
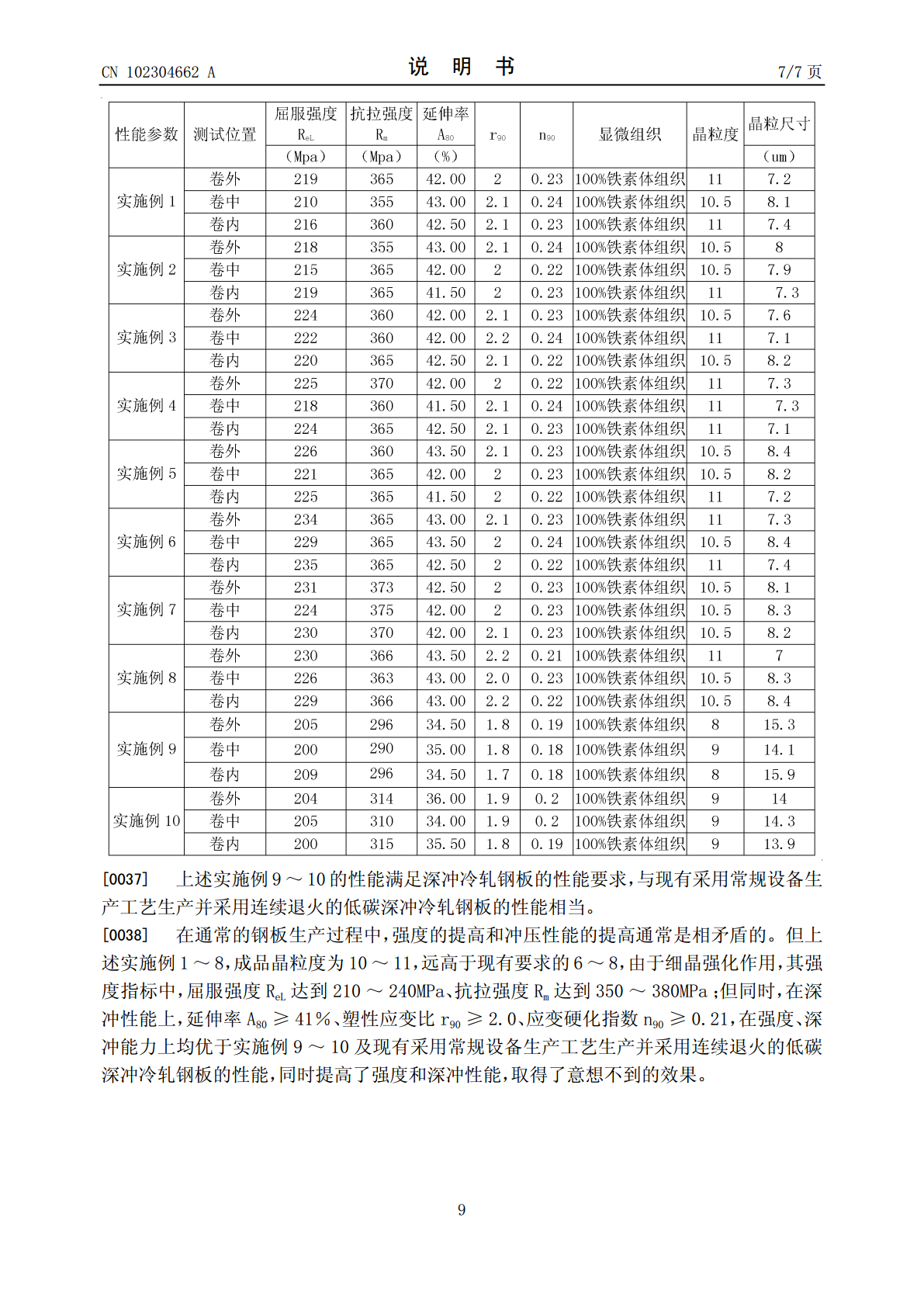
低碳深冲冷轧钢板的生产方法.pdf

戊午****jj

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10

10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
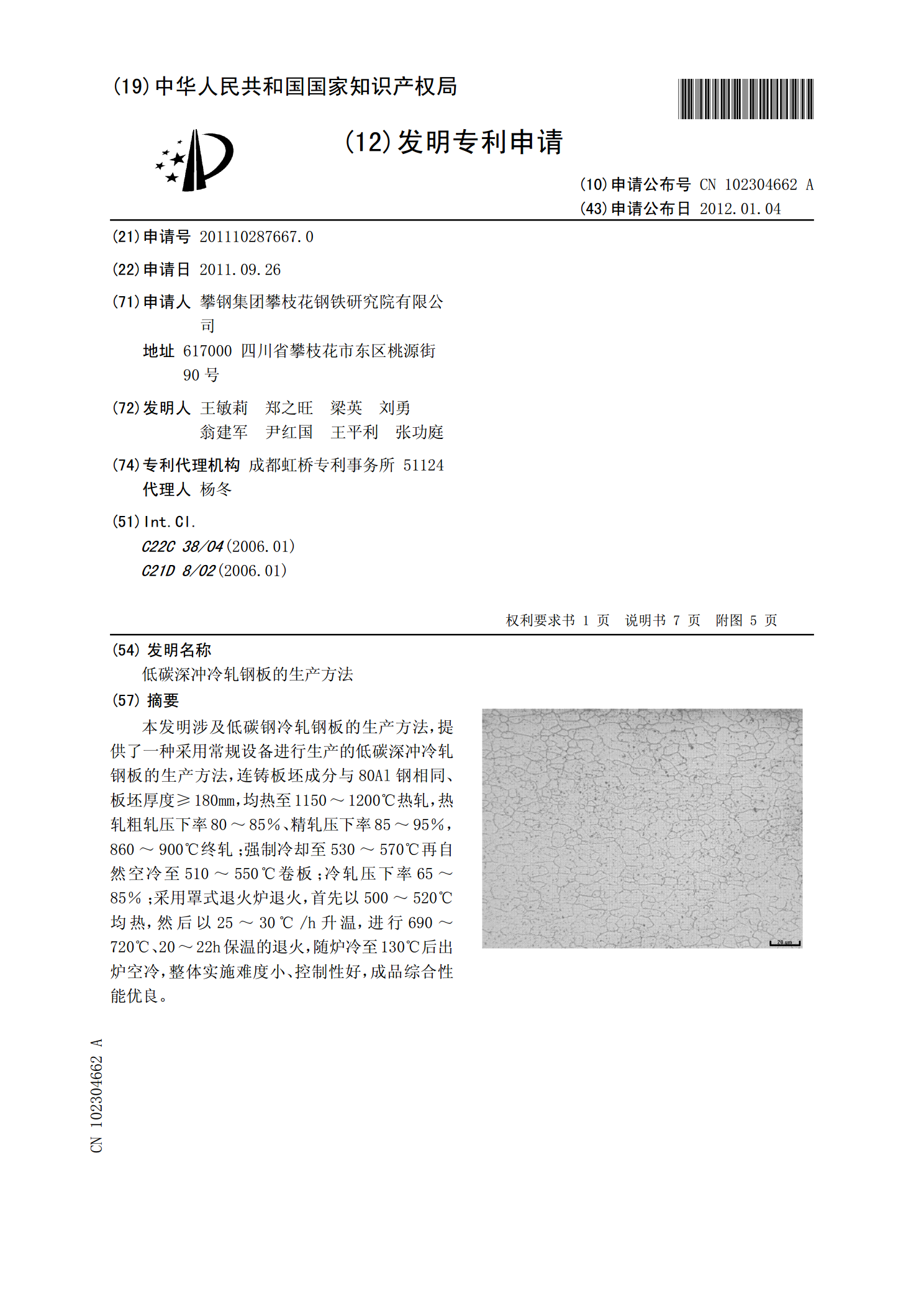
低碳深冲冷轧钢板的生产方法.pdf
本发明涉及低碳钢冷轧钢板的生产方法,提供了一种采用常规设备进行生产的低碳深冲冷轧钢板的生产方法,连铸板坯成分与80Al钢相同、板坯厚度≥180mm,均热至1150~1200℃热轧,热轧