
换热器结构及其装配方法.pdf

mm****酱吖

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
换热器结构及其装配方法.pdf
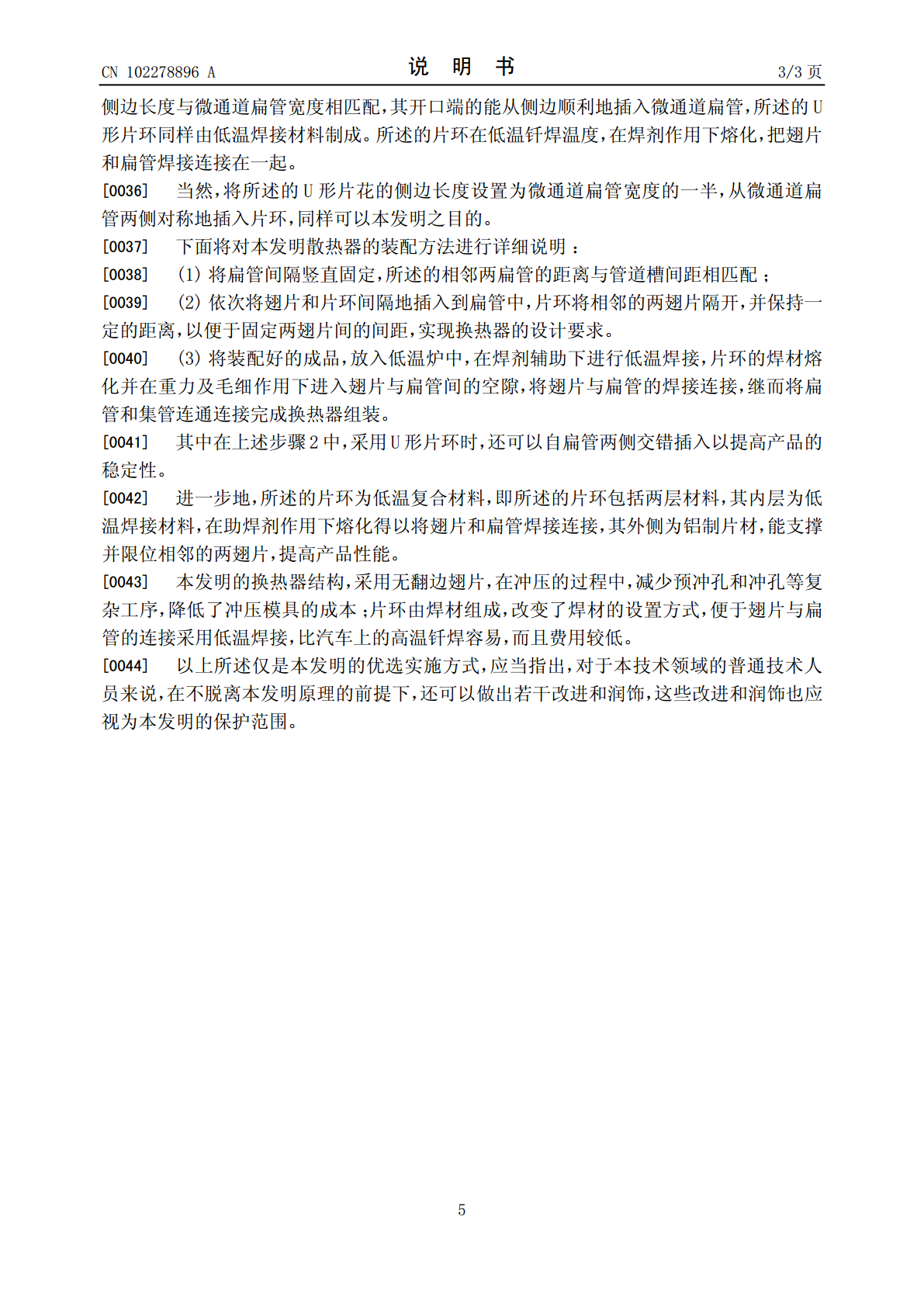
本发明公开了一种换热器结构,其包括开设有管道槽的翅片和与所述翅片相连接的扁管,所述的翅片间设置有可匹配地套设在扁管外部并将相邻两翅片隔开的片环,所述的片环由低温焊材组成。本发明还公开了所述换热器的装配方法,包括以下步骤:1)将扁管间隔固定,2)依次将翅片和片环间隔地插入到扁管中;3)将装配好的成品放入低温炉中,在焊剂辅助下进行低温焊接,将翅片与扁管的焊接连接,继而将扁管和集管连通连接完成换热器组装。本发明的换热器结构,采用无翻边翅片,减少预冲孔和冲孔等复杂工序,降低了冲压模具的成本;片环由焊材组成,改变了
