
生产含铌微合金钢的方法.pdf

努力****幻翠

1/7
2/7

3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
生产含铌微合金钢的方法.pdf
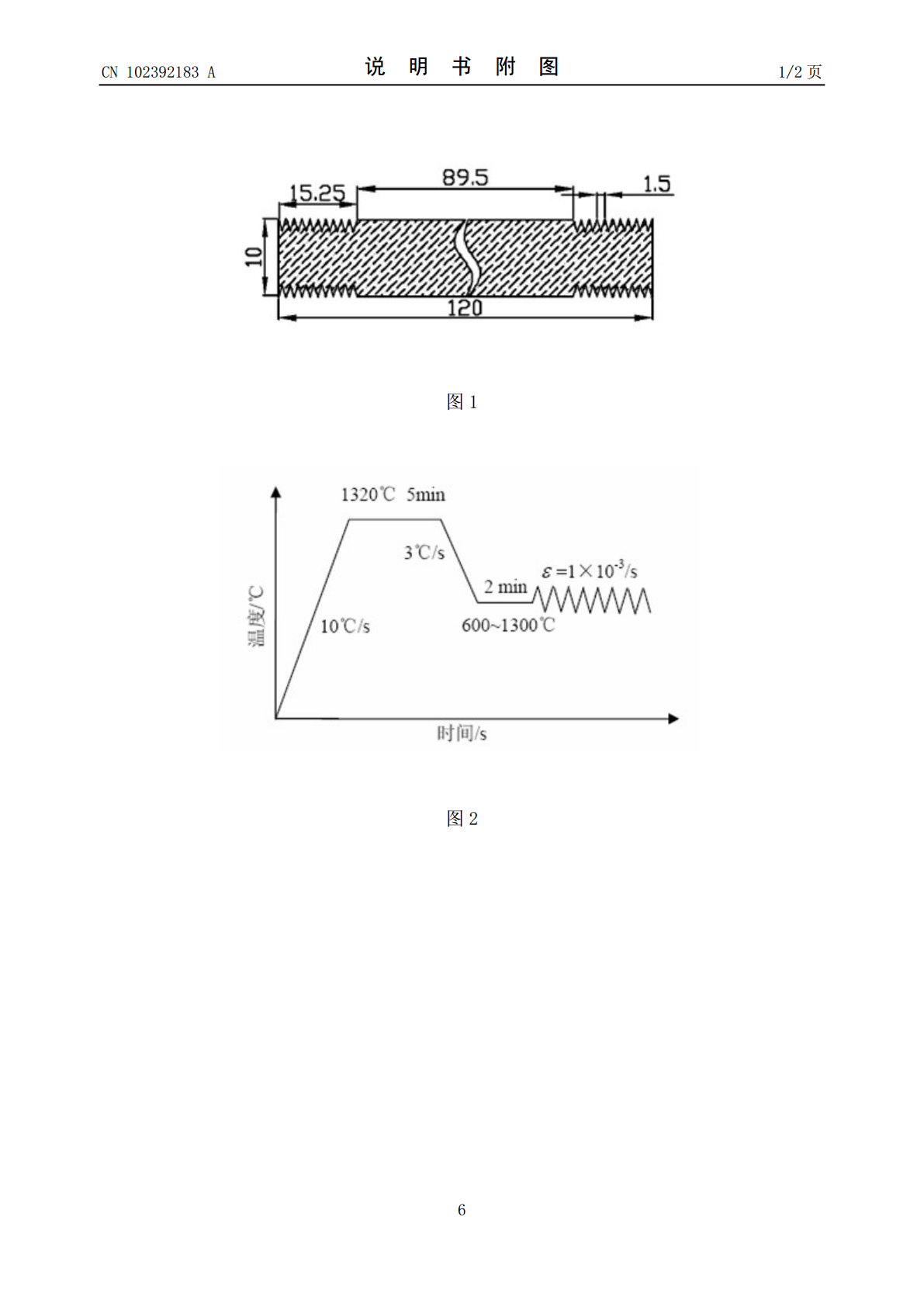
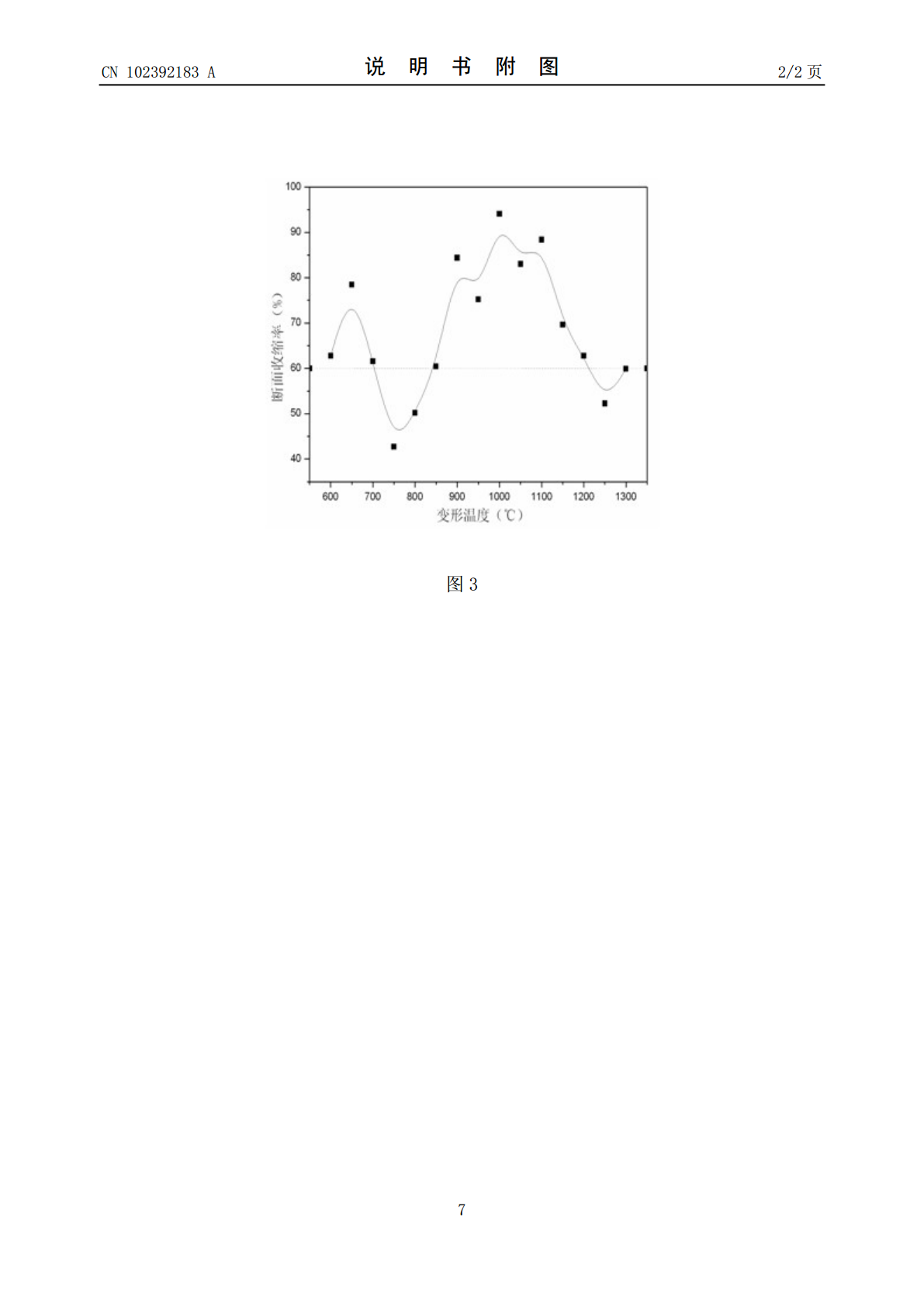
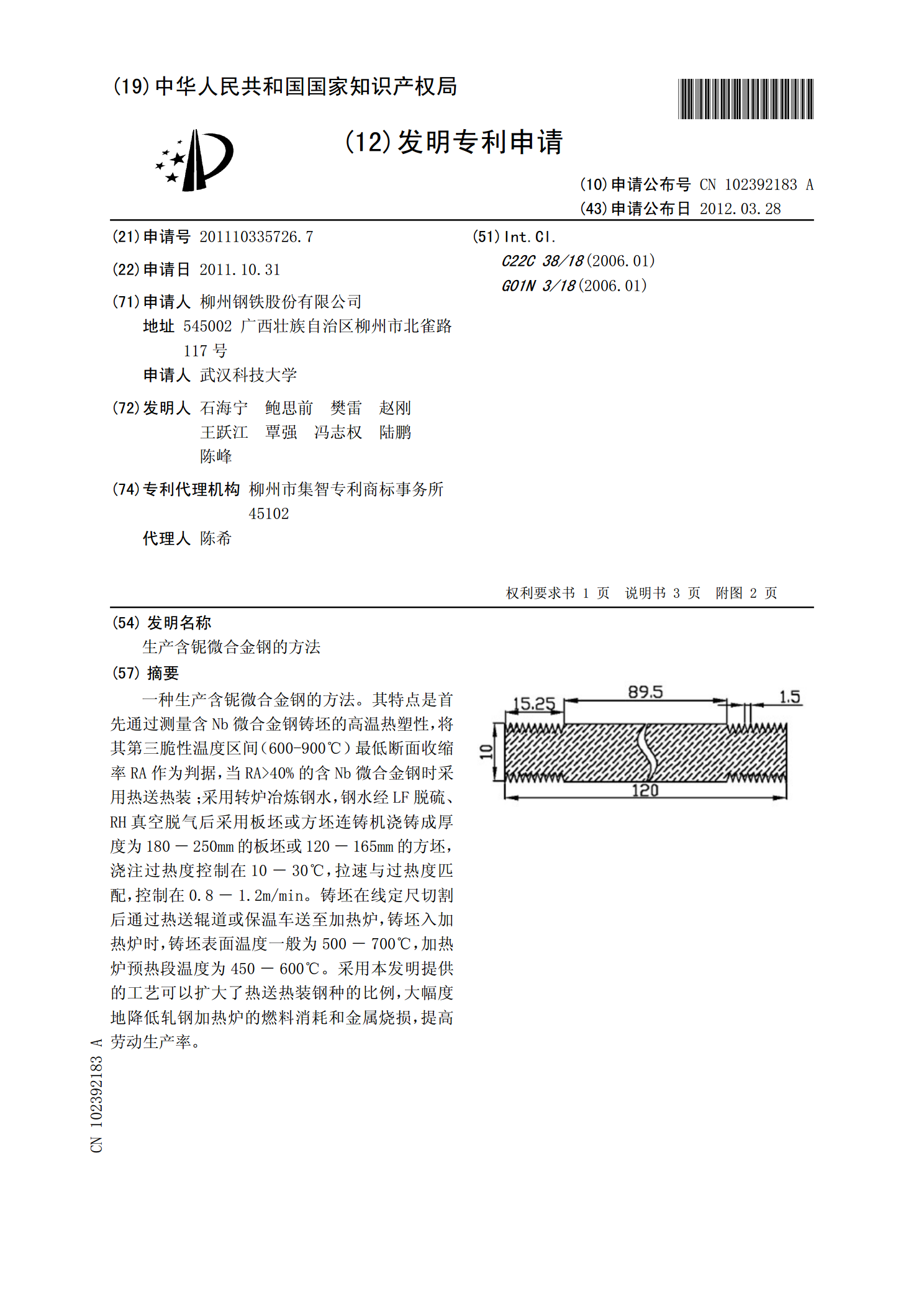
一种生产含铌微合金钢的方法。其特点是首先通过测量含Nb微合金钢铸坯的高温热塑性,将其第三脆性温度区间(600-900℃)最低断面收缩率RA作为判据,当RA>40%的含Nb微合金钢时采用热送热装;采用转炉冶炼钢水,钢水经LF脱硫、RH真空脱气后采用板坯或方坯连铸机浇铸成厚度为180-250mm的板坯或120-165mm的方坯,浇注过热度控制在10-30℃,拉速与过热度匹配,控制在0.8-1.2m/min。铸坯在线定尺切割后通过热送辊道或保温车送至加热炉,铸坯入加热炉时,铸坯表面温度一般为500-700