粗轧压下率80~85%、精轧压下率85~95%,860~900℃终轧;强制冷却至530~570℃再自然空冷至510~550℃卷板;冷轧压下率65~85%;采用罩式退火炉退火,首先以500~520℃均热,然后以25~30℃/h升温,进行690~720℃、20~22h保温的退火,随炉冷至130℃后出炉空冷,整体实施难度小、控制性
一种低温退火超深冲冷轧钢板的生产方法及冷轧钢板.pdf
本发明公开了一种低温退火超深冲冷轧钢板的生产方法,包含以下步骤:按重量百分比控制所述钢板组分,并将各组分冶炼后连铸成连铸坯;将铸坯加热至1190℃~1220℃后依次进行粗轧、精轧以获得厚度为3~6mm的热轧板;精轧后以前段冷却的层流冷却方式冷却到590~620℃进行卷取,以获得热轧卷;热轧卷开卷,经清洗后进行冷轧以获得带钢;带钢在连续退火炉中进行退火;连续退火后的带钢经过水液槽冷却至室温,进行光整。通过对生产过程中的温度进行控制实现成品良好的力学性能,获得低屈服强度、高伸长率的钢板。本发明同时公开了使用该
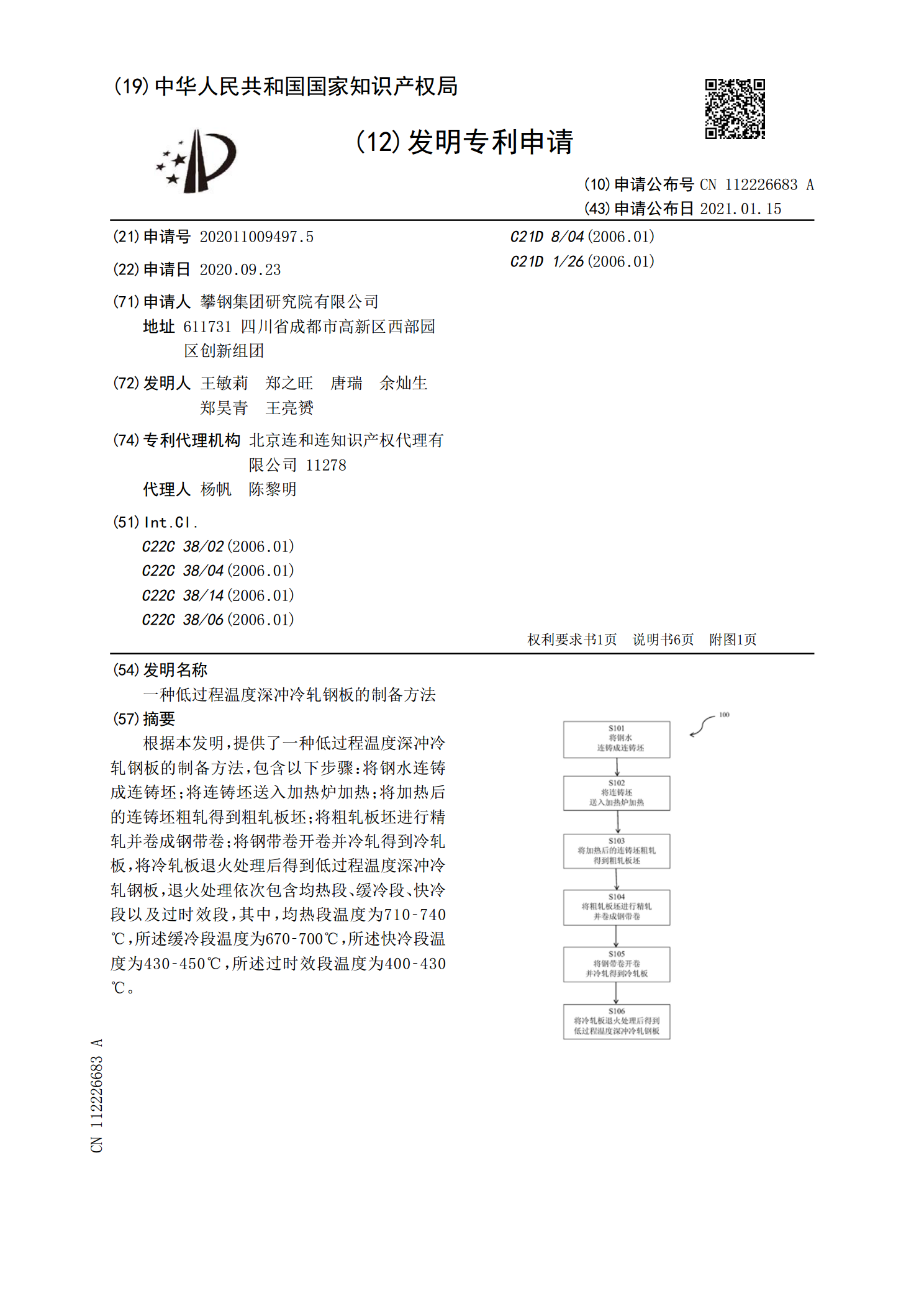
一种低过程温度深冲冷轧钢板的制备方法.pdf
根据本发明,提供了一种低过程温度深冲冷轧钢板的制备方法,包含以下步骤:将钢水连铸成连铸坯;将连铸坯送入加热炉加热;将加热后的连铸坯粗轧得到粗轧板坯;将粗轧板坯进行精轧并卷成钢带卷;将钢带卷开卷并冷轧得到冷轧板,将冷轧板退火处理后得到低过程温度深冲冷轧钢板,退火处理依次包含均热段、缓冷段、快冷段以及过时效段,其中,均热