
薄带连铸用侧封板及制造方法.pdf

春波****公主

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
薄带连铸用侧封板及制造方法.pdf
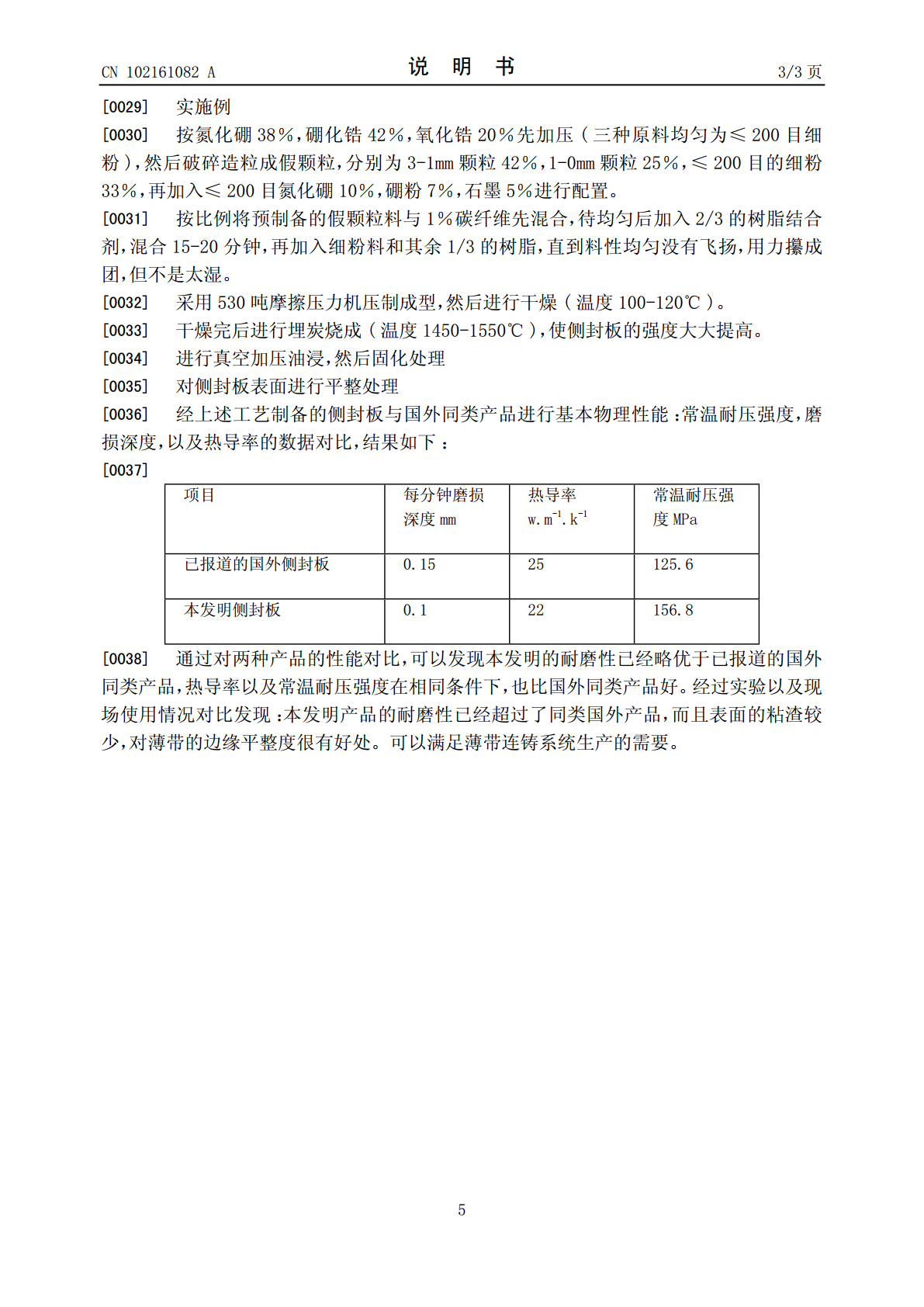
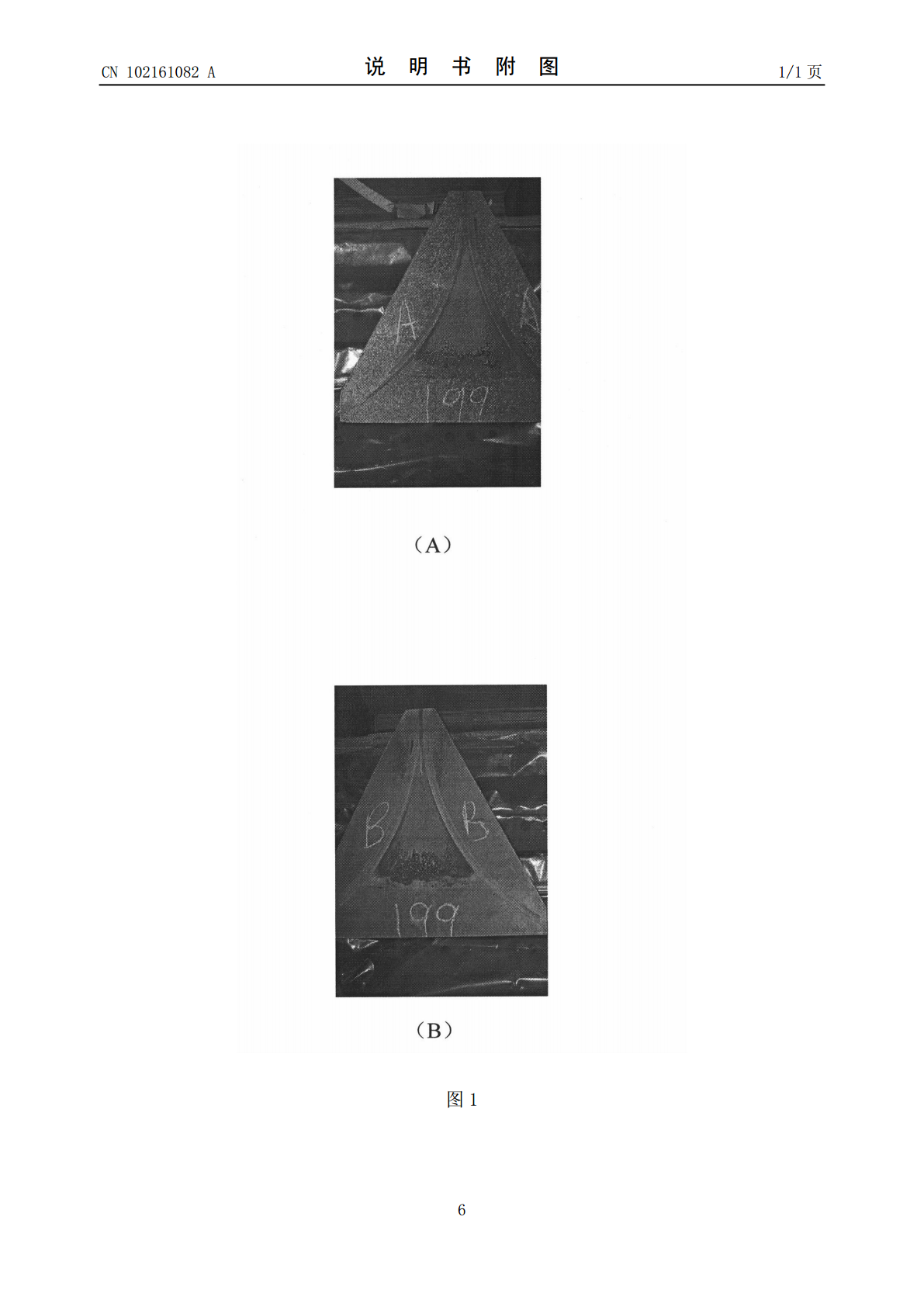
本发明涉及一种薄带连铸系统上用的侧封板,其特征在于所述的侧封板质量百分数组成为:氮化硼10-50%,硼化锆5-35%,氧化锆5-25%,硼粉1-15%,石墨1-10%,碳纤维0.1-5%。本发明在普通定型耐火材料工艺中先采用造假颗粒然后高温烧结和油浸等工艺,使得制品的气孔率和密度得到明显的改善,在高温烧结时形成碳化硼这种极硬的物质,从而使强度得到进一步提高。
一种薄带连铸用复合侧封板及侧封装置.pdf
