
一种相变诱发塑性钢无缝管的生产方法.pdf

一吃****仪凡

1/10
2/10
3/10
4/10
5/10
6/10
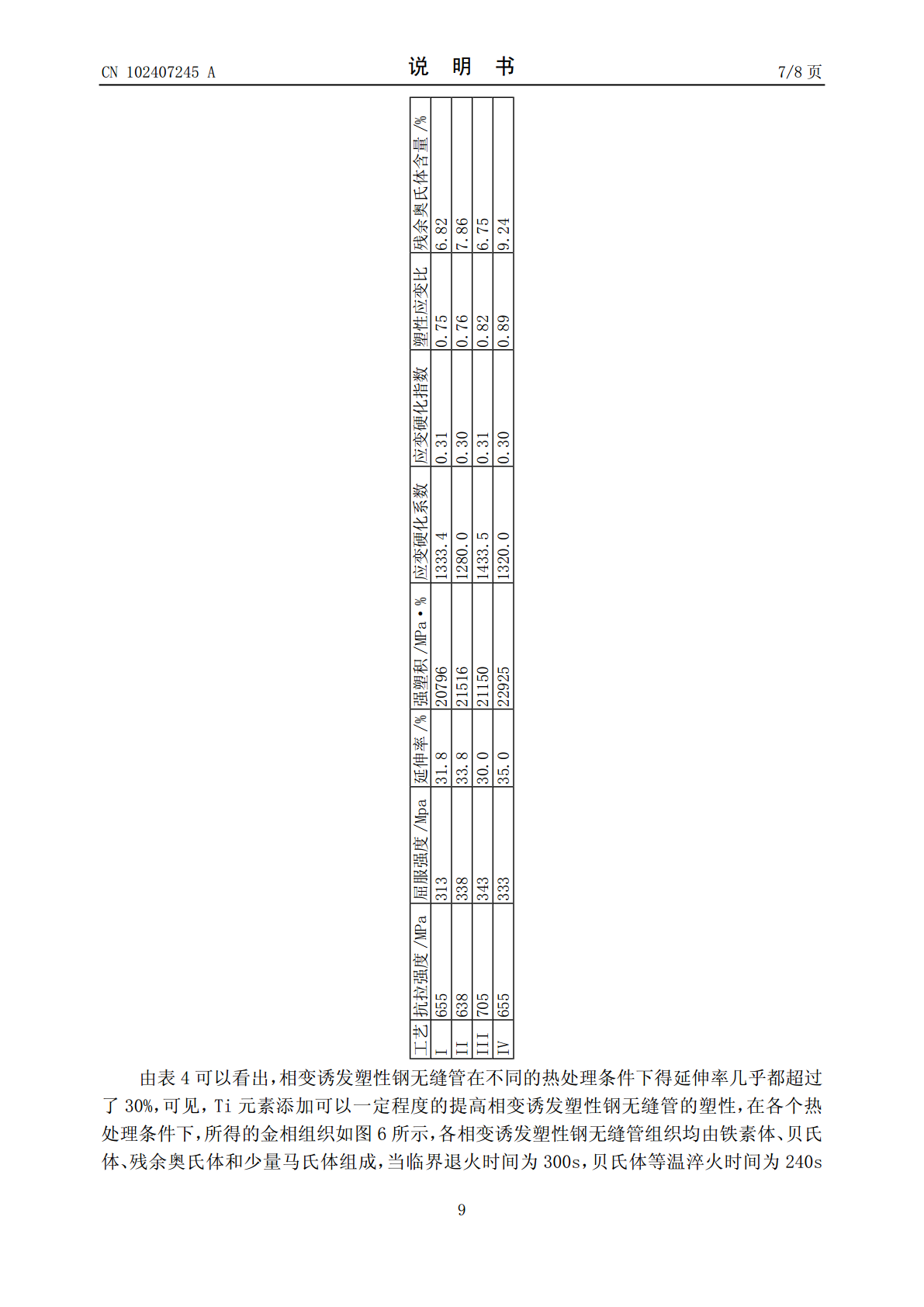
7/10
8/10
9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种相变诱发塑性钢无缝管的生产方法.pdf
本发明属于钢管的制备领域,具体涉及一种相变诱发塑性钢无缝管的生产方法。将冶炼后的铸锭经锻棒、车削、加热、穿孔和冷拔后得到无缝冷拔钢管,将无缝冷拔钢管放入电阻炉中于780~850℃进行临界区等温退火180~1200s,退火完成后迅速投入盐浴炉中于380~470℃进行贝氏体区等温淬火120~1800s,即得到相变诱发塑性钢无缝管。