换热器结构及其装配方法.pdf
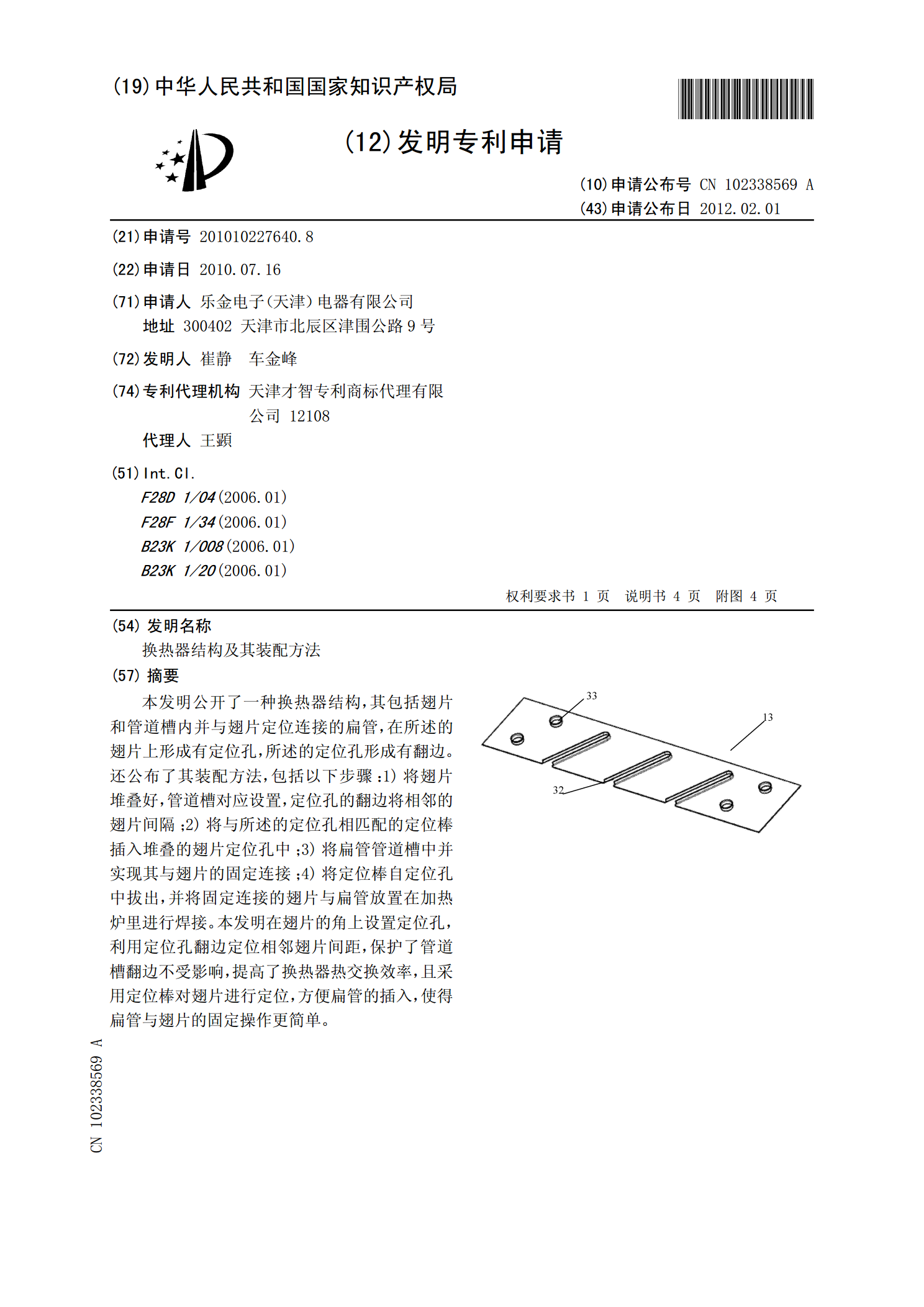
本发明公开了一种换热器结构,其包括翅片和管道槽内并与翅片定位连接的扁管,在所述的翅片上形成有定位孔,所述的定位孔形成有翻边。还公布了其装配方法,包括以下步骤:1)将翅片堆叠好,管道槽对应设置,定位孔的翻边将相邻的翅片间隔;2)将与所述的定位孔相匹配的定位棒插入堆叠的翅片定位孔中;3)将扁管管道槽中并实现其与翅片的固定连接;4)将定位棒自定位孔中拔出,并将固定连接的翅片与扁管放置在加热炉里进行焊接。本发明在翅片的角上设置定位孔,利用定位孔翻边定位相邻翅片间距,保护了管道槽翻边不受影响,提高了换热器热交换效率

扁管换热器结构及其装配方法.pdf
本发明公开了一种扁管换热器结构,其包括开设有管道槽的翅片和与所述翅片固定连接的扁管,所述的管道槽为“U”形,且其开口端设置在翅片的两侧。