
一种医用马氏体不锈钢材料及其制备方法.pdf

猫巷****傲柏

1/7
2/7
3/7
4/7
5/7
6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种医用马氏体不锈钢材料及其制备方法.pdf
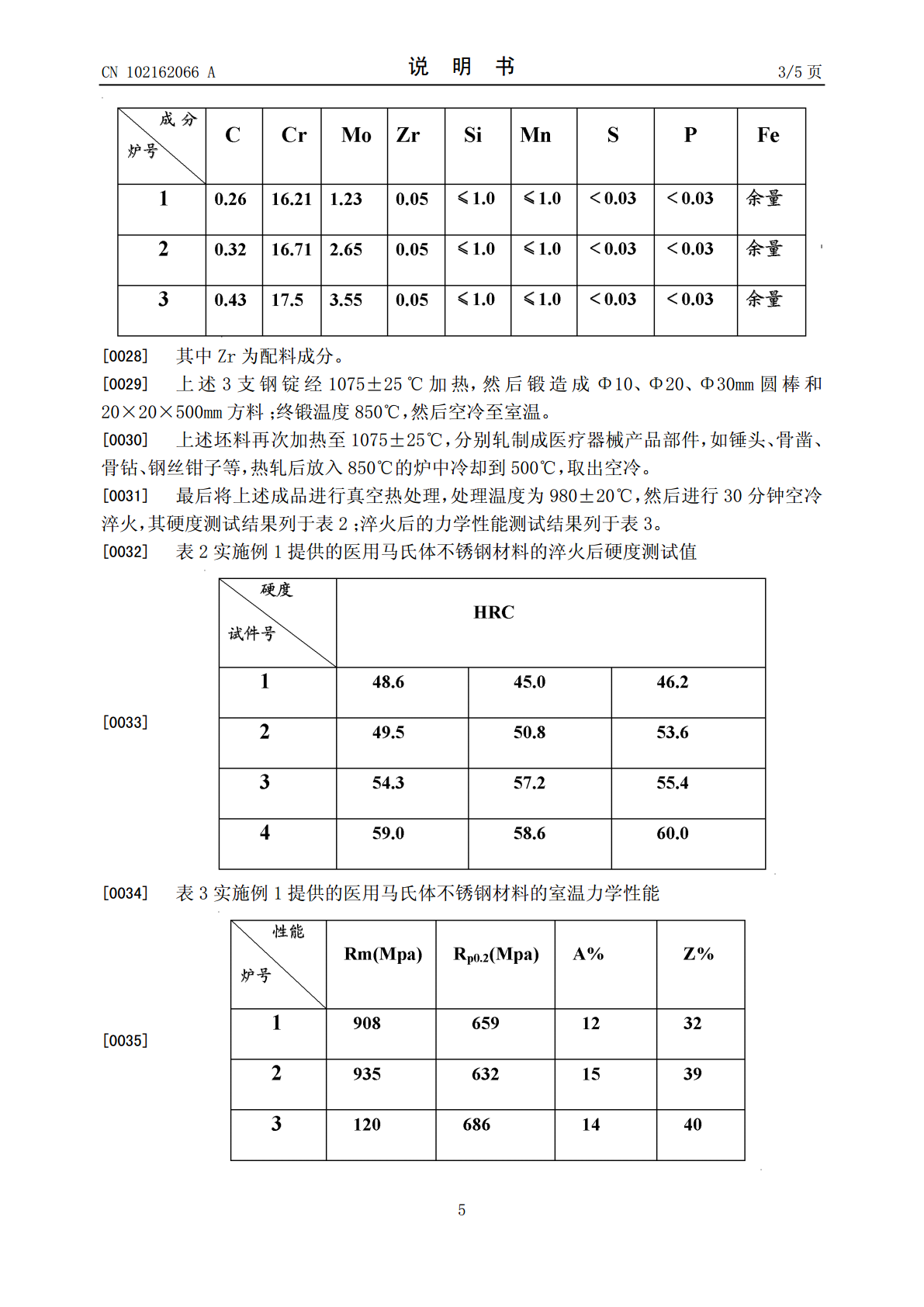
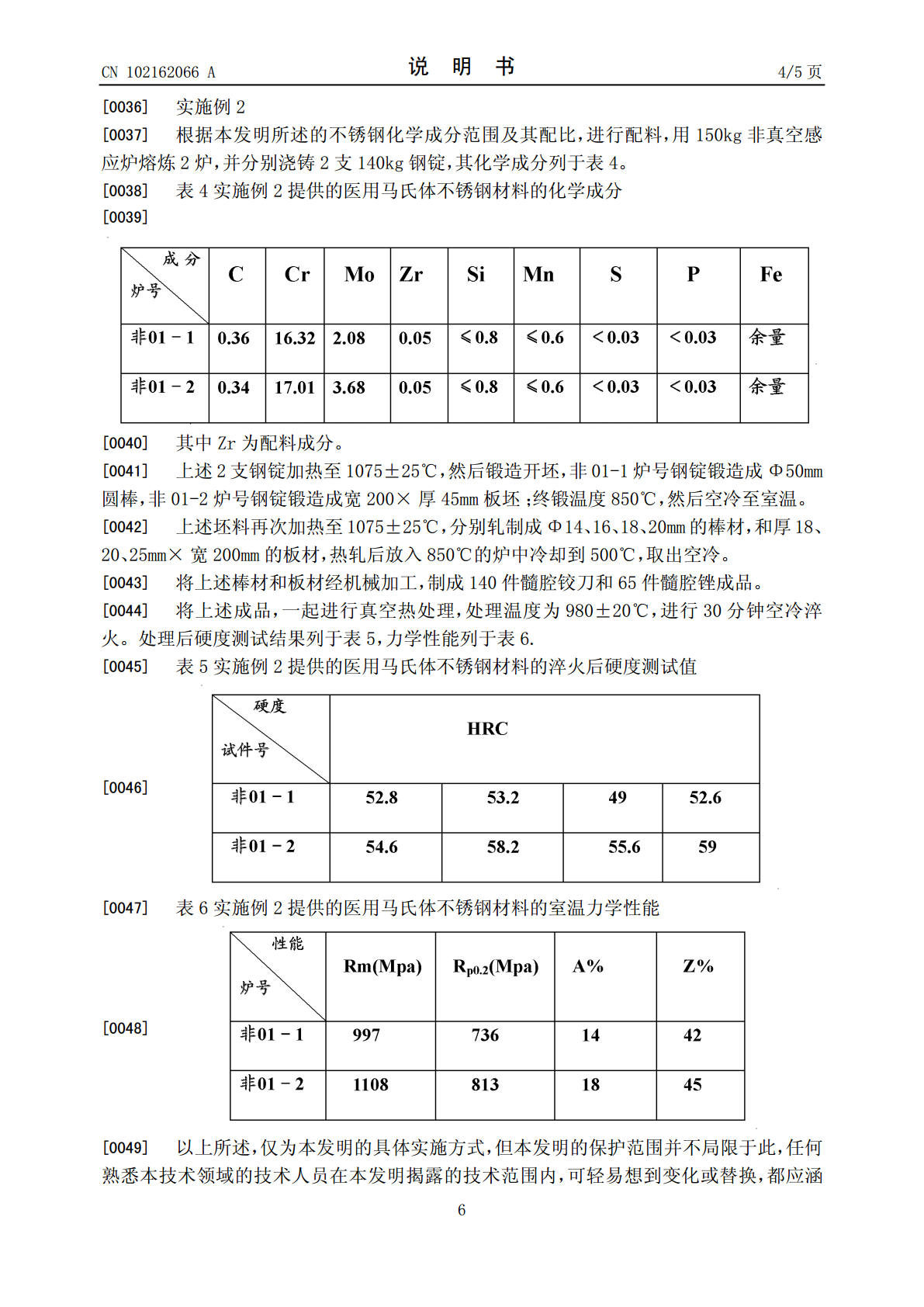
本发明公开一种医用马氏体不锈钢材料及其制备方法,按重量百分比其化学成分组成为:碳C?0.2~0.4%,铬Cr?15~18%,钼Mo?1.5~4%,锆Zr≤0.05%,硅Si≤1.0%,锰Mn≤1.0%,