
一种用于低硫钢生产的钢包喷粉脱硫精炼工艺.pdf

星星****眨眼

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种用于低硫钢生产的钢包喷粉脱硫精炼工艺.pdf
本发明涉及一种用于低硫钢生产的钢包喷粉脱硫精炼工艺,其特征在于:转炉出钢采用铝铁3.0-6.5kg/t强脱氧;出钢结束向钢包渣面加铝0.4-0.6kg/t进行渣面脱氧;钢包到站顶渣氧化性(FeO%+MnO%)≤3.5%;钢水到喷粉脱硫工位温度在1610-1640℃,钢中Alt%在0.040%-0.090%;钢包喷粉脱硫输送载气工作压力3.0-4.0bar,流量40-60m3/h;钢包喷粉脱硫喷粉速度40-60kg/min,喷吹粉剂用量:4.0-6.0kg/t钢。采用此钢包喷粉脱硫工艺后,可将钢中的硫含量由
用于低碳铝镇静钢的钢包精炼深脱硫方法.pdf
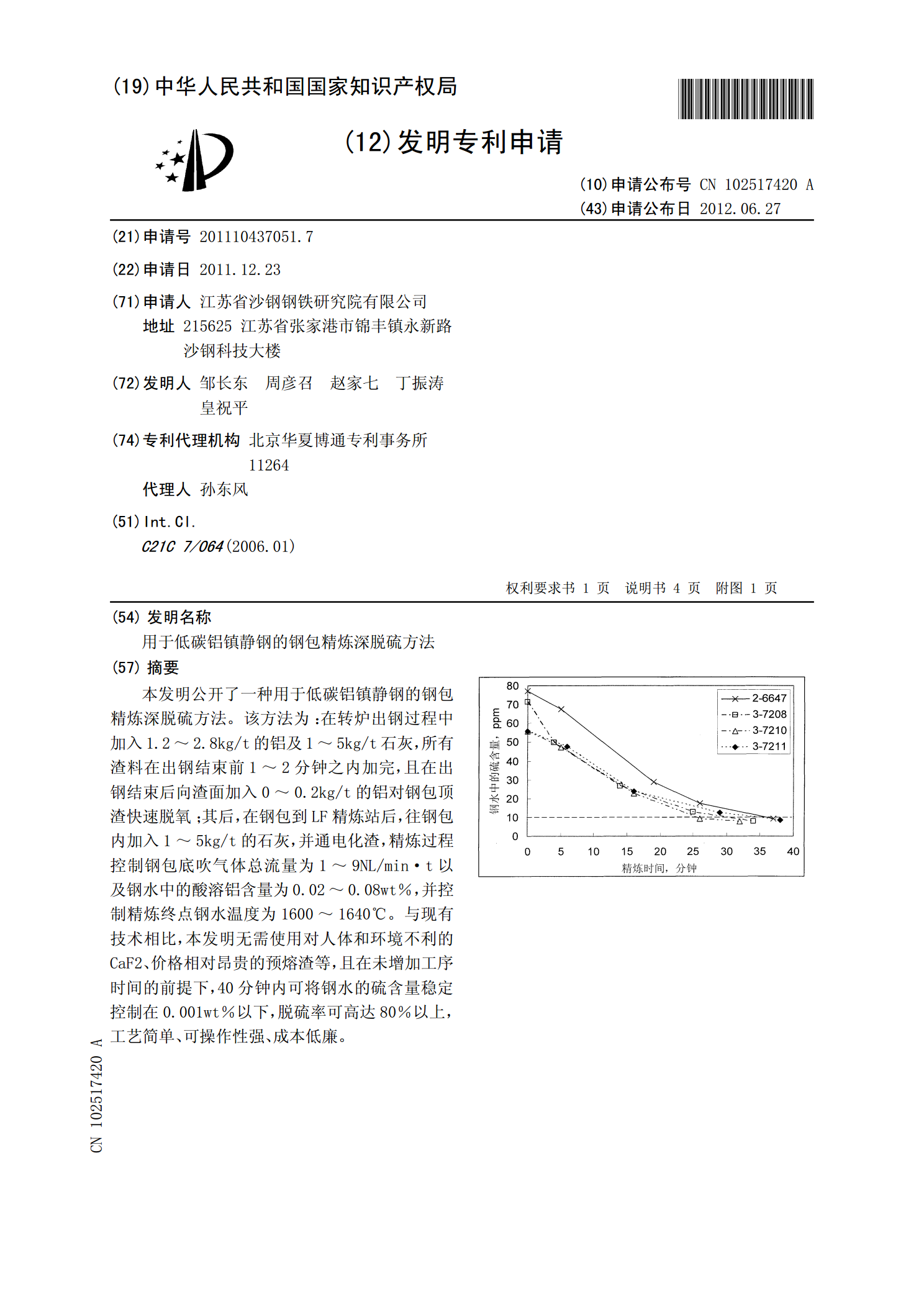
