
12.9级紧固件用含钛冷镦钢盘条及其生产方法.pdf

傲丝****账号

1/7
2/7
3/7
4/7

5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
12.9级紧固件用含钛冷镦钢盘条及其生产方法.pdf
本发明公开了一种12.9级紧固件用含钛冷镦钢盘条及其生产方法。该盘条包含如下组分(wt%):基本成分:C?0.34~0.38%、Si?0.15~0.30%、Mn?0.60~0.90%、P≤0.020%、S≤0.020%、Cr?0.90~1.10%、Mo?0.17~0.24%、Ti?0.005~0.05%、Al0.01~0.04%、以及N?40~110ppm;可选择成分:B?5~30ppm、Ca?5~20ppm以及Cu?0.05~0.20%中的任意一种以上;以及,余量的铁和杂质。其制备工艺包括依次进行的电炉

一种10.9级汽车紧固件用冷镦钢盘条及其生产方法.pdf
本发明提供了一种10.9级汽车紧固件用冷镦钢盘条及其生产方法,冷镦钢盘条的成分按重量百分比为:C:0.32~0.40%,Si:0.15~0.35%,Mn:0.60~1.00%,P≤0.015%,S≤0.010%,Cr:0.90~1.20%,Mo:0.15~0.25%,Ni≤0.20%,Cu≤0.20%,N≤0.0060%,O≤0.0015%,H≤0.0002%,还含有Al:0.015~0.050%、Ti:0.02~0.05%、B:0.0008?0.0035%、V:0.02~0.05%、Nb:0.01~0.
含硫易切削冷镦钢盘条及其生产方法.pdf
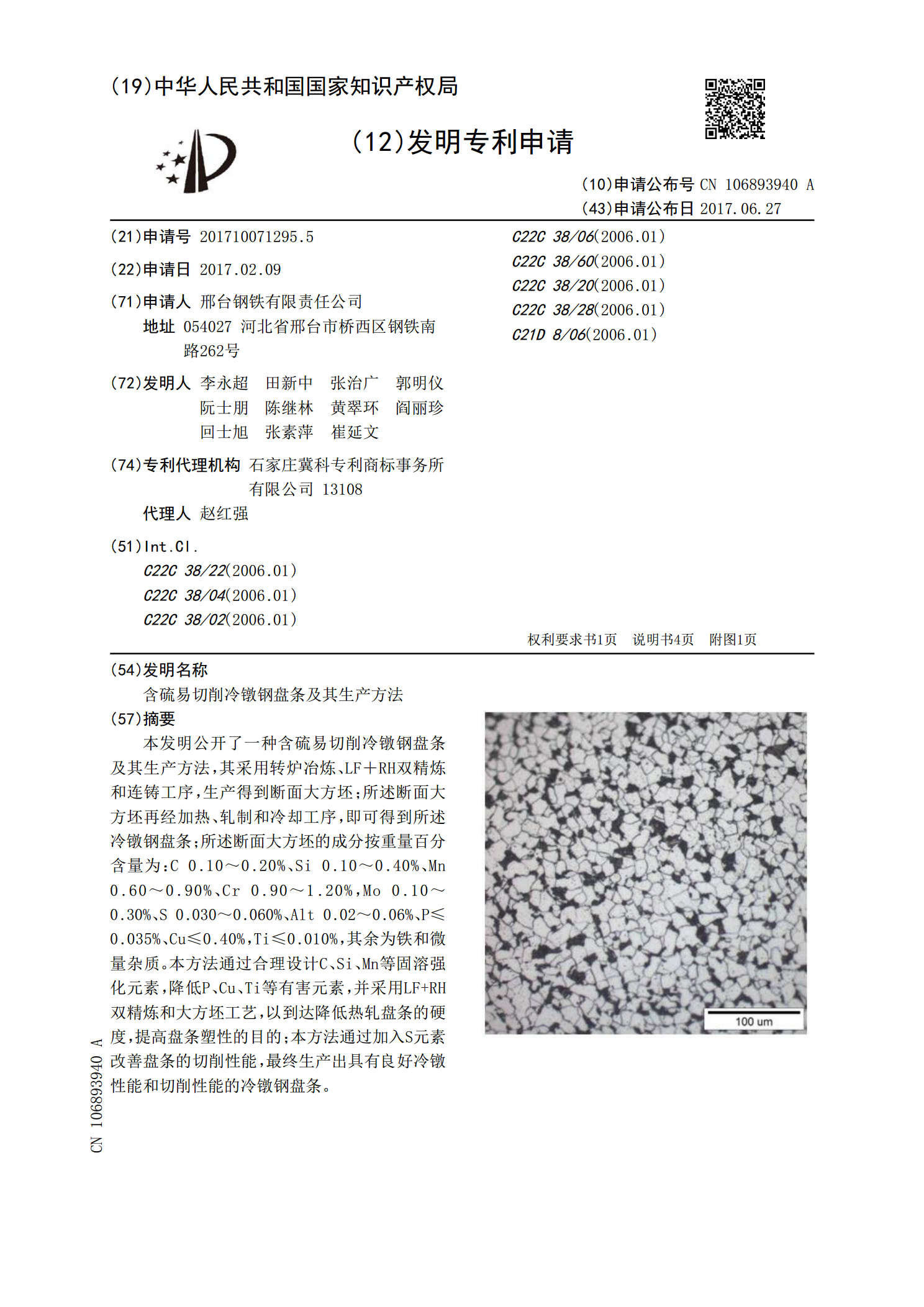
本发明公开了一种含硫易切削冷镦钢盘条及其生产方法,其采用转炉冶炼、LF+RH双精炼和连铸工序,生产得到断面大方坯;所述断面大方坯再经加热、轧制和冷却工序,即可得到所述冷镦钢盘条;所述断面大方坯的成分按重量百分含量为:C0.10~0.20%、Si0.10~0.40%、Mn0.60~0.90%、Cr0.90~1.20%,Mo0.10~0.30%、S0.030~0.060%、Alt0.02~0.06%、P≤0.035%、Cu≤0.40%,Ti≤0.010%,其余为铁和微量杂质。本方法通过合理设计C
一种免退火10.9级紧固件用冷镦钢盘条及其制造方法.pdf
本发明属于冷镦钢技术领域,具体涉及一种免退火10.9级紧固件用冷镦钢盘条及其制造方法。免退火10.9级紧固件用冷镦钢盘条的主要化学成分范围为C:0.25~0.29%,Si:≤0.10%,Mn:0.95~1.15%,Cr:0.40~0.50%,Al:0.020~0.050%,P、S≤0.025%,Ni、Cu≤0.20%。制造方法包括转炉冶炼工序、LF精炼工序、RH真空精炼工序、方坯连铸工序、盘条轧制工序。通过优化C、Mn、Cr等元素成分设计,结合控轧控冷方案,使热轧盘条获得了较高的冷镦性能,C含量≥0.25
一种高品质10.9级紧固件用冷镦钢盘条的生产方法.pdf
本发明公开了一种高品质10.9级紧固件用冷镦钢盘条的生产方法,其生产工艺过程包括:转炉冶炼—LF钢包炉精炼—VD真空脱气—大方坯连铸—开坯—高线轧制。本发明的目的是提供一种高品质10.9级紧固件用冷镦钢盘条的生产方法,满足用户性能的目标要求,同时该发明采用大方坯二火成材工艺,其钢材内部组织更致密,能更好的满足用户的冷镦变形生产紧固件。