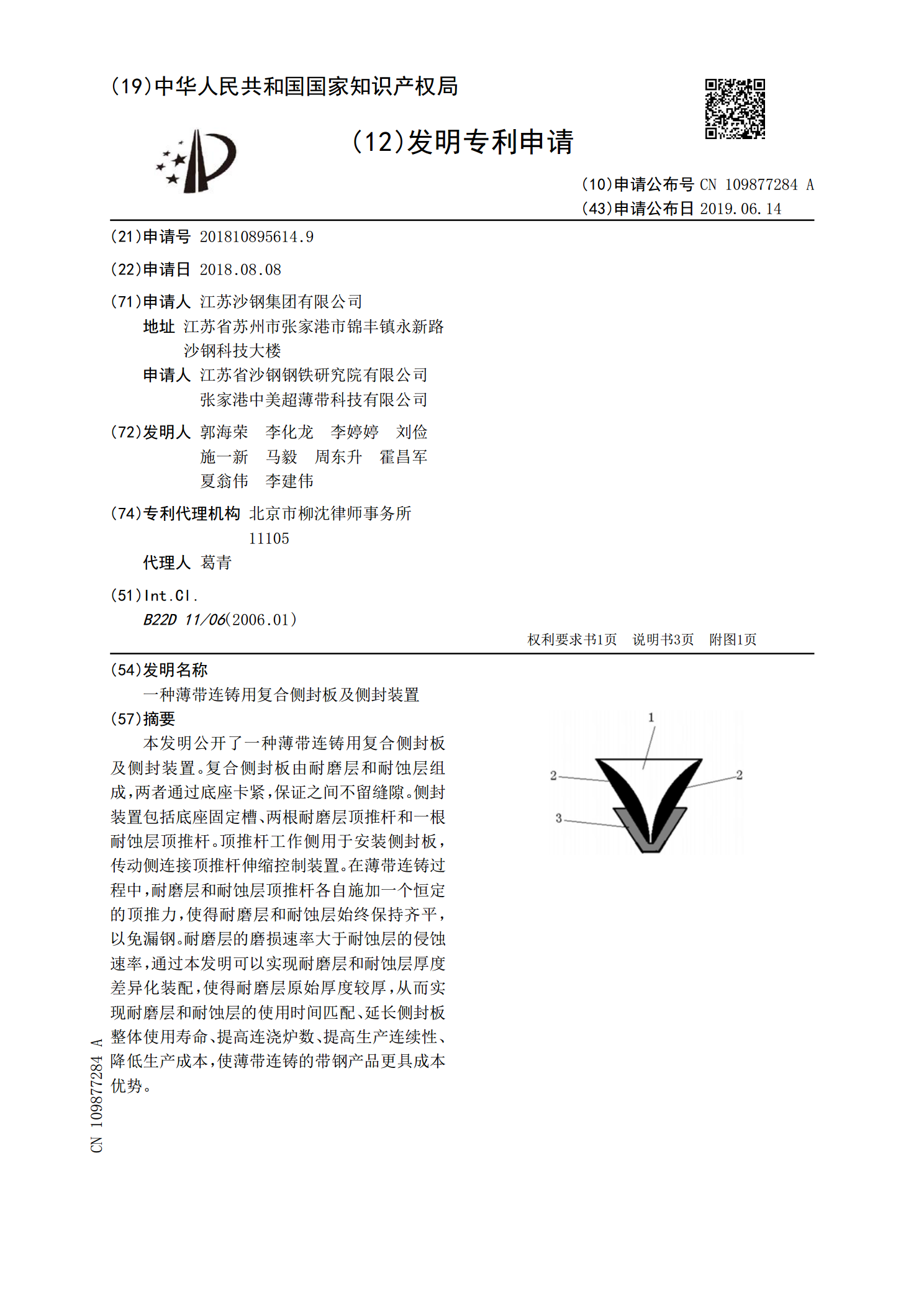
本发明公开了一种薄带连铸用复合侧封板及侧封装置。复合侧封板由耐磨层和耐蚀层组成,两者通过底座卡紧,保证之间不留缝隙。侧封装置包括底座固定槽、两根耐磨层顶推杆和一根耐蚀层顶推杆。顶推杆工作侧用于安装侧封板,传动侧连接顶推杆伸缩控制装置。在薄带连铸过程中,耐磨层和耐蚀层顶推杆各自施加一个恒定的顶推力,使得耐磨层和耐蚀层始终保持齐平,以免漏钢。耐磨层的磨损速率大于耐蚀层的侵蚀速率,通过本发明可以实现耐磨层和耐蚀层厚度差异化装配,使得耐磨层原始厚度较厚,从而实现耐磨层和耐蚀层的使用时间匹配、延长侧封板整体使用寿命

薄带连铸用氮化硼复相陶瓷侧封板及其制备方法.pdf
