
连续退火生产线生产弱氧化退火板的方法.pdf

和裕****az

1/5
2/5

3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
连续退火生产线生产弱氧化退火板的方法.pdf
一种连续退火生产线生产弱氧化退火板的方法,属冶金板材生产技术领域,用于解决在连续退火生产线上生产氧化层均匀、产品质量稳定的弱氧化退火板问题。技术方案是工艺过程包括预热、加热、均热、喷冷氧化等步骤,所述喷冷氧化步骤在退火炉的冷却段完成,带钢进冷却段的板温为700±20℃,其中冷却段首部喷冷风机喷吹氮气,冷却段中部喷冷风机喷吹氮气和压缩空气的混合气体,冷却段尾部喷冷风机喷吹氮气,带钢在进入中部喷冷风机的板温在600℃-650℃之间。本发明方法拓宽了现有连续退火生产线的产品结构,有利于提高企业市场竞争力,在满足
钛板连续退火生产线上的薄钛板取钢机及其工作方法.pdf
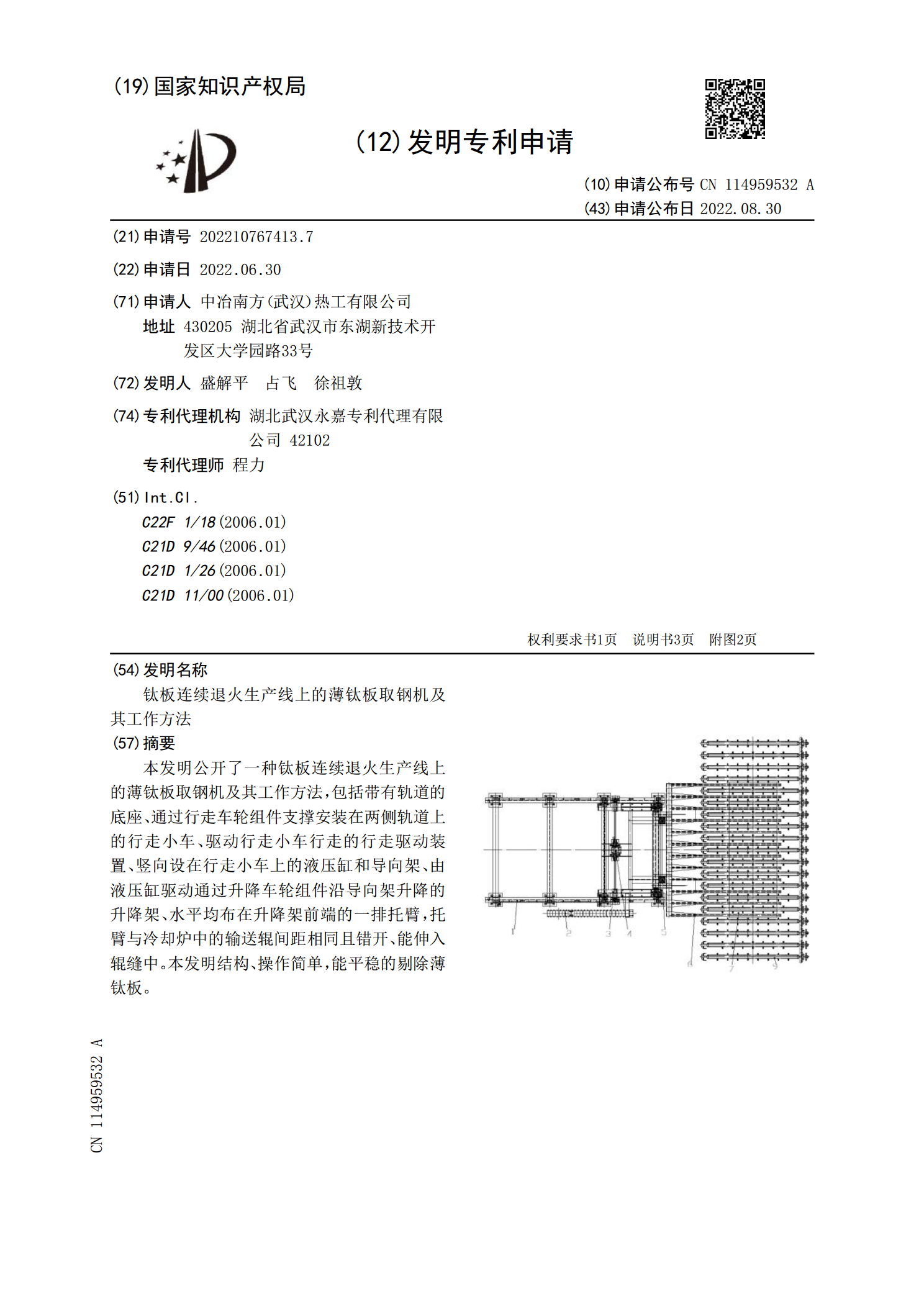
本发明公开了一种钛板连续退火生产线上的薄钛板取钢机及其工作方法,包括带有轨道的底座、通过行走车轮组件支撑安装在两侧轨道上的行走小车、驱动行走小车行走的行走驱动装置、竖向设在行走小车上的液压缸和导向架、由液压缸驱动通过升降车轮组件沿导向架升降的升降架、水平均布在升降架前端的一排托臂,托臂与冷却炉中的输送辊间距相同且错开、能伸入辊缝中。本发明结构、操作简单,能平稳的剔除薄钛板。
钢带的连续退火炉及连续退火方法.pdf
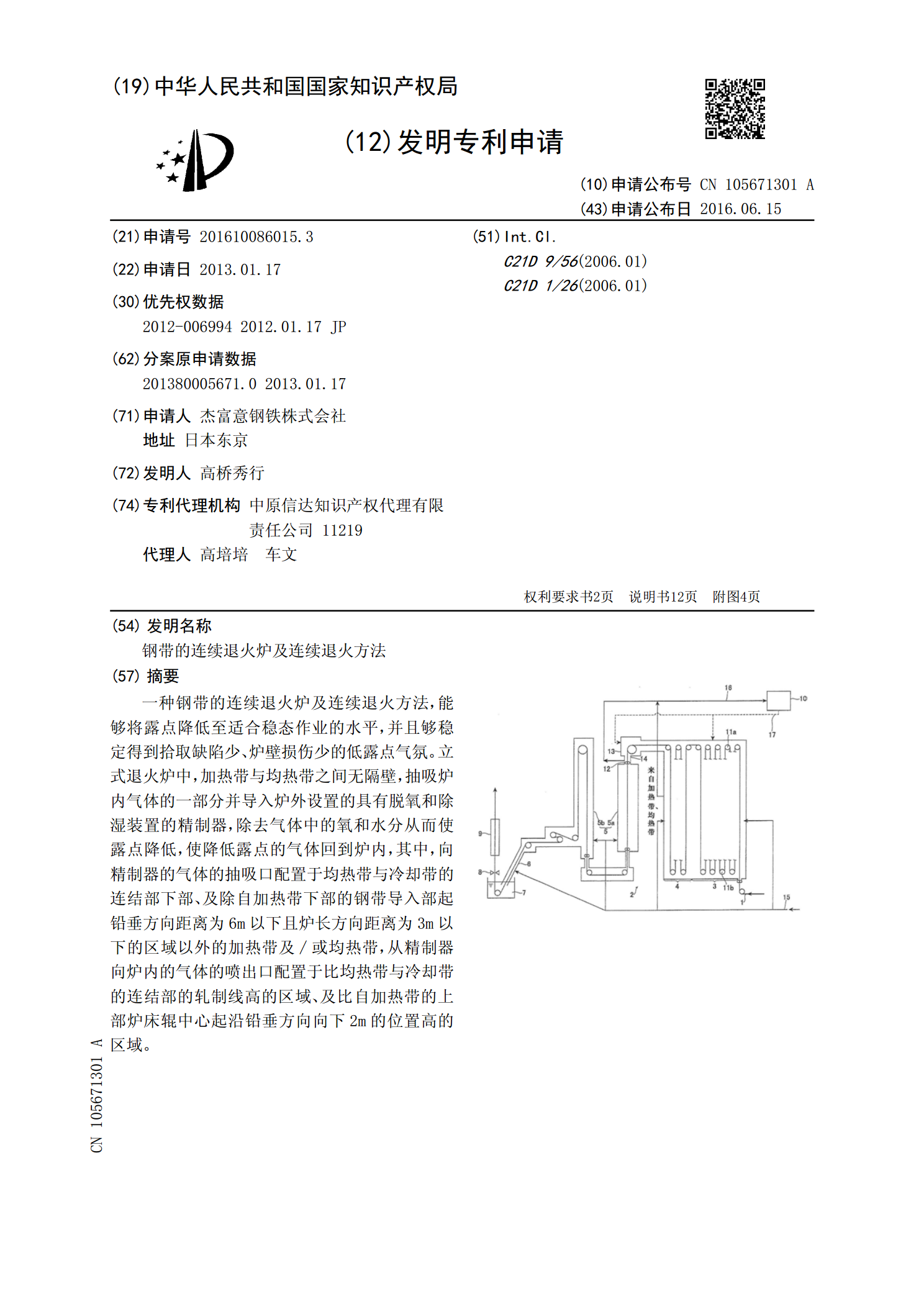
一种钢带的连续退火炉及连续退火方法,能够将露点降低至适合稳态作业的水平,并且够稳定得到拾取缺陷少、炉壁损伤少的低露点气氛。