
镍基软磁合金板坯自由锻造方法.pdf

努力****向丝

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
镍基软磁合金板坯自由锻造方法.pdf
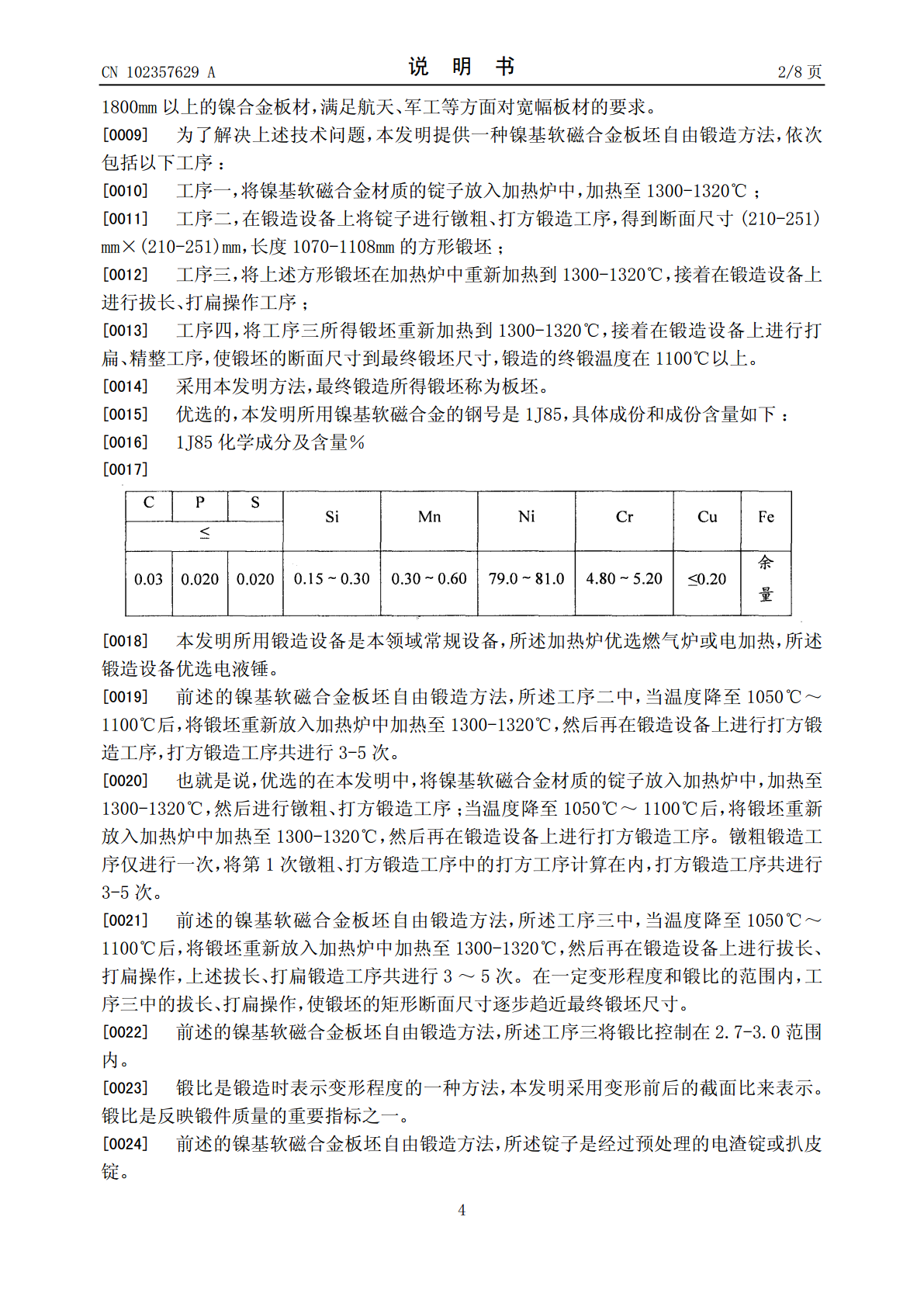
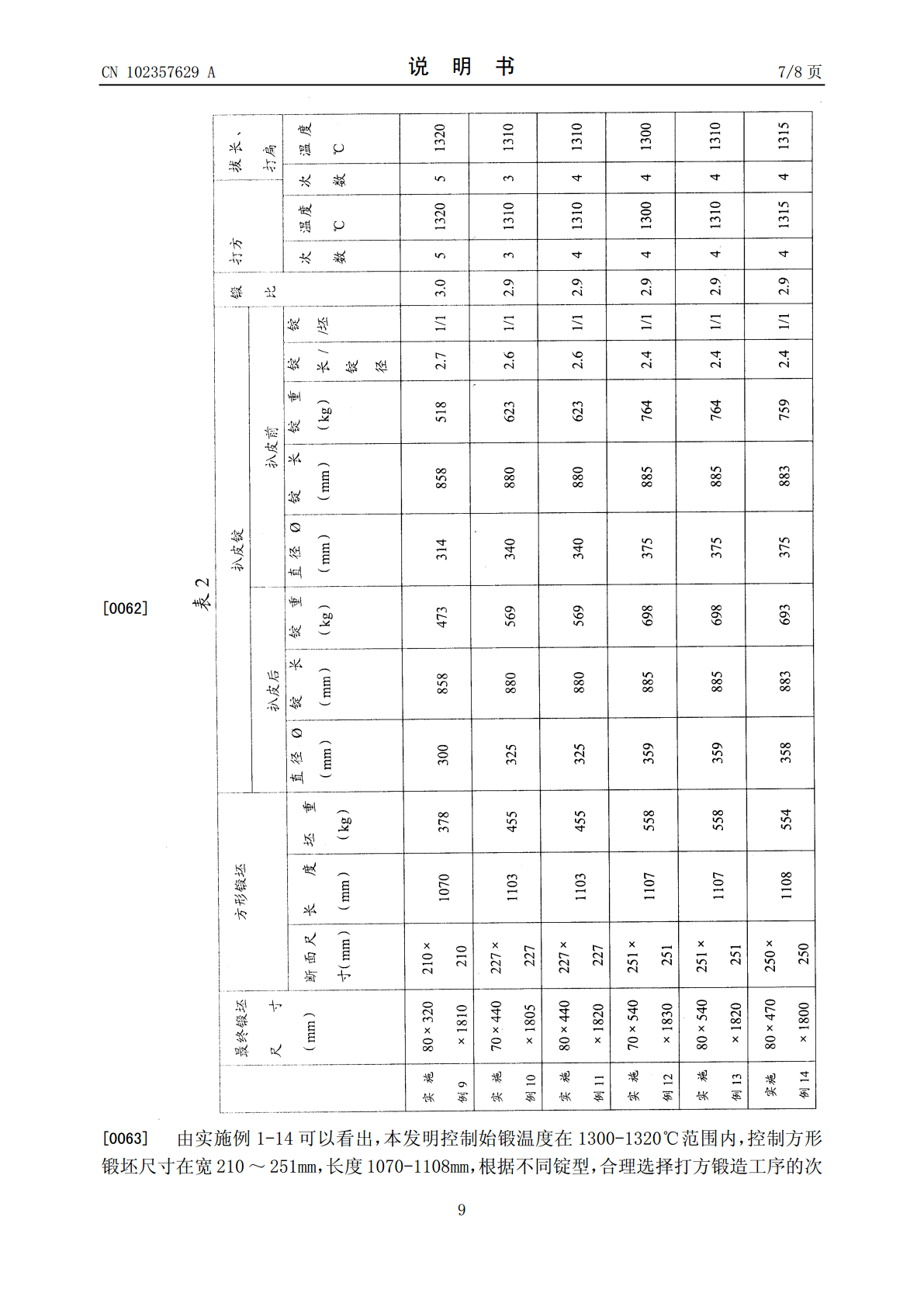
本发明提供一种镍基软磁合金板坯自由锻造方法。该镍基软磁合金板坯自由锻造方法依次包括以下工序:工序一,将镍基软磁合金材质的锭子放入加热炉中,加热至1300-1320℃;工序二,在锻造设备上将锭子进行镦粗、打方锻造工序