本发明的技术方案利用普通低碳钢的化学成分生产出具有良好综合力学性能的相变诱发塑性钢无缝管,其屈服强度最高达580MPa,抗拉强度最高达763MPa,强塑积最高为22029MPa·%,
热轧相变诱发塑性钢的生产方法.pdf
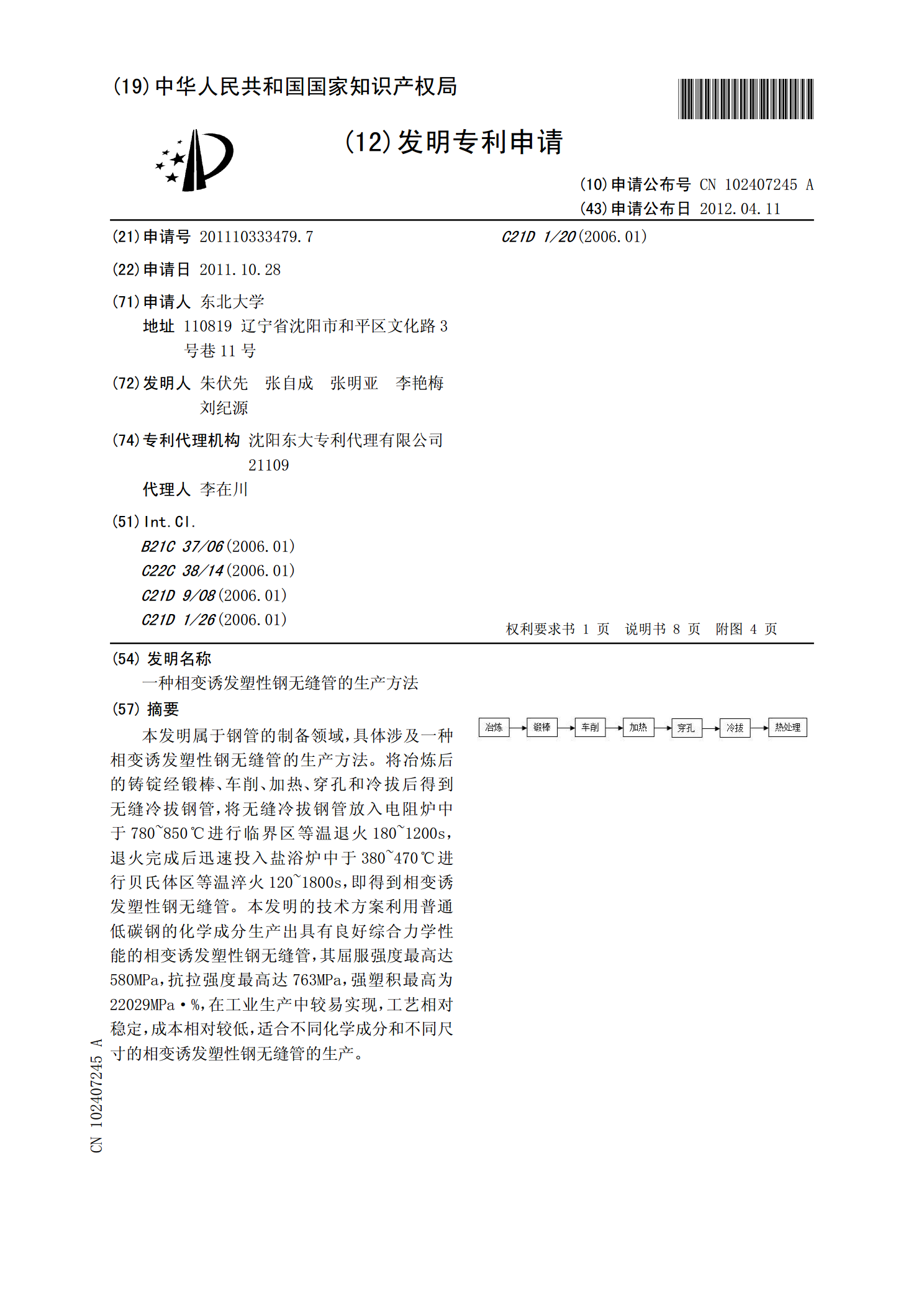
一种热轧相变诱发塑性钢的生产方法:将钢在炉内加热到1200℃-1300℃保温60min-180min,使钢充分奥氏体化,确保钢中的合金元素完全固溶;出炉后,以10℃/s-20℃/s的速度冷却奥氏体再结晶温度1050℃-1200℃进行3-5次粗轧,每道次压下量应控制在20%-40%之间,道次总压下量为60%-80%;粗轧结束