薄带连铸用氮化硼复相陶瓷侧封板及其制备方法,它涉及一种陶瓷侧封板及其制备方法。本发明为了解决低熔点相的残留影响氮化硼复相陶瓷侧封板的高温服役性能的技术问题。薄带连铸用氮化硼复相陶瓷侧封板由氮化硼、电熔氧化锆、碳化硅、含硼化合物和碱土金属氧化物组成;方法:一、称取原料;二、分散,干燥,过筛,得到混合均匀的复合粉末;三、将复合粉末放入模具中,进行两段式热压烧结,即得。所制备的薄带连铸用氮化硼复相陶瓷侧封板的致密度可达到97%以上,其抗弯强度值可达到250~350MPa,高温力学性能测试中没有出现明显的软化现象

一种薄带连铸用侧封板的连续更换装置及方法.pdf
本发明公开了一种薄带连铸用侧封板连续更换装置。顶推杆一侧用于安装侧封板,另一侧连接一个旋转器并处于旋转器上的沟槽内,旋转器的直径上留有一直处于竖直状态的沟槽以用于上下移动顶推杆,并在圆心处配置顶推杆锁紧装置。在薄带连铸过程中,其中一根顶推杆传动侧被锁紧,工作侧安装侧封板,另一根顶推杆则处于空置状态。当前述侧封板需要更换时,空置的顶推杆安装好侧封板并沿沟槽向上移动,继而两根顶推杆一起向上移动至下方顶推杆被锁紧,然后旋转器旋转以将上方顶推杆转到下方,则可取下被磨损的侧封板进入待命状态。本发明可以实现在线连续更
一种薄带连铸结晶辊用铜套及其制造方法.pdf
本发明公开了一种薄带连铸结晶辊用铜套,其组分按重量百分比为:铍含量0.03~0.18%,锰含量0.4~2%,锆含量0.02~0.6%,其余为铜。该方法包括如下步骤:步骤A、在真空熔炼炉内先将铜、锰及铍铜合金熔化,再加入锆,浇注成合金锭;步骤B、将由步骤A制得的合金锭依次采用热锻、固溶、冷锻及经过时效处理工序制备成铜套粗坯;步骤C、将由步骤B制得的铜套粗坯进行机加工得到结晶辊用铜套成品。本发明的铜套,为一种具有高导电率、高耐高温强度和高硬度的合金材料。其制造方法能有效的细化晶粒、显微组织,以及形成高度弥散的