本发明公开了一种用于低碳铝镇静钢的钢包精炼深脱硫方法。该方法为:在转炉出钢过程中加入1.2~2.8kg/t的铝及1~5kg/t石灰,所有渣料在出钢结束前1~2分钟之内加完,且在出钢结束后向渣面加入0~0.2kg/t的铝对钢包顶渣快速脱氧;其后,在钢包到LF精炼站后,往钢包内加入1~5kg/t的石灰,并通电化渣,精炼过程控制钢包底吹气体总流量为1~9NL/min·t以及钢水中的酸溶铝含量为0.02~0.08wt%,并控制精炼终点钢水温度为1600~1640℃。与现有技术相比,本发明无需使用对人体和环境不利的
一种钢包在线喷粉脱硫工艺.pdf
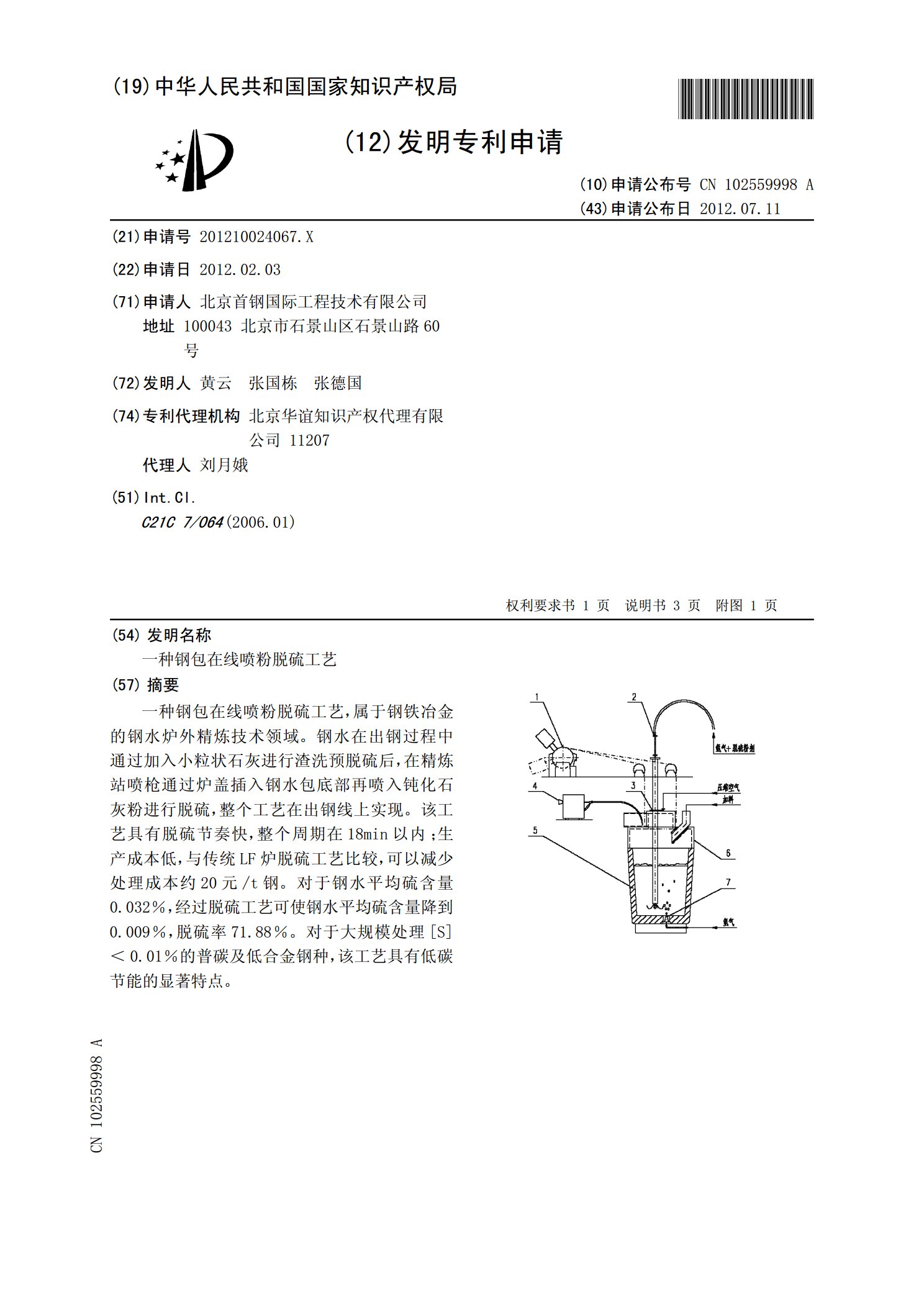
一种钢包在线喷粉脱硫工艺,属于钢铁冶金的钢水炉外精炼技术领域。钢水在出钢过程中通过加入小粒状石灰进行渣洗预脱硫后,在精炼站喷枪通过炉盖插入钢水包底部再喷入钝化石灰粉进行脱硫,整个工艺在出钢线上实现。该工艺具有脱硫节奏快,整个周期在18min以内;生产成本低,与传统LF炉脱硫工艺比较,可以减少处理成本约20元/t钢。对于钢水平均硫含量0.032%,经过脱硫工艺可使钢水平均硫含量降到0.009%,脱硫率71.88%。对于大规模处理[S]<0.01%的普碳及低合金钢种,该工艺具有低碳节能的显著特点。