后,以5℃/s-20℃/s的速率冷却到970℃-820℃,即A3与Ar3温度区间进行5-7道次的精轧,各道次间隔时间小于3秒,各道次形变量处于10%-50%,道次总压下量为80%-95%
一种含V热轧相变诱发塑性钢的制备方法.pdf
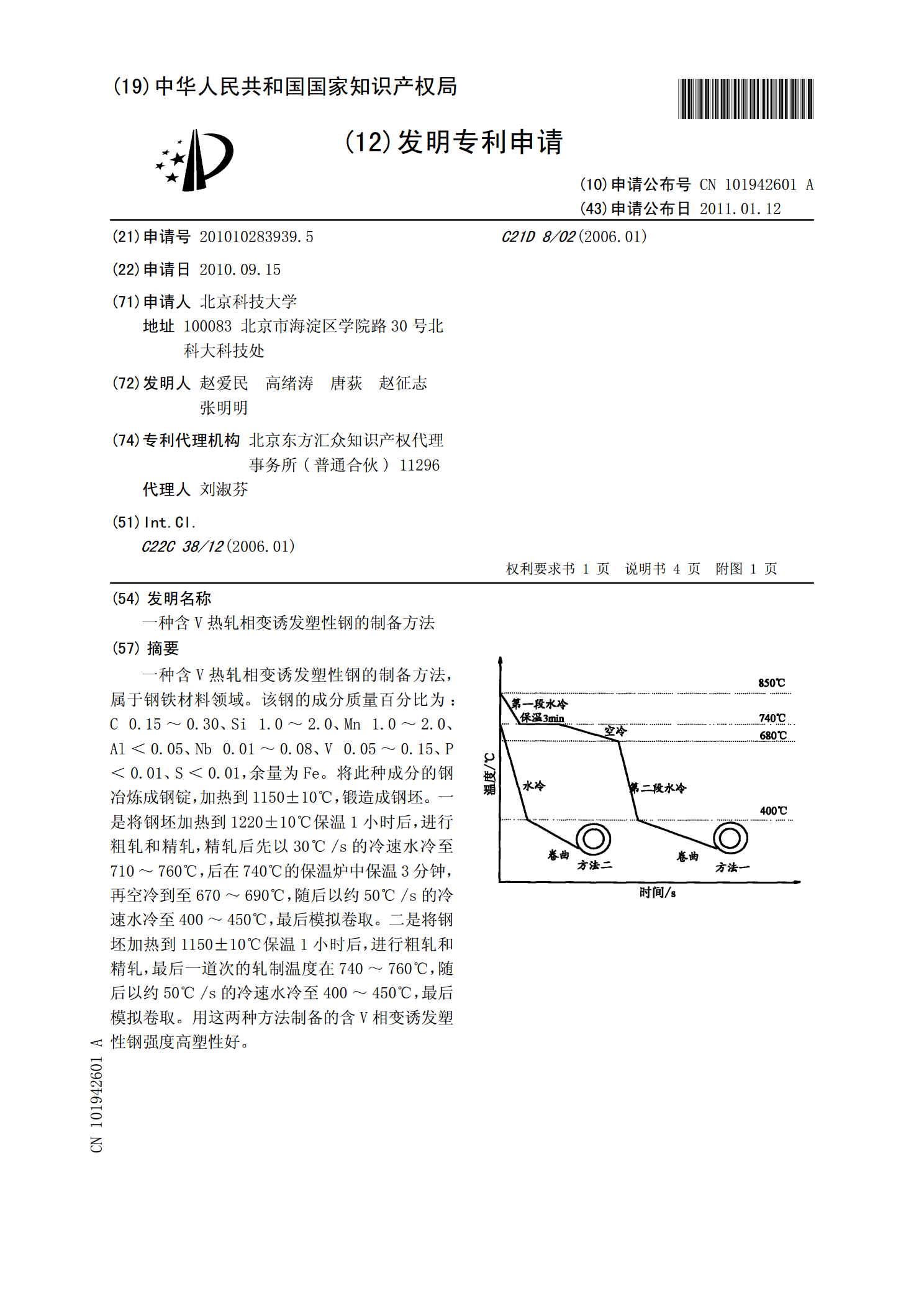
一种含V热轧相变诱发塑性钢的制备方法,属于钢铁材料领域。该钢的成分质量百分比为:C?0.15~0.30、Si?1.0~2.0、Mn?1.0~2.0、Al<0.05、Nb?0.01~0.08、V?0.05~0.15、P<0.01、S<0.01,余量为Fe。将此种成分的钢冶炼成钢锭,加热到1150±10℃,锻造成钢坯。