,得到断面尺寸(210-251)mm×(210-251)mm,长度1070-1108mm的方形锻坯;工序三,将上述方形锻坯在加热炉中重新加热到1300-1320℃,接着在锻造设备上进行拔长、打扁操作工序;工序四,将工序三所得锻坯重新加热到1300-1320℃,接着在锻造设备上进行打扁、精整工序,
一种铁镍基软磁合金的制备方法.pdf
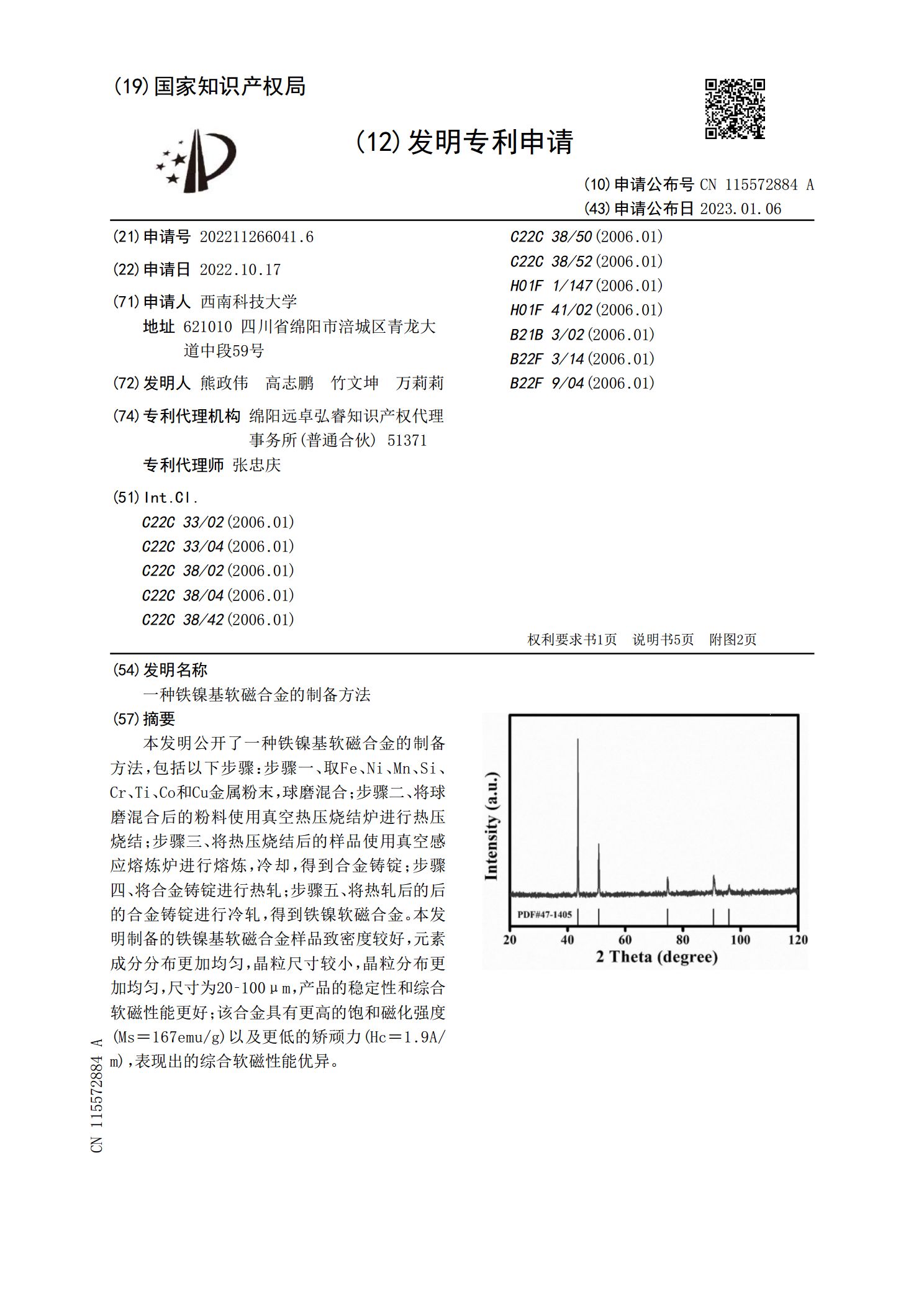
本发明公开了一种铁镍基软磁合金的制备方法,包括以下步骤:步骤一、取Fe、Ni、Mn、Si、Cr、Ti、Co和Cu金属粉末,球磨混合;步骤二、将球磨混合后的粉料使用真空热