铌微合金钢的制备方法.pdf
本发明公开了铌微合金钢的制备方法,所述浓度均为质量百分浓度,方法步骤如下:1)脱硫、脱硅处理:将含Nb<0.03%、Si0.8-1.2%的废钢或生铁熔化,采用含镁量95%、粒度0.8~1.4mm的镁粒喷吹进行脱硫,每分钟喷吹6~12kg镁粒,脱硫后将炉渣除去,脱硫处理后的铁水中加入脱硅剂,加入量为铁水重量的4-6%,当温度为1350~1450℃,时间10~20min,铁水中Si的含量降低到0.06~0.10%时,同时控制炉渣碱度为1.3~1.8,将脱硅产生的渣去除;能够缩短工艺流程,降低生产成本,提高铌渣
gallatin钢厂铌钛微合金钢的开发与生产.pdf
年薄板坯连铸连轧国际研讨会论文集殖ь觐盐⒑辖鸶值目7⒂肷甂.

含铌微合金钢的组织性能研究的中期报告.docx
含铌微合金钢的组织性能研究的中期报告本研究旨在探讨含铌微合金钢的组织性能。在调整比例后,我们成功合成了一系列含铌微合金钢,并进行了组织性能分析。首先,我们对样品的组织进行了观察。结果表明,随着铌含量的增加,钢的组织有所变化。在低铌含量下,钢的组织表现为晶粒粗大,结构不均匀。随着铌含量的逐渐增加,钢的组织变得更加均匀,晶粒也变得更加细小。当铌含量到达一定水平时,钢的组织发生了明显的改变,呈现出较为细小的晶粒和均匀的组织结构。接着,我们对样品的机械性能进行了测试。结果表明,随着铌含量的增加,钢的硬度和强度逐渐
一种铌合金钢锻造的工艺方法.pdf
本发明提供了一种铌合金钢锻造的工艺方法,包括如下步骤:1)将铌合金钢在箱式加热炉中升温至180℃,进行保温20min,喷涂润滑剂,喷涂后的毛坯在100℃环境中干燥15min;2)将铌合金钢和模具分别加热到1200和1500℃,加热20min,均热10min;3)再将模具加热至950℃,将加热到950℃的铌合金钢放入模具型腔定位,保温10min;4)采用空冷的锻造后处理。本发明提供的一种铌合金钢锻造的工艺方法,通过大量实验证明,采用该方法材料利用率为60%,可见,工艺的改进可大幅度地提高