硫S<0.03%,磷P<0.03%,余量为铁Fe;其制备方法,包括如下步骤:(1)按所述的化学成分及其重量百分比范围,进行熔炼、浇铸钢锭;(2)将钢锭加热至1050~1100℃,进行锻造开坯或锻造锻件;(3)将钢坯再加热至1050~1100℃,进行轧制,然后炉冷至500℃,空冷退火处理;(4)经机械加工,制
一种超级马氏体不锈钢及其制备方法.pdf
一种超级马氏体不锈钢及其制备方法,属于钢铁材料领域。本发明的超级马氏体不锈钢,其化学组成按质量百分比为C:0~0.03%,N:0~0.03%,S炉熔炼出满足上述化学成分范围要求铸坯,经1200℃热锻,1100℃~1200℃热轧,再1050℃~1100℃固溶处理0.5~1h后进行空冷正火处理,最后在550℃~700℃回火2~4h,油冷至室温。本发明具有高强高韧、良好耐局部腐蚀性能。
一种阀体用马氏体不锈钢及其制备方法.pdf
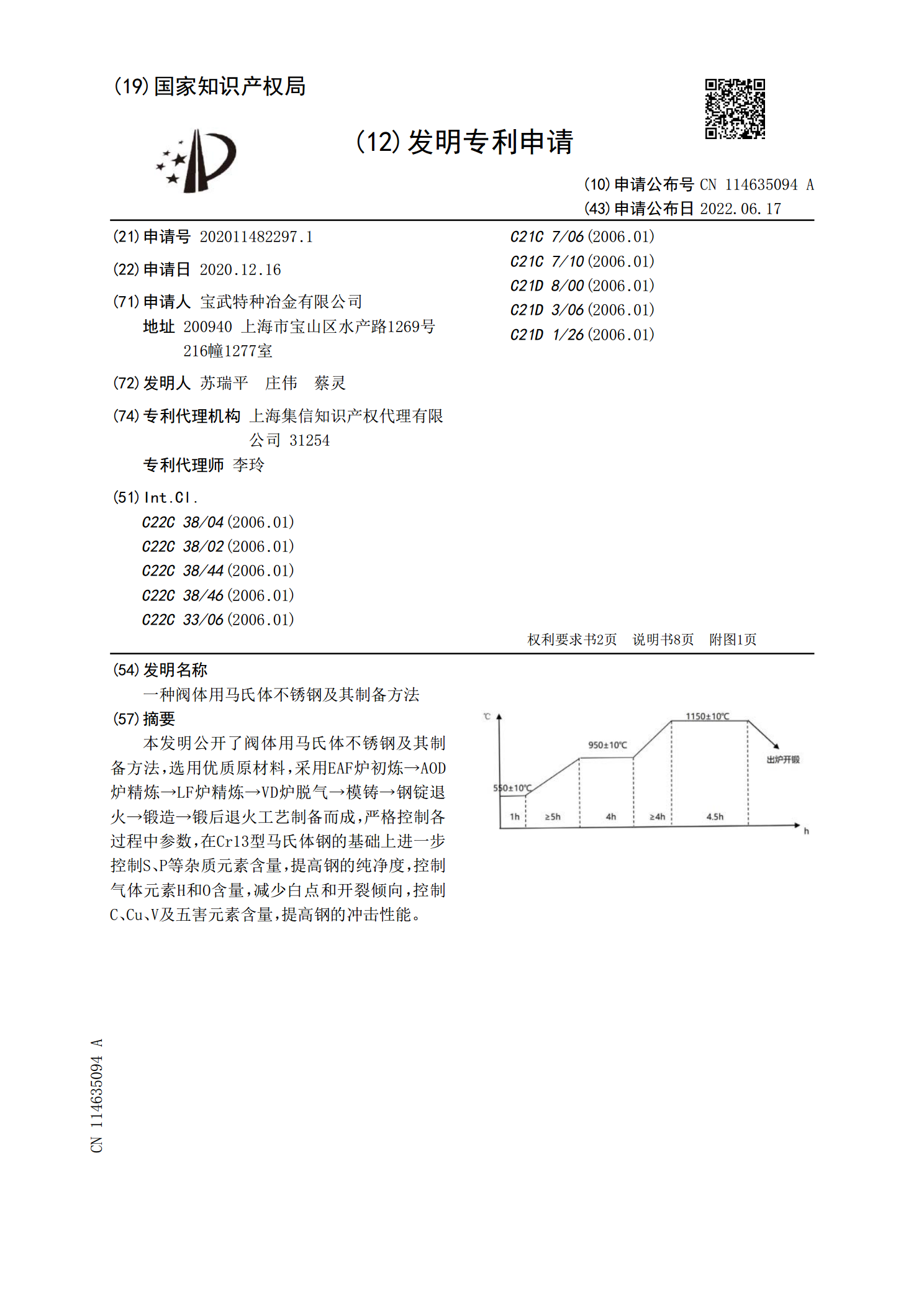
本发明公开了阀体用马氏体不锈钢及其制备方法,选用优质原材料,采用EAF炉初炼→AOD炉精炼→LF炉精炼→VD炉脱气→模铸→钢锭退火→锻造→锻后退火工艺制备而成,严格控制各过程中参数,在Cr13型马氏体钢的基础上进一步控制S、P等杂质元素含量,提高钢的纯净度,控制气体元素H和O含量,减少白点和开裂倾向,控制C、Cu、V及五害元素含量,提高钢的冲击性能。
一种超低碳高性能马氏体时效不锈钢及其制备方法.pdf
