
一种蜂窝陶瓷颗粒过滤器及其制备方法.pdf

Ch****49

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种蜂窝陶瓷颗粒过滤器及其制备方法.pdf
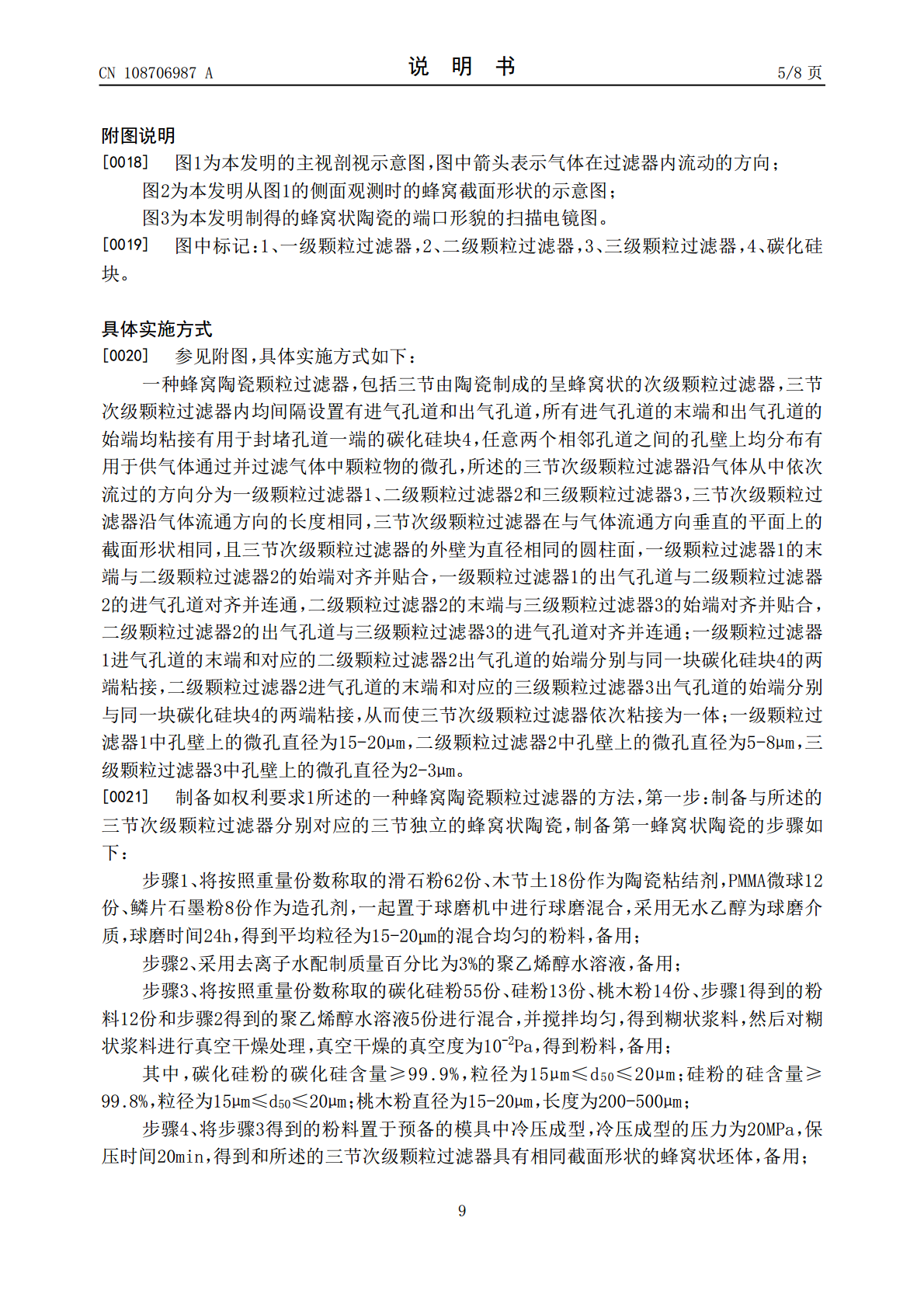
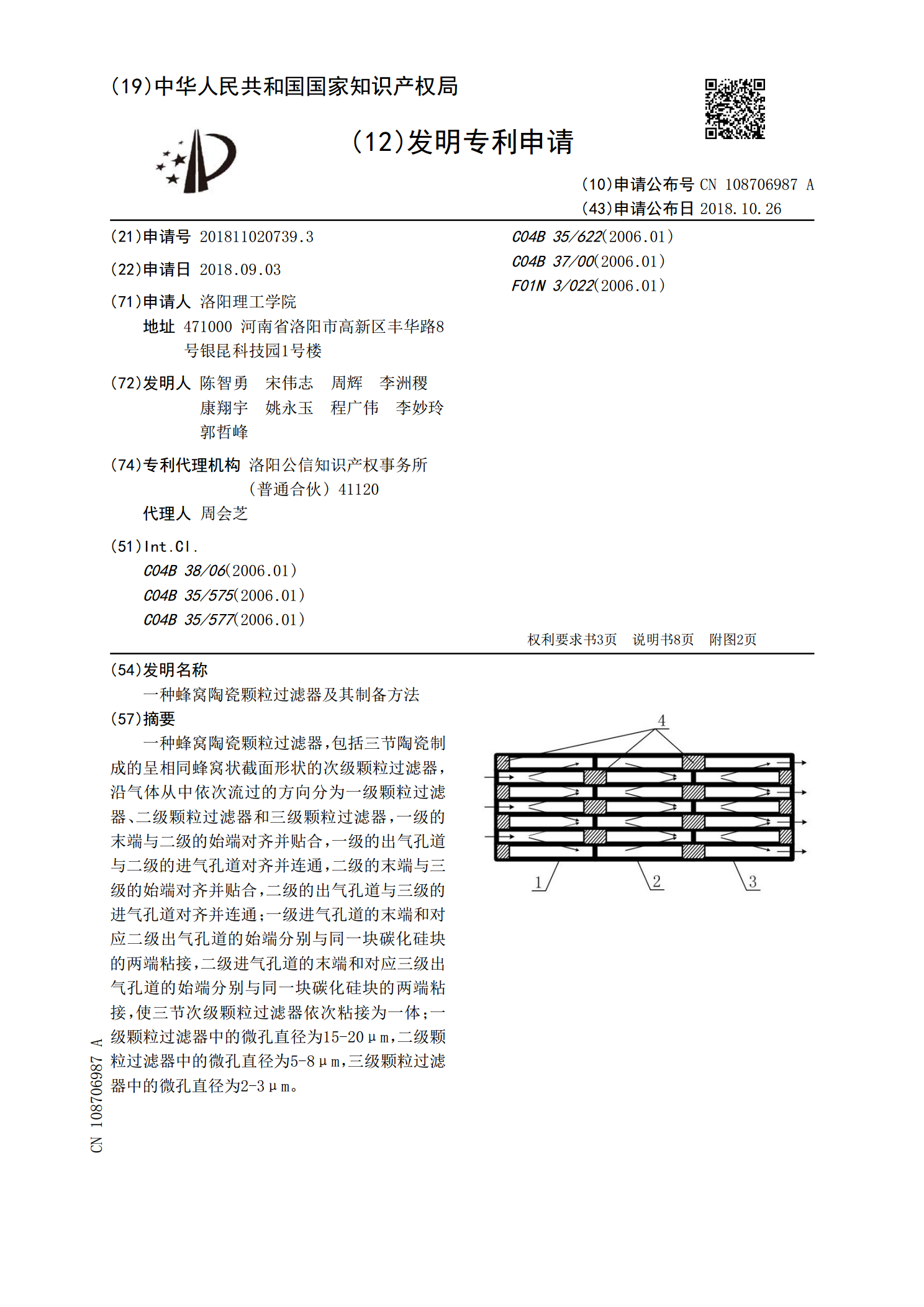
一种蜂窝陶瓷颗粒过滤器,包括三节陶瓷制成的呈相同蜂窝状截面形状的次级颗粒过滤器,沿气体从中依次流过的方向分为一级颗粒过滤器、二级颗粒过滤器和三级颗粒过滤器,一级的末端与二级的始端对齐并贴合,一级的出气孔道与二级的进气孔道对齐并连通,二级的末端与三级的始端对齐并贴合,二级的出气孔道与三级的进气孔道对齐并连通;一级进气孔道的末端和对应二级出气孔道的始端分别与同一块碳化硅块的两端粘接,二级进