一是将钢坯加热到1220±10℃保温1小时后,进行粗轧和精轧,精轧后先以30℃/s的冷速水冷至710~760℃,后在740℃的保温炉中保温3分钟,再空冷到至670~690℃,随后以约50℃/s的
板坯流程生产相变诱导塑性钢的方法.pdf
本发明涉及相变诱导塑性钢的生产方法,属于塑性钢生产技术领域。本发明的板坯流程生产相变诱导塑性钢的方法包括如下步骤:a.转炉冶炼;b.出钢;c.LF精炼;d.连铸;其中,连铸得到的产品化学成分按照重量百分比计为C:0.25~0.29%,Si1.40~1.60%,Mn:1.90~2.20%,P≤0.020%,S≤0.005%,Ti0.06‑0.08%Als:0.020~0.060%,N:≤0.0060%,其余为铁和不可避免的杂质。采用该方法生产的相变诱导塑性钢杂质少,因而性能好。
TRIP钢动态变形过程相变诱发塑性的有限元模拟方法.pdf
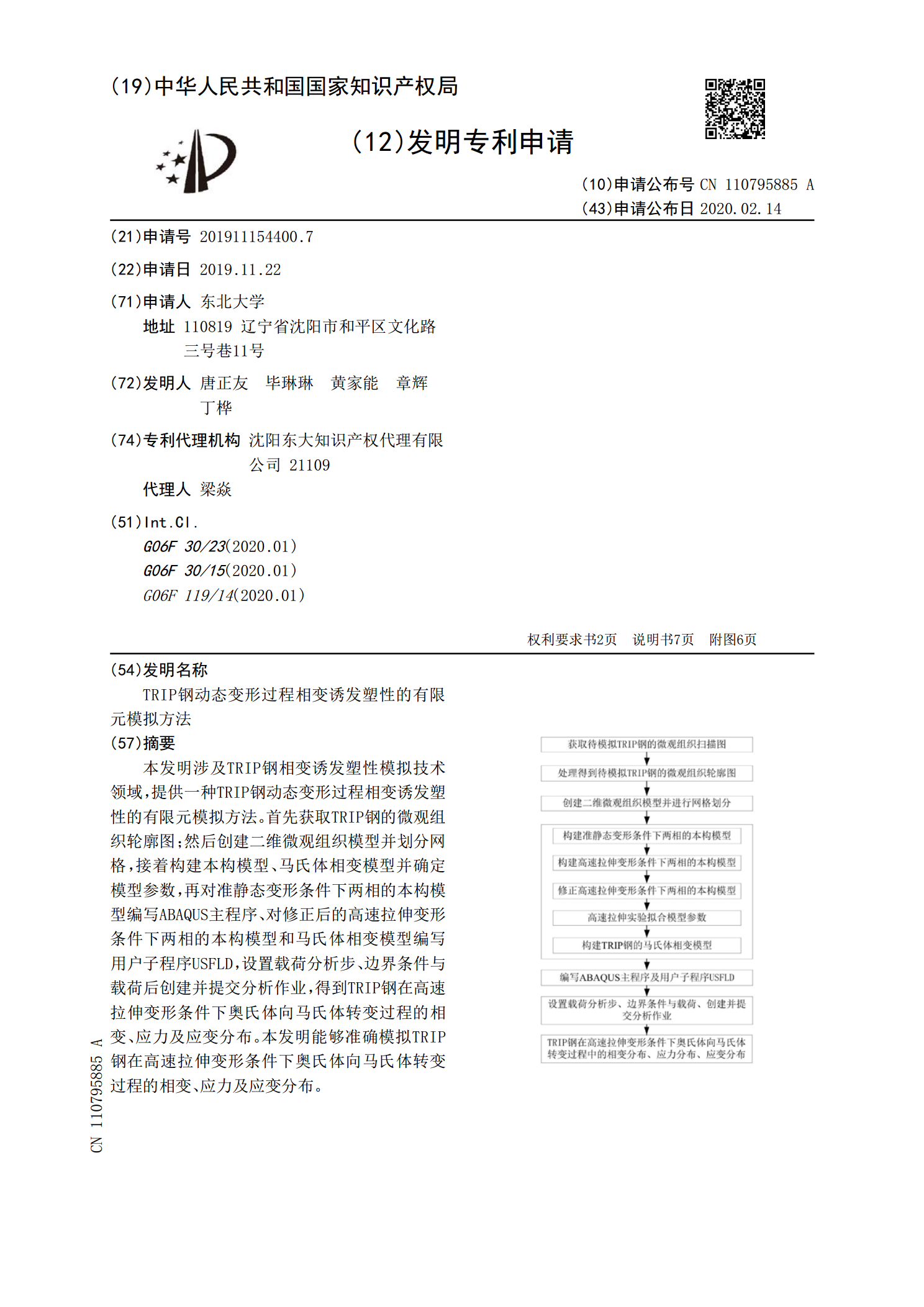
本发明涉及TRIP钢相变诱发塑性模拟技术领域,提供一种TRIP钢动态变形过程相变诱发塑性的有限元模拟方法。首先获取TRIP钢的微观组织轮廓图;然后创建二维微观组织模型并划分网格,接着构建本构模型、马氏体相变模型并确定模型参数,再对准静态变形条件下两相的本构模型编写ABAQUS主程序、对修正后的高速拉伸变形条件下两相的本构模型和马氏体相变模型编写用户子程序USFLD,设置载荷分析步、边界条件与载荷后创建并提交分析作业,得到TRIP钢在高速拉伸变形条件下奥氏体向马氏体转变过程的相变、应力及应变分布。本发明能够