段温度为710‑740℃,所述缓冷段温度为670‑700℃,所述快冷段温度为430‑450℃,所述过时效段温度为400‑430℃。
一种电镀锌用超深冲冷轧钢板及其生产方法.pdf
本发明公开了电镀锌用超深冲冷轧钢板及其生产方法,所述冷轧钢板化学成分按重量百分比为:C≤0.002%,Si≤0.030%,Mn:0.06%~0.15%,P≤0.015%,S≤0.010%,Als:0.030%~0.050%,Ti:0.040~0.070%,N≤0.0040%,其余为Fe和不可避免的杂质元素;所述冷轧钢板的生产方法,包括以下步骤:(1)铁水预处理;(2)转炉冶炼;(3)合金微调站;(4)RH炉精炼;(5)连铸;(6)热轧;(7)冷轧;(8)连续退火;(9)平整;本发明能够提高电镀锌钢板的表面
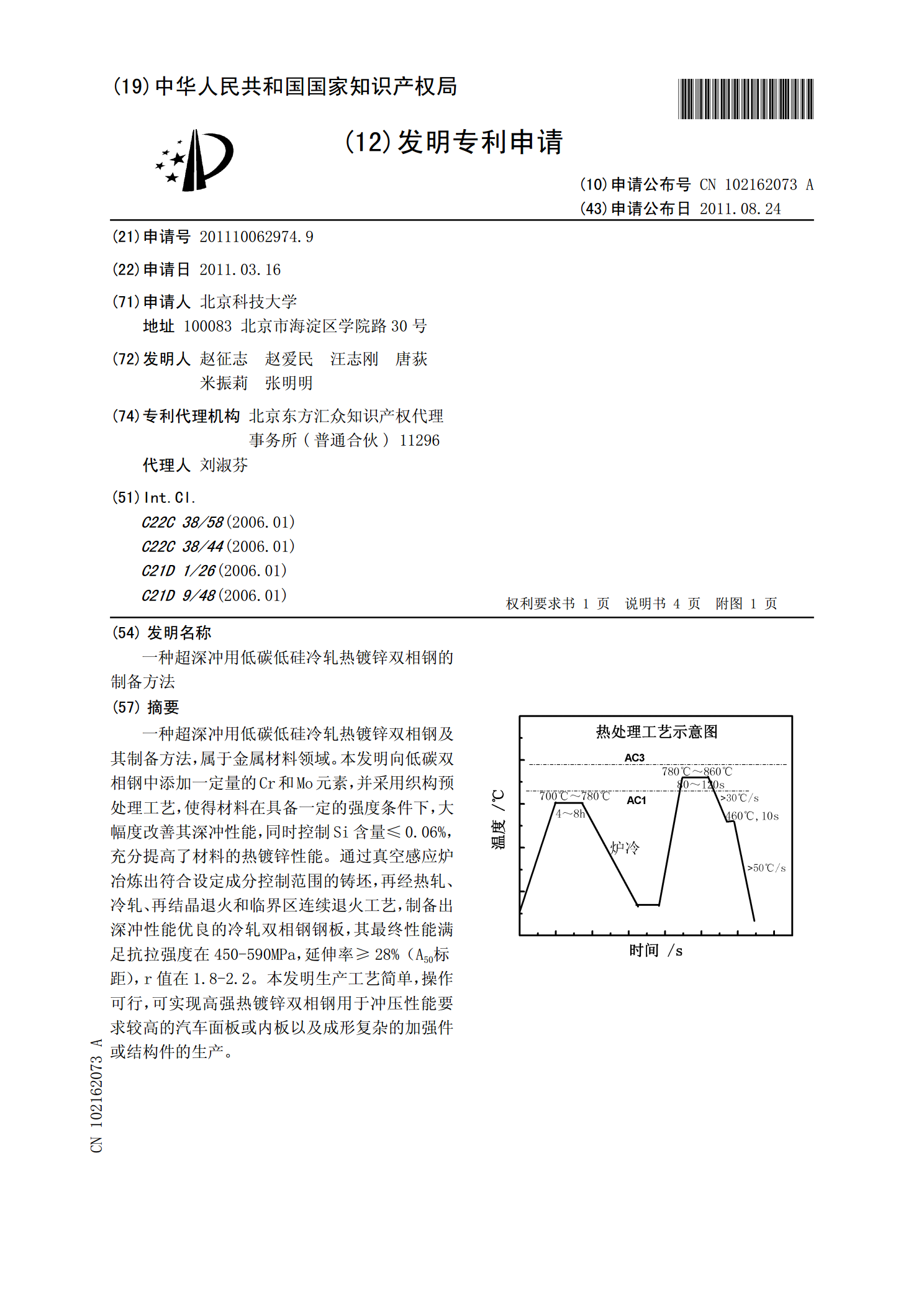
一种超深冲用低碳低硅冷轧热镀锌双相钢的制备方法.pdf
一种超深冲用低碳低硅冷轧热镀锌双相钢及其制备方法,属于金属材料领域。本发明向低碳双相钢中添加一定量的Cr和Mo元素,并采用织构预处理工艺,使得材料在具备一定的强度条件下,大幅度改善其深冲性能,同时控制Si含量≤0.06%,充分提高了材料的热镀锌性能。通过真空感应炉冶炼出符合设定成分控制范围的铸坯,再经热轧、冷轧、再结晶退火和临界区连续退火工艺,制备出深冲性能优良的冷轧双相钢钢板,其最终性能满足抗拉强度在450-590MPa,延伸率≥28%(A50标距),r值在1.8-2.2。本发明生产工艺简单,操作可行,