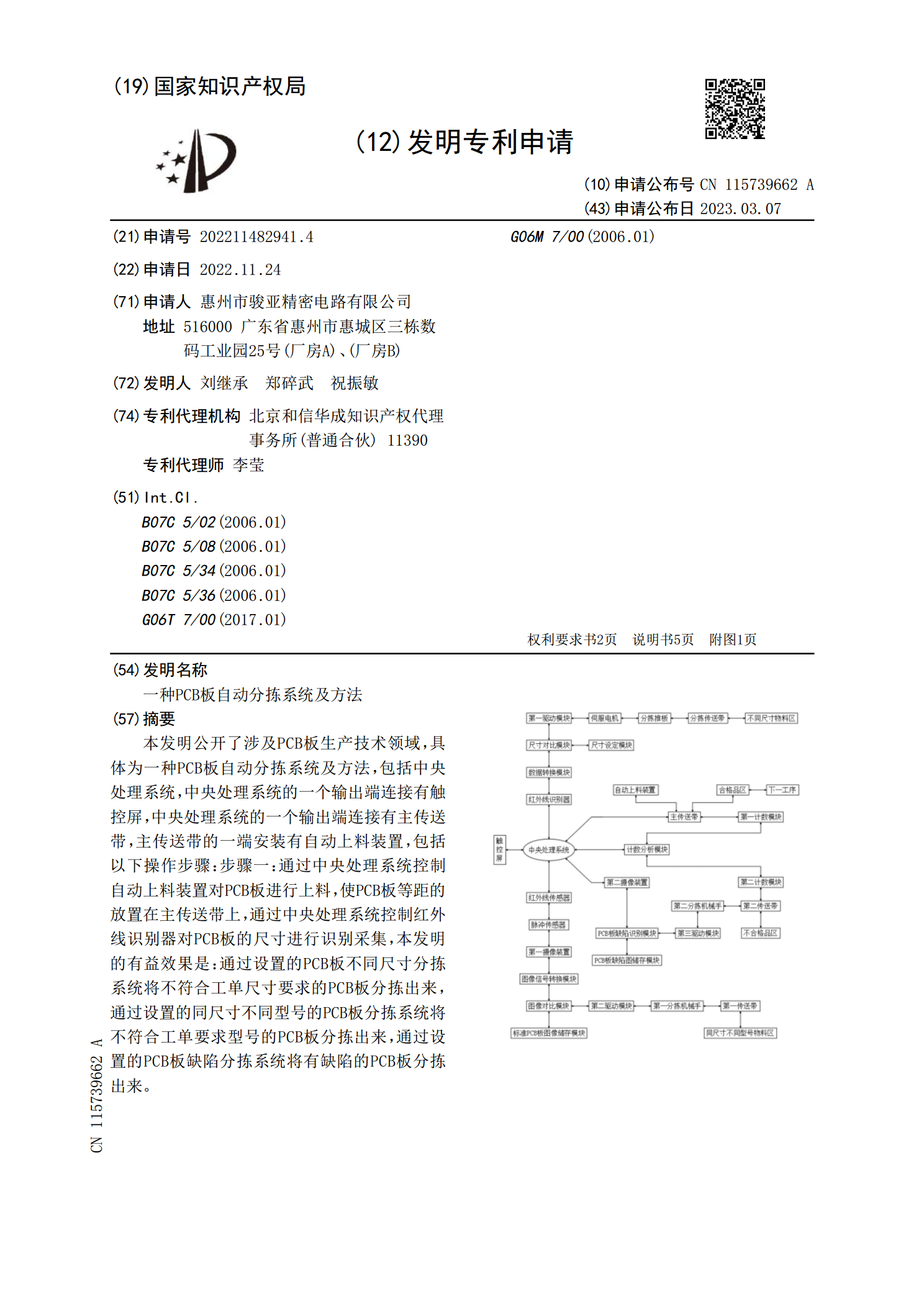
本发明公开了涉及PCB板生产技术领域,具体为一种PCB板自动分拣系统及方法,包括中央处理系统,中央处理系统的一个输出端连接有触控屏,中央处理系统的一个输出端连接有主传送带,主传送带的一端安装有自动上料装置,包括以下操作步骤:步骤一:通过中央处理系统控制自动上料装置对PCB板进行上料,使PCB板等距的放置在主传送带上,通过中央处理系统控制红外线识别器对PCB板的尺寸进行识别采集,本发明的有益效果是:通过设置的PCB板不同尺寸分拣系统将不符合工单尺寸要求的PCB板分拣出来,通过设置的同尺寸不同型号的PCB板分