同时还公开了一种装配方法,包含以下步骤:1)将翅片堆叠并固定,将扁管相应固定在固定台上;2)移动固定台使扁管对应地插入管道槽中;3)施加推力直至扁管进入管道槽;4)通过焊接、胶粘或者过盈配合固定;5)将扁管的两端与进口集管和出口集管连接。本发明将在翅片上设置“U”管道槽,可以同时从两翅片两侧横向方向插入扁管,减小扁管插入翅片组的行程,对称地插入,避免了翅片一侧受力造成的变

扁管换热器结构及其装配方法.pdf
本发明公开了一种扁管换热器结构,其包括开设有管道槽的翅片和贯穿所述翅片管道槽的扁管,其特征在于:所述的扁管包括空心扁管和与其固定连接的微通道扁管。还公开了一种装配方法,包括以下步骤:1)将翅片依次堆叠并固定;2)将扁管插入翅片的管道槽中,直至穿过最下面一个翅片;3)利用机械胀管工艺对空心扁管进行胀管,实现微通道扁管与翅片或固定圈紧密连接。4)将扁管两端分别与进口集管和出口集管连接,完成组装。本发明的换热器结构增强了交换器的散热性能,且该结构和胀管工艺方法没有破坏铝管的微通道结构,且该结构加工简单,减少了焊
换热器管子-管板装配结构及其焊接方法.pdf
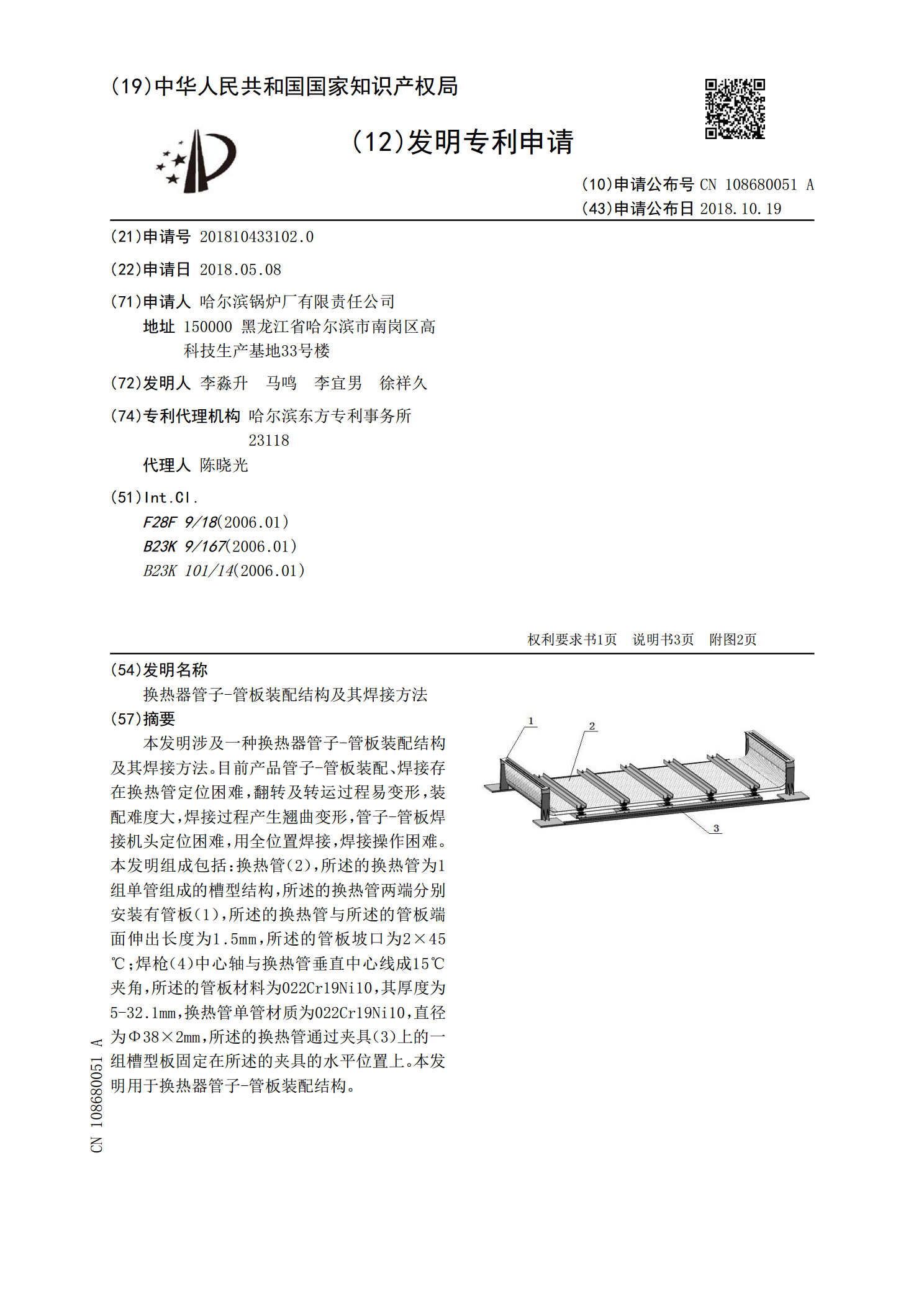
本发明涉及一种换热器管子‑管板装配结构及其焊接方法。目前产品管子‑管板装配、焊接存在换热管定位困难,翻转及转运过程易变形,装配难度大,焊接过程产生翘曲变形,管子‑管板焊接机头定位困难,用全位置焊接,焊接操作困难。本发明组成包括:换热管(2),所述的换热管为1组单管组成的槽型结构,所述的换热管两端分别安装有管板(1),所述的换热管与所述的管板端面伸出长度为1.5mm,所述的管板坡口为2×45℃;焊枪(4)中心轴与换热管垂直中心线成15℃夹角,所述的管板材料为022Cr19Ni10,其厚度为5‑32.1mm,