
一种基于钢水过热度的浸入式水口渣线自动控制方法.pdf

斌斌****公主

1/10
2/10
3/10
4/10
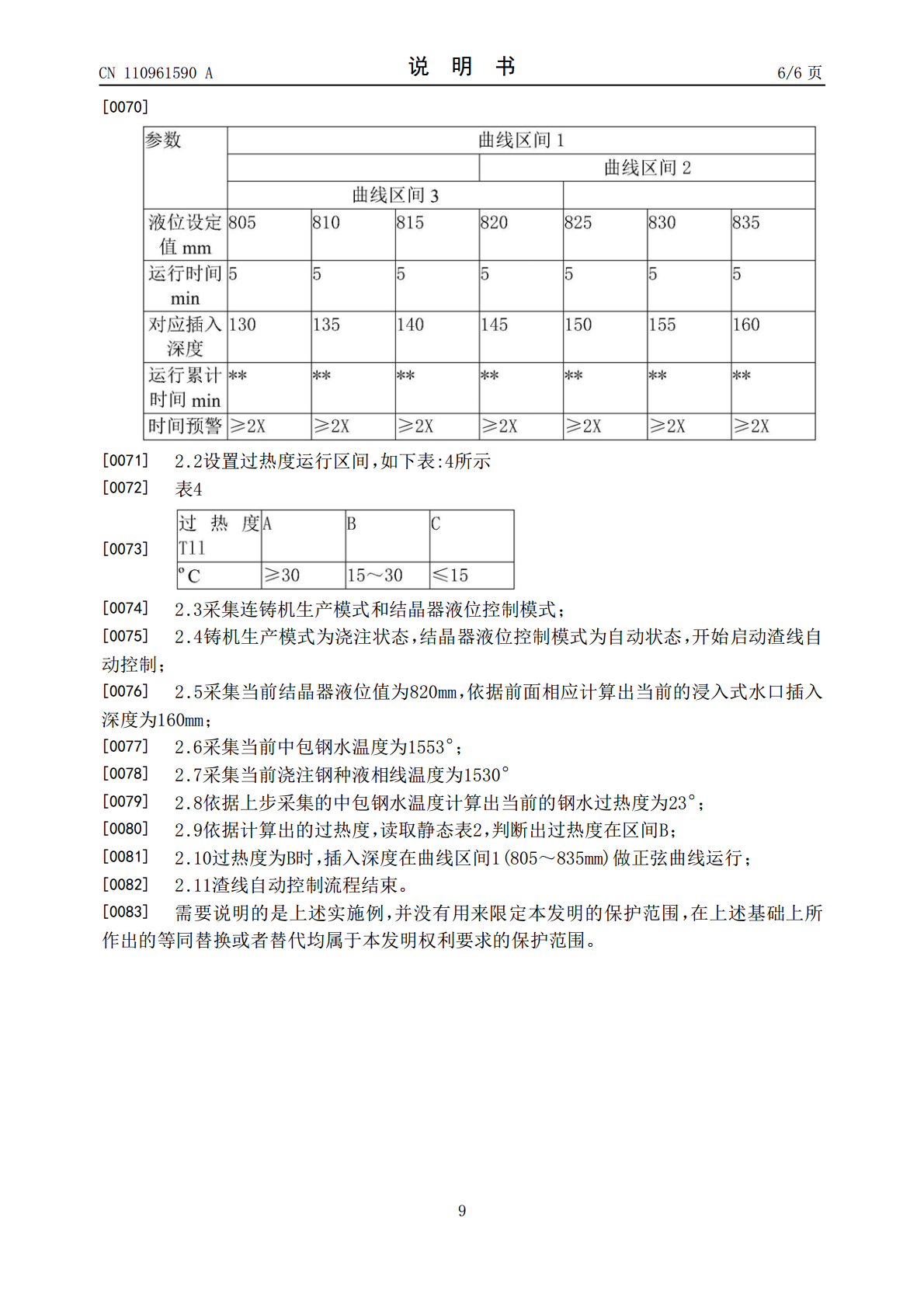
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
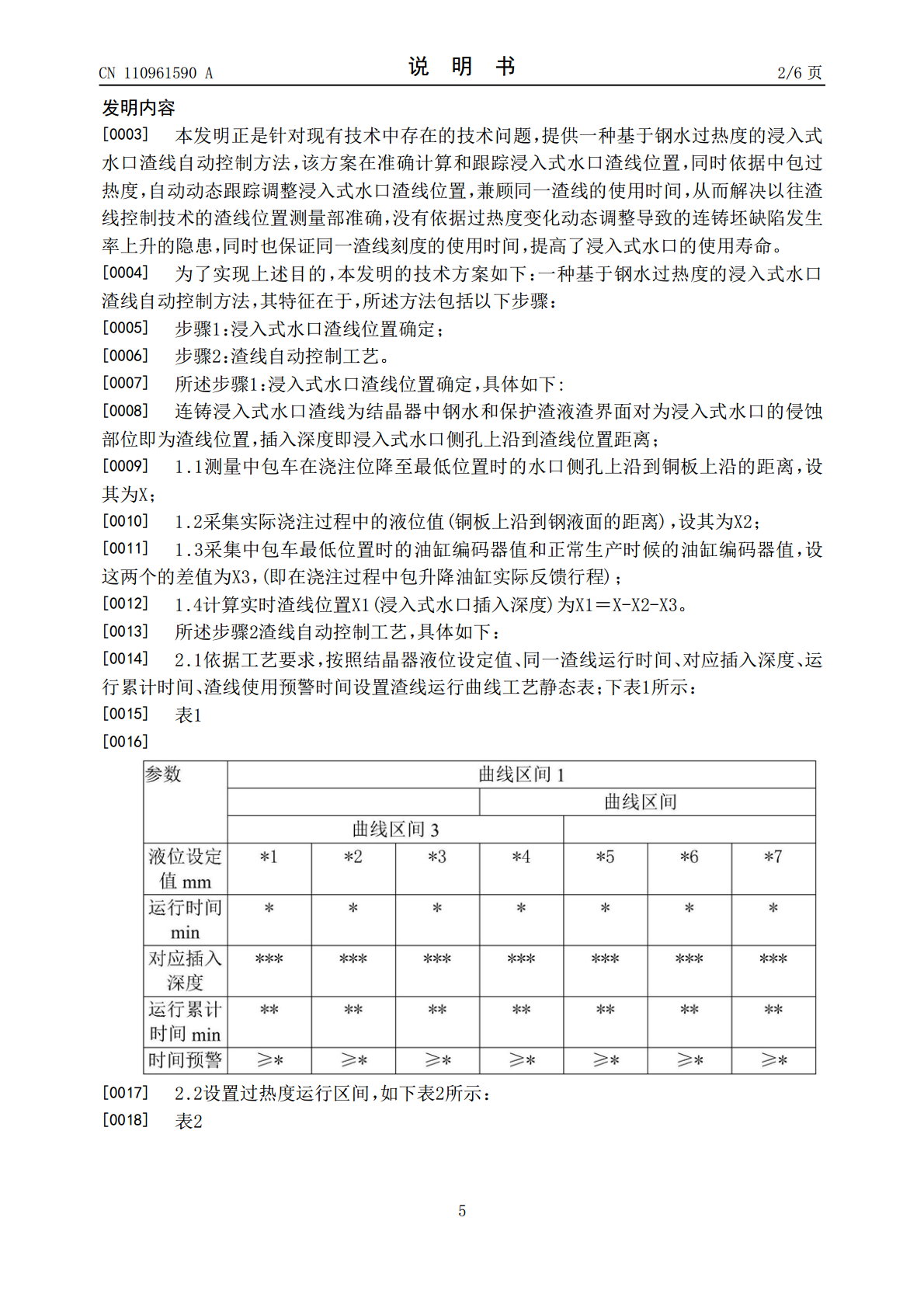
一种基于钢水过热度的浸入式水口渣线自动控制方法.pdf
本发明涉及一种基于钢水过热度的浸入式水口渣线自动控制方法,其特征在于,所述方法包括以下步骤:步骤1:浸入式水口渣线位置确定;步骤2:渣线自动控制工艺。