气孔道的末端和对应三级出气孔道的始端分别与同一块碳化硅块的两端粘接,使三节次级颗粒过滤器依次粘接为一体;一级颗粒过滤器中的
一种半通式蜂窝陶瓷颗粒物过滤器及其制备方法.pdf
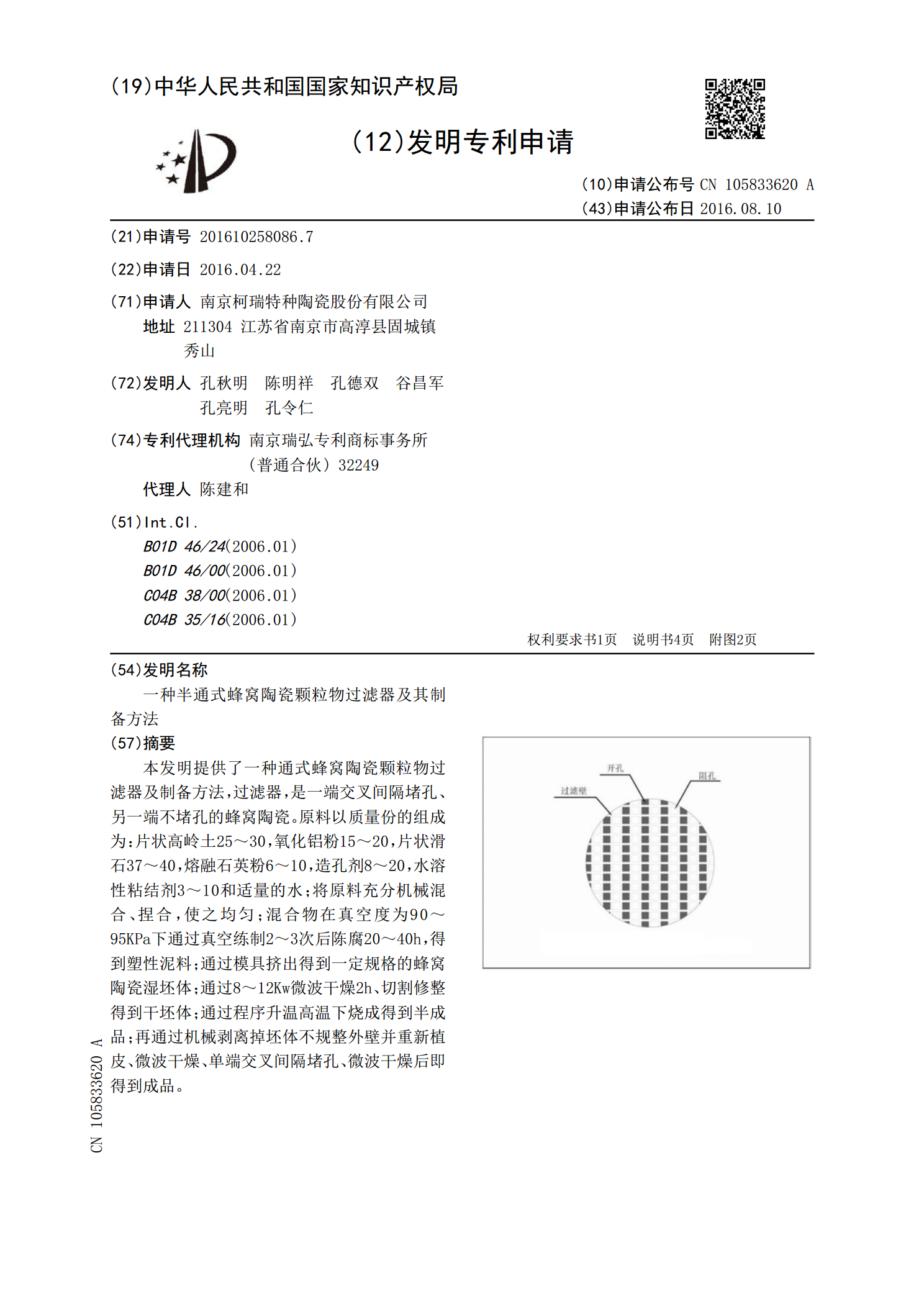
本发明提供了一种通式蜂窝陶瓷颗粒物过滤器及制备方法,过滤器,是一端交叉间隔堵孔、另一端不堵孔的蜂窝陶瓷。原料以质量份的组成为:片状高岭土25~30,氧化铝粉15~20,片状滑石37~40,熔融石英粉6~10,造孔剂8~20,水溶性粘结剂3~10和适量的水;将原料充分机械混合、捏合,使之均匀;混合物在真空度为90~95KPa下通过真空练制2~3次后陈腐20~40h,得到塑性泥料;通过模具挤出得到一定规格的蜂窝陶瓷湿坯体;通过8~12Kw微波干燥2h、切割修整得到干坯体;通过程序升温高温下烧成得到半成品;再通