压烧结炉进行热压烧结;步骤三、将热压烧结后的样品使用真空感应熔炼炉进行熔炼,冷却,得到合金铸锭;步骤四、将合金铸锭进行热轧;步骤五、将热轧后的后的合金铸锭进行冷轧,得到铁镍软磁合金。本发明制备的铁镍基软磁合金样品致密度较好,元素成分分布更加均匀,晶粒尺寸较小,晶粒分布更加均匀,尺寸为20‑100μm,产品的稳定性和综合软磁性能更好;该合金具
一种铁镍基非晶或纳米晶软磁合金的制备方法.pdf
一种铁镍基非晶或纳米晶软磁合金的制备方法,本发明合金的成分可表达为(a、b、c、d、e为原子百分比),其中为、、中的一种或几种,,,,,,将原材料置于非自耗真空电弧熔炼炉内熔炼得到合金铸锭,破碎,放入石英试管,用单辊甩带法制备出非晶合金薄带,放入管式退火炉,Ar气保护下在300℃—450℃等温退火,本合金是韧性很好且具有优良的综合软磁性能材料。
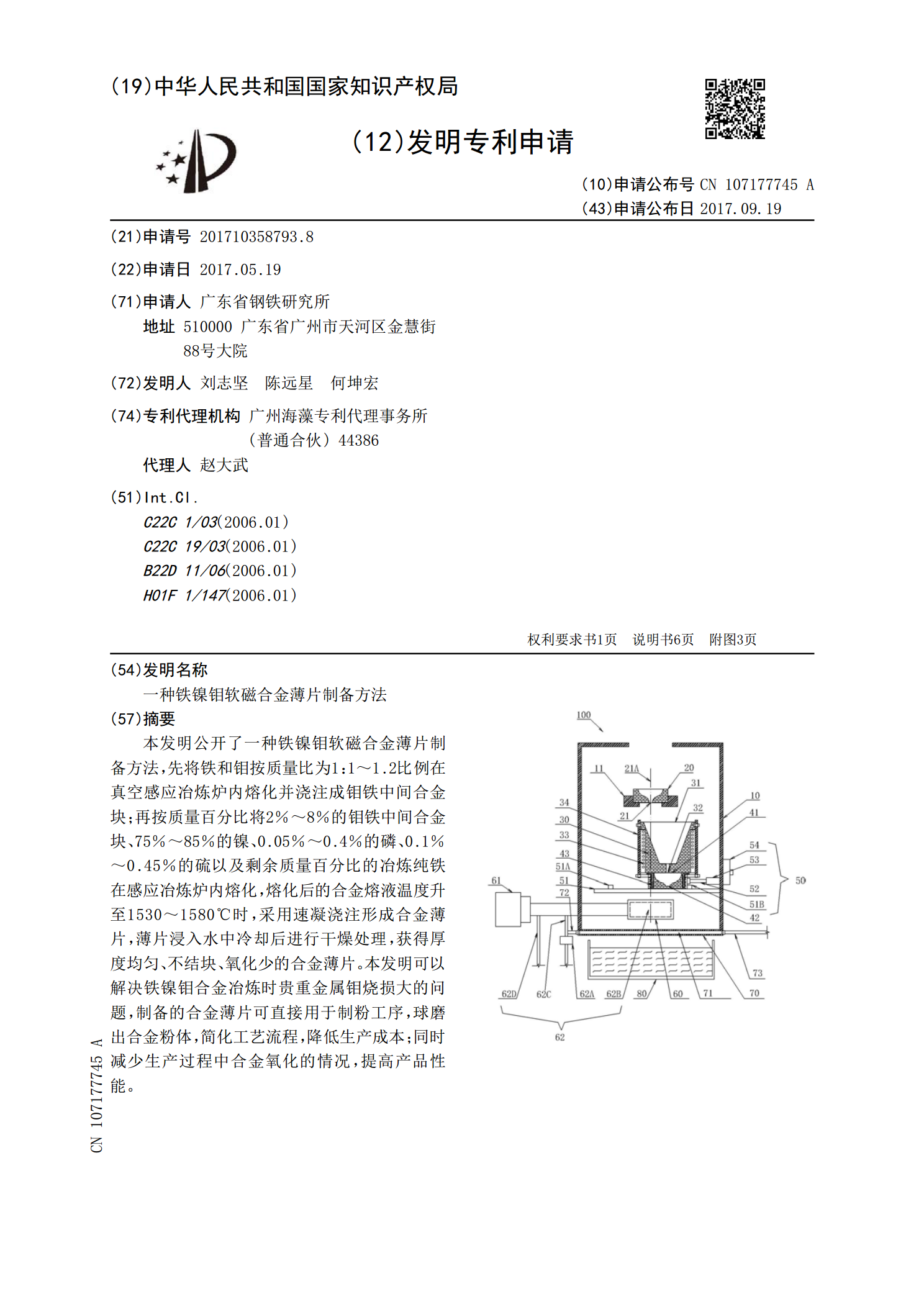
一种铁镍钼软磁合金薄片制备方法.pdf
本发明公开了一种铁镍钼软磁合金薄片制备方法,先将铁和钼按质量比为1:1~1.2比例在真空感应冶炼炉内熔化并浇注成钼铁中间合金块;再按质量百分比将2%~8%的钼铁中间合金块、75%~85%的镍、0.05%~0.4%的磷、0.1%~0.45%的硫以及剩余质量百分比的冶炼纯铁在感应冶炼炉内熔化,熔化后的合金熔液温