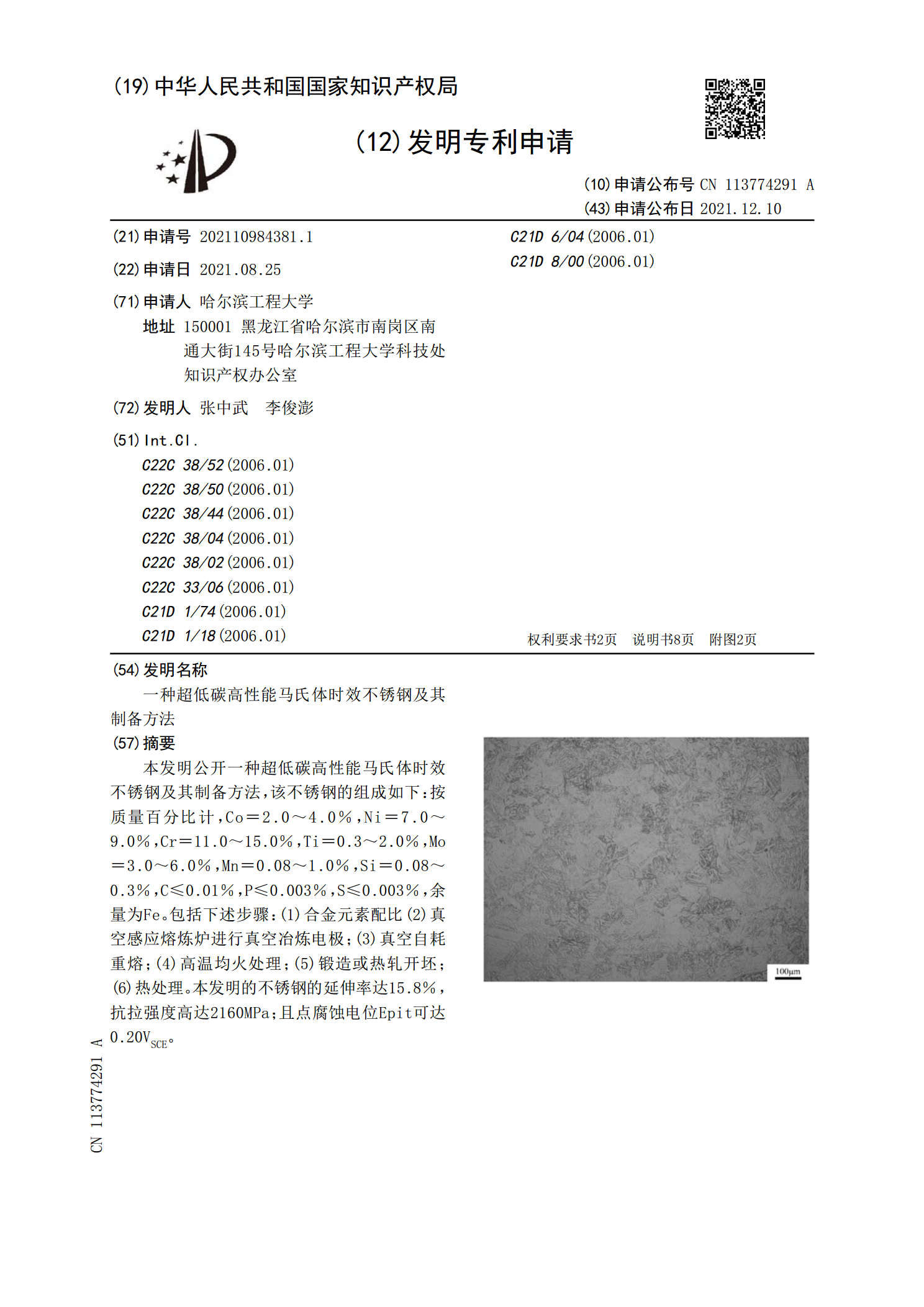
本发明公开一种超低碳高性能马氏体时效不锈钢及其制备方法,该不锈钢的组成如下:按质量百分比计,Co=2.0~4.0%,Ni=7.0~9.0%,Cr=11.0~15.0%,Ti=0.3~2.0%,Mo=3.0~6.0%,Mn=0.08~1.0%,Si=0.08~0.3%,C≤0.01%,P≤0.003%,S≤0.003%,余量为Fe。包括下述步骤:(1)合金元素配比(2)真空感应熔炼炉进行真空冶炼电极;(3)真空自耗重熔;(4)高温均火处理;(5)锻造或热轧开坯;(6)热处理。本发明的不锈钢的延伸率达15.8