该方案在准确计算和跟踪浸入式水口渣线位置,同时依据中包过热度,自动动态跟踪调整浸入式水口渣线位置,兼顾同一渣线的使用时间,从而解决以往渣线控制技术的渣线位置测量部准确,没有依据过热度变化动态调整导致的连铸坯缺陷发生率上升的隐患,同时也保证同一渣线刻度的使用时间,提高了浸入式水口的使用寿命。
一种浸入式水口渣线调整方法.pdf
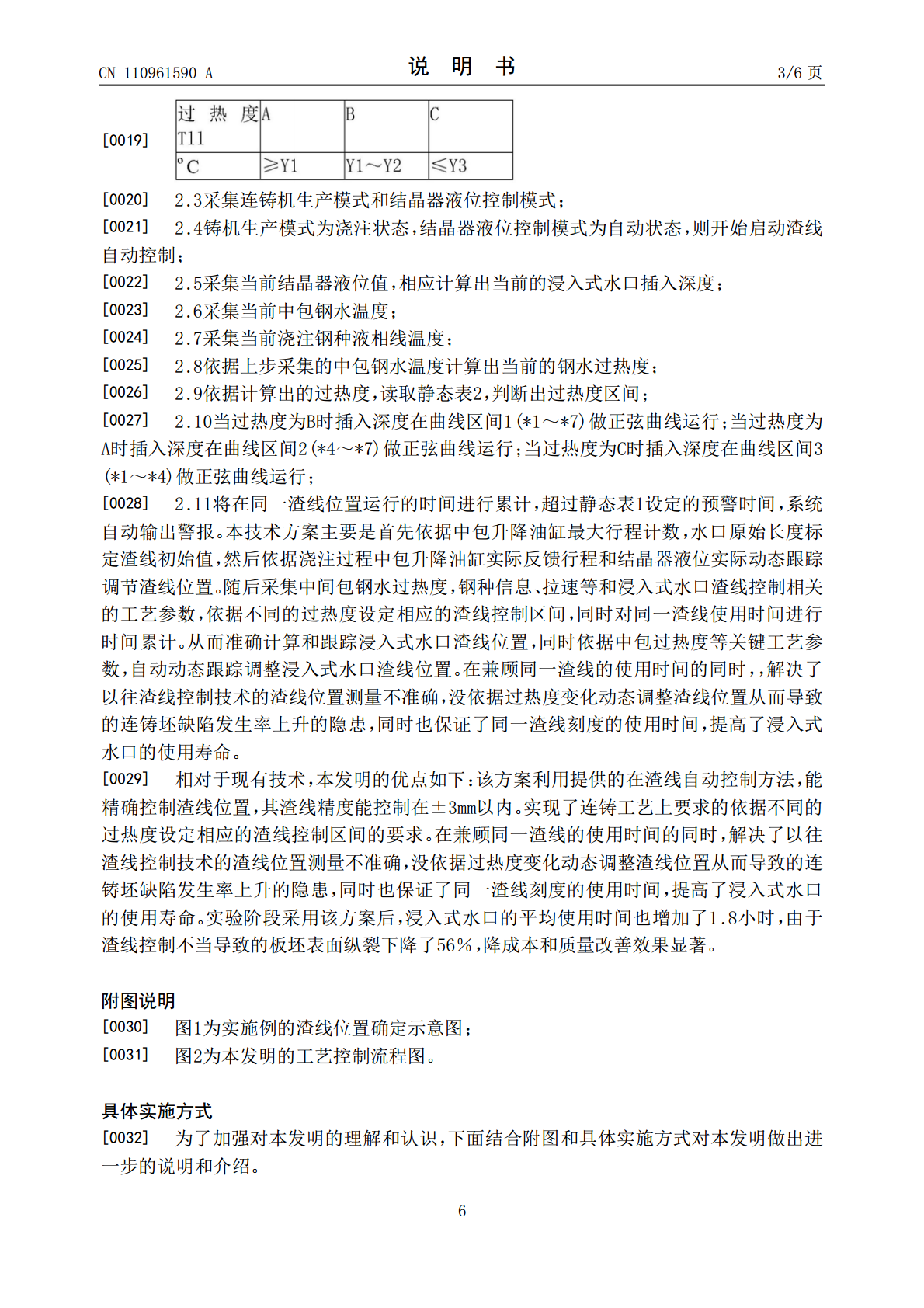
本发明公开了一种浸入式水口渣线调整方法,包括:新中包开浇或更换完浸入式水口后,将结晶器的液位设定在预设液位,预设液位在液位对应的可调整范围的中线上下浮动预设值的范围内,且浸入式水口的浸入深度设定在初始深度;从第二炉开始每隔预设炉数将浸入式水口的浸入深度向上或向下调整第一预设高度,当浸入式水口的浸入深度达到该方向对应的极值后,每隔预设炉数将浸入式水口的浸入深度反向调整第二预设高度。