一种蜂窝陶瓷过滤器及其制备方法.pdf
本发明公开了一种蜂窝陶瓷过滤器及其制备方法,属于无机非金属领域。所述蜂窝陶瓷过滤器,是将由莫来石、高岭土、超细二氧化硅、氧化铝、硅酸锆根据比例混合制成的陶瓷粉末和由胶水、甘油、水合纤维素组成的辅料混合而成的塑性泥料经过球磨、混料、粗练、陈腐、真空练泥、挤压成型,干燥切割后经烧结后获得的。本发明的蜂窝陶瓷过滤器高温强度好、热震稳定性好。具有成本低、操作简单,适应于工业化生产的特点。
一种蜂窝陶瓷过滤器载体及其制备方法.pdf
一种蜂窝陶瓷过滤器载体及其制备方法,本发明涉及蜂窝陶瓷技术领域;它由前驱体粉末和助剂组成,其中前驱体粉末与助剂的重量配比为85~90:10~15;其中,所述的前驱体粉末由如下重量份成分组成:碳化硅粗粉A40~70份、碳化硅微粉B15~30份、高岭土3~5份、活性ɑ‑氧化铝微粉3~10份、硅微粉1~5份、石墨1~3份、造孔剂5~15份;所述的助剂由如下重量份成分组成:羟丙基甲基纤维素2~8份、硬脂酸盐1~4份、甘油2~6份、纳米铝溶胶液体5~15份、纯水25~30份。利用莫来石优越的热稳定性和碳化硅的导热
一种全颗粒陶瓷粘结过滤器及其制备方法.pdf
本发明涉及一种全颗粒陶瓷粘结过滤器及其制备方法,属于泡沫和颗粒陶瓷过滤器领域。该过滤器是由以下原料制备而成:大颗粒碳化硅、粘结剂和溶剂。本发明以大颗粒SiC为基体,添加不同体积分数的黏土和赤泥作为新的全颗粒陶瓷粘结过滤器材料体系,突破了传统泡沫陶瓷材料体系。本发明利用黏土和赤泥作为添加剂,而且利用水基凝胶注模成型工艺,制备工艺简单,节约能源,成本低,制备过程绿色环保无污染。本发明利用马弗炉低温共烧结技术,在高温有氧条件下制备全颗粒陶瓷粘结过滤器,制备的全颗粒陶瓷粘结过滤器具有更高的使用温度,过滤效果好,而