一种多相强化超高强马氏体时效不锈钢及其制备方法.pdf
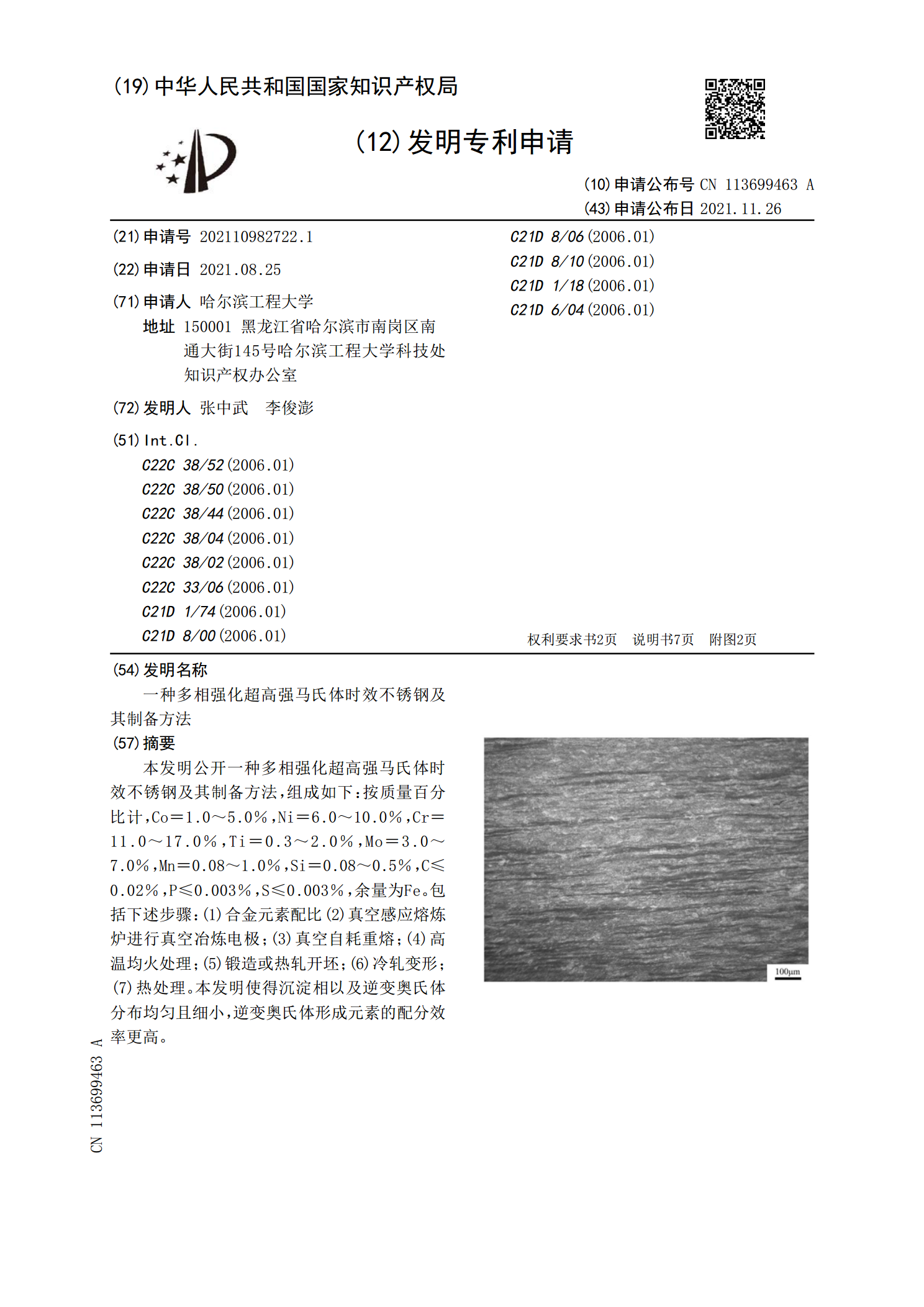
本发明公开一种多相强化超高强马氏体时效不锈钢及其制备方法,组成如下:按质量百分比计,Co=1.0~5.0%,Ni=6.0~10.0%,Cr=11.0~17.0%,Ti=0.3~2.0%,Mo=3.0~7.0%,Mn=0.08~1.0%,Si=0.08~0.5%,C≤0.02%,P≤0.003%,S≤0.003%,余量为Fe。包括下述步骤:(1)合金元素配比(2)真空感应熔炼炉进行真空冶炼电极;(3)真空自耗重熔;(4)高温均火处理;(5)锻造或热轧开坯;(6)冷轧变形;(7)热处理。本发明使得沉淀相以及逆