应用本发明提供的浸入式水口渣线调整方法,由于结晶器内流场稳定性优异,可抵消非稳态浇铸带来的保护渣不能正常流入,进而能够避免漏钢。
一种基于液位自动控制的在线自动更换浸入式水口方法.pdf
本发明涉及一种基于液位自动控制的在线自动更换浸入式水口方法,所述方法包括以下步骤:步骤1)自动更换浸入式水口工艺条件确认步骤2)自动更换浸入式水口工艺;步骤3)结晶器液面补偿工艺;步骤4)拉速自动控制和液位自动控制工艺;步骤5)自动更换浸入式水口流程结束。该工艺技术方案主要通过自动识别和判断水口更换条件,关联钢流控制机构自动执行更换水口操作,随后通过液位的识别和判读来实现换水口后的结晶器液位自动控制,从而消除了换水口造成的机构渗钢,液位不平稳造成的连铸坯夹渣等缺陷隐患,实现真正意义上的在线自动更换浸入式水
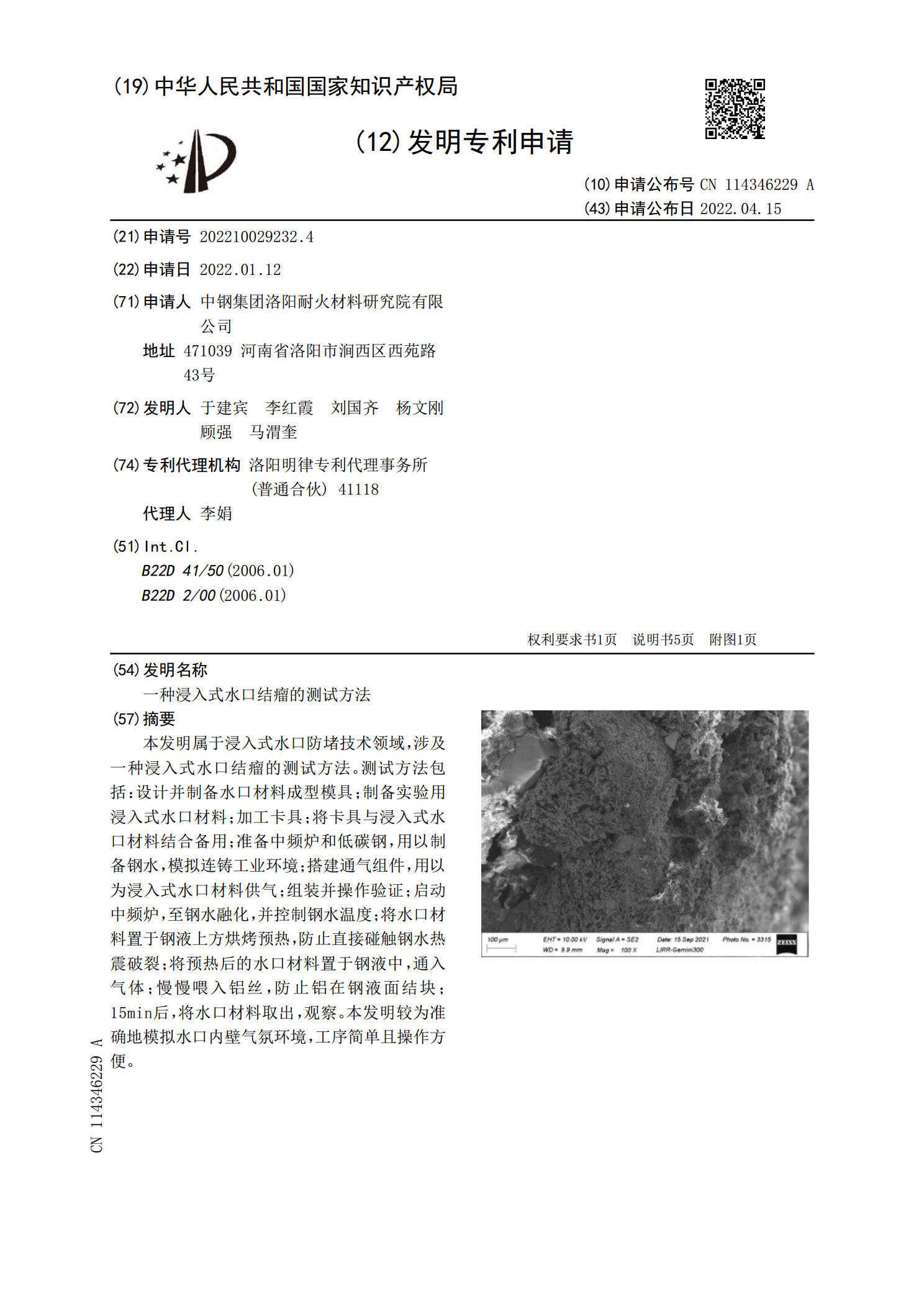
一种浸入式水口结瘤的测试方法.pdf
本发明属于浸入式水口防堵技术领域,涉及一种浸入式水口结瘤的测试方法。测试方法包括:设计并制备水口材料成型模具;制备实验用浸入式水口材料;加工卡具;将卡具与浸入式水口材料结合备用;准备中频炉和低碳钢,用以制备钢水,模拟连铸工业环境;搭建通气组件,用以为浸入式水口材料供气;组装并操作验证;启动中频炉,至钢水融化,并控制钢水温度;将水口材料置于钢液上方烘烤预热,防止直接碰触钢水热震破裂;将预热后的水口材料置于钢液中,通入气体;慢慢喂入铝丝,防止铝在钢液面结块;15min后,将水口材料取出,观察。本发明较为准确地
一种连铸浸入式水口的制备方法.pdf
本发明公开了一种连铸浸入式水口的制备方法,所述制备方法为:1)将鳞片石墨8-10份、碳化硅4-6份,硅微粉3-5份,熔融石英6-8份,电熔锆莫来石20-22份,白刚玉32-34份混合5-10分钟;2)在步骤1)的混合物中加入酚醛树脂5-7份,再混合5-10分钟;3)将步骤2)混合好的材料用高速造粒机造粒,造粒料经流动烘干床烘干、使挥发份满足成型要求;4)将造粒料用冷等静压机在155-165MPa下成型,成型产品在梭式窑炉中,在还原气氛下,在1220-1260℃下烧制。5)采用立式仿型车床加工,经加工后的产