度升至1530~1580℃时,采用速凝浇注形成合金薄片,薄片浸入水中冷却后进行干燥处理,获得厚度均匀、不结块、氧化少的合金薄片。本发明可以解决铁镍钼合金冶炼时贵重金属钼烧损大的问题,制备的合金薄片可直接
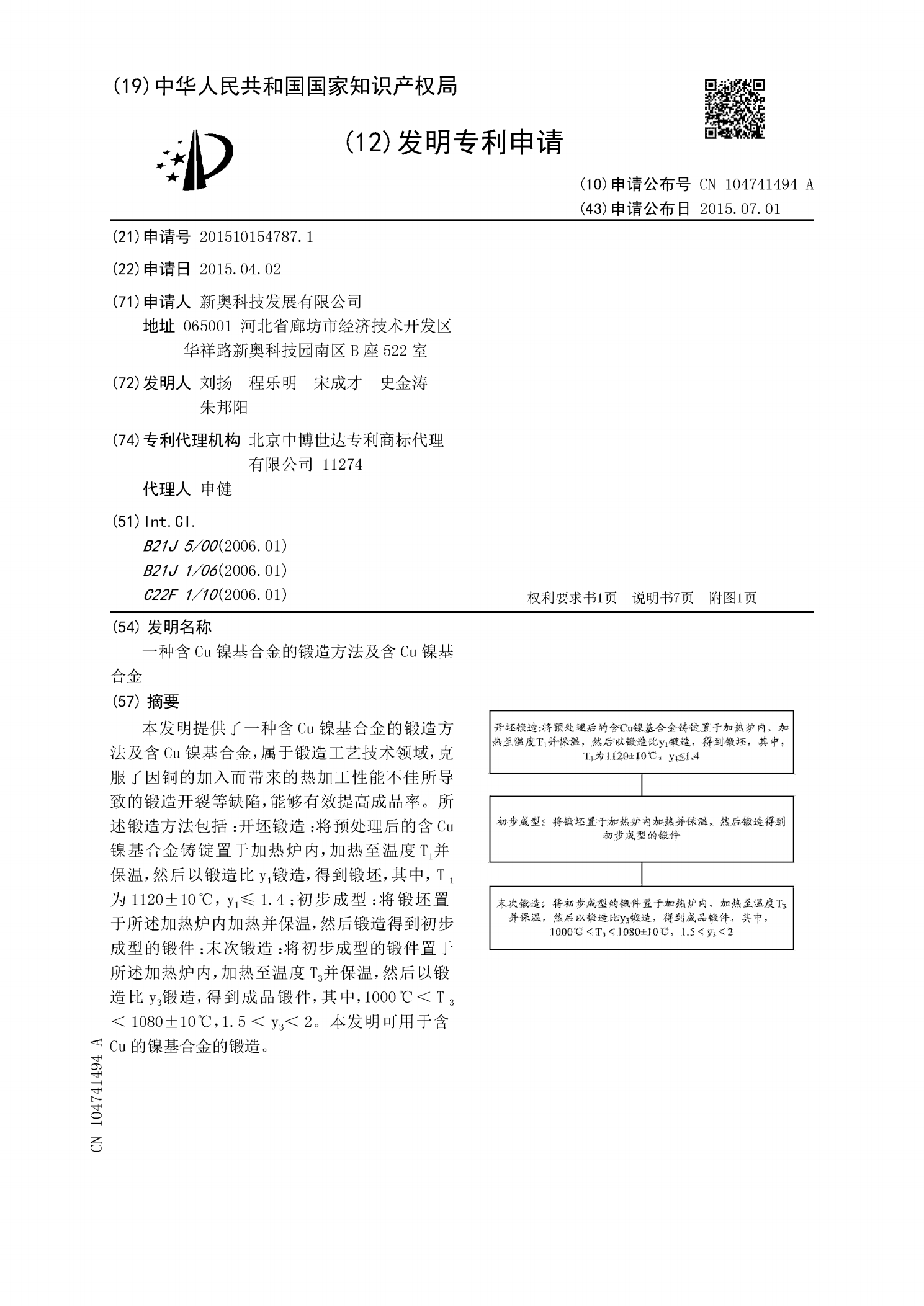
一种含Cu镍基合金的锻造方法及含Cu镍基合金.pdf
本发明提供了一种含Cu镍基合金的锻造方法及含Cu镍基合金,属于锻造工艺技术领域,克服了因铜的加入而带来的热加工性能不佳所导致的锻造开裂等缺陷,能够有效提高成品率。所述锻造方法包括:开坯锻造:将预处理后的含Cu镍基合金铸锭置于加热炉内,加热至温度T