一种PCB生产板及基于该PCB生产板的加工方法.pdf
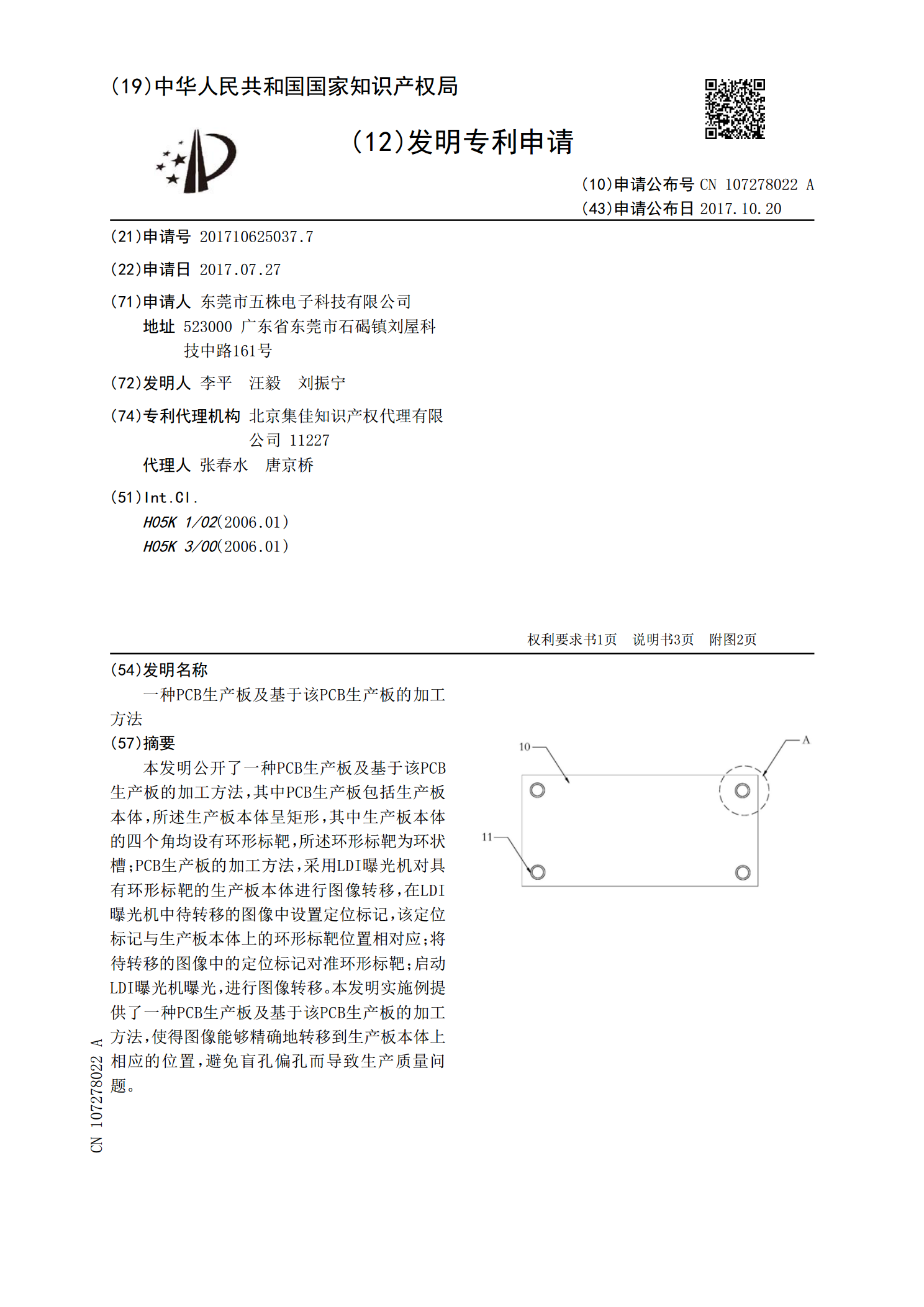
本发明公开了一种PCB生产板及基于该PCB生产板的加工方法,其中PCB生产板包括生产板本体,所述生产板本体呈矩形,其中生产板本体的四个角均设有环形标靶,所述环形标靶为环状槽;PCB生产板的加工方法,采用LDI曝光机对具有环形标靶的生产板本体进行图像转移,在LDI曝光机中待转移的图像中设置定位标记,该定位标记与生产板本体上的环形标靶位置相对应;将待转移的图像中的定位标记对准环形标靶;启动LDI曝光机曝光,进行图像转移。本发明实施例提供了一种PCB生产板及基于该PCB生产板的加工方法,使得图像能够精确地转移到