立式退火炉中,加热带与均热带之间无隔壁,抽吸炉内气体的一部分并导入炉外设置的具有脱氧和除湿装置的精制器,除去气体中的氧和水分从而使露点降低,使降低露点的气体回到炉内,其中,向精制器的气体的抽吸口配置于均热带与冷却带的连结部下部、及除自加热带下部的钢带导入部起铅垂方向距离为6m以下且炉长方向距离为3m以下的区域以外的加热带及/或均热带,从精制器向炉内的气体的喷出口配置于比均热带与冷却带的
钢带的连续退火炉及连续退火方法.pdf
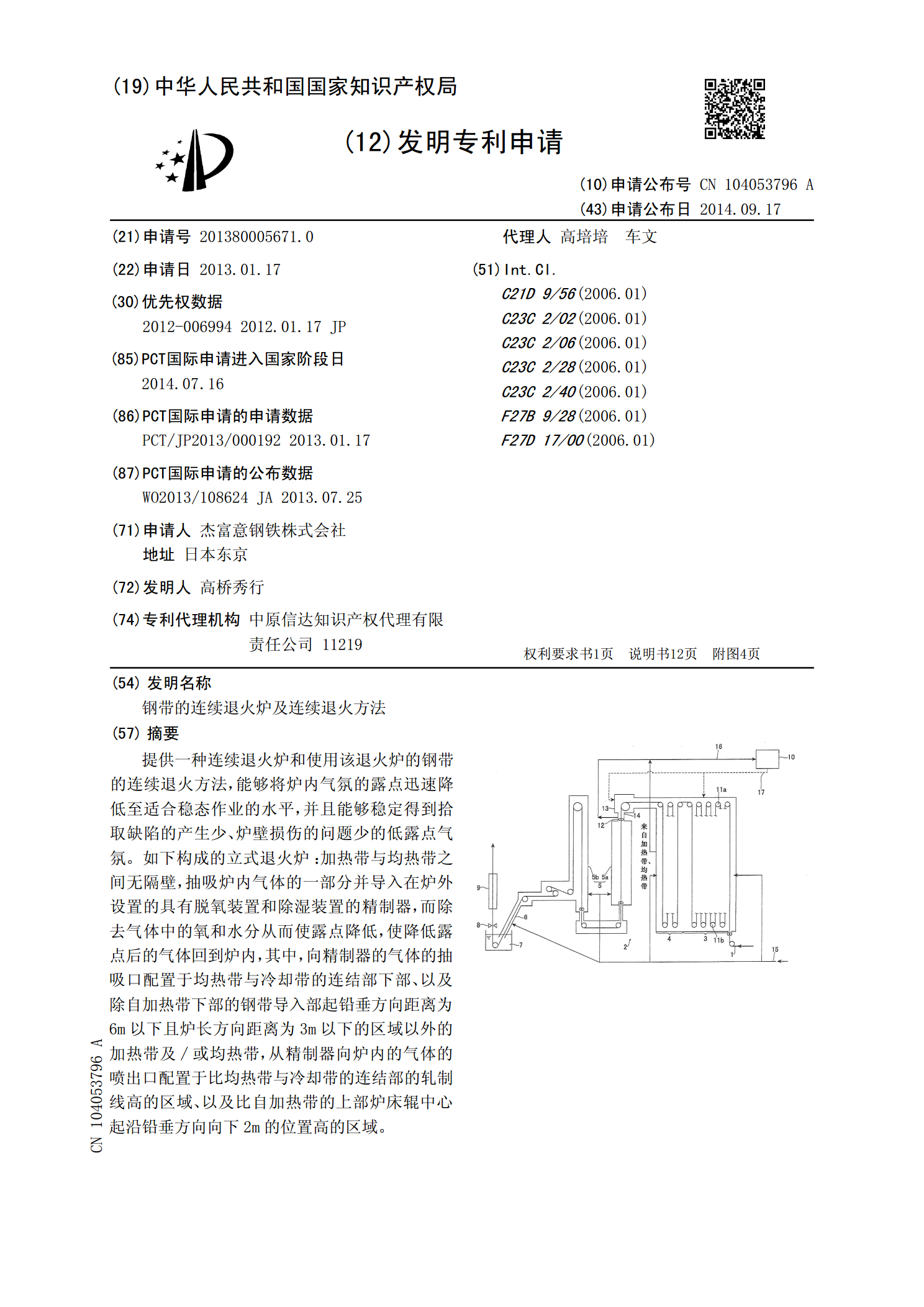
提供一种连续退火炉和使用该退火炉的钢带的连续退火方法,能够将炉内气氛的露点迅速降低至适合稳态作业的水平,并且能够稳定得到拾取缺陷的产生少、炉壁损伤的问题少的低露点气氛。如下构成的立式退火炉:加热带与均热带之间无隔壁,抽吸炉内气体的一部分并导入在炉外设置的具有脱氧装置和除湿装置的精制器,而除去气体中的氧和水分从而使露点降低,使降低露点后的气体回到炉内,其中,向精制器的气体的抽吸口配置于均热带与冷却带的连结部下部、以及除自加热带下部的钢带导入部起铅垂方向距离为6m以下且炉长方向距离为3m以下的区域以外的加热带

日本钢管公司连续退火生产线的开发.pdf
1羊99I12年卷羊1I胄期国外金属热处理·,121埘l991日本钢管公司连续退火生产线的开发马鞍山{lR铁最计研究院供先林译江西大学朱景环梗自50年代中期以来.连续退火生产线钟).因为在罐头生产中需要较硬的回火。(CAL)已用封专门生产镀锌钢板的带然而用于冲压成形的钢材必须退火到较软锢进行退火。这种带钢适合于在连续退火的状态。自70年代韧以来,已经开发了许生产线上进行短对问的退火(2~4分多退火生产线,它们结合快谇系统.在退图1(略)示出的是在Vacuum·所有工作顺序及工艺控制所需的、Intcrrup