HF炼钢厂钢包精炼超低硫钢脱硫工艺开发的任务书.docx
HF炼钢厂钢包精炼超低硫钢脱硫工艺开发的任务书任务书一、项目背景钢铁工业是现代工业的脊梁,发展钢铁工业是实现国家经济现代化和制造业强国的关键。钢铁生产的环保要求越来越高,对钢材质量和产量的要求也越来越严格和规范化。其中,超低硫钢脱硫是钢铁生产过程中的一个重要环节。近年来,随着环保政策的逐步加强和技术的不断进步,越来越多的钢厂开始使用高效的脱硫方法。在HF炼钢厂中,提高脱硫效率和精炼质量成为了生产的重要指标,同时也是多数钢厂追求的目标之一。二、项目目的该项目旨在开发一种能够有效提高精炼质量和脱硫效率的超低硫
一种钢包精炼控硫工艺.pdf
本发明属于含硫易切削钢的制备技术领域,特别涉及一种钢包精炼控硫工艺。具体为:第一炉为常规电炉冶炼含硫钢工艺;下一炉生产操作时,电炉出钢将钢水放入干净的钢包,放钢过程中向钢液中加入石灰;电炉放钢结束后,向该钢包中加入前一炉连铸浇铸完成后的钢包内余留的铸余渣,即实行回渣操作,再使用铝粒、碳化硅进行脱氧白渣操作,白渣后进行后续的精炼操作并到达精炼终点;软吹、连铸浇铸,再重复上述步骤。