
一种UK接线端子及其制造方法.pdf

志玉****爱啊

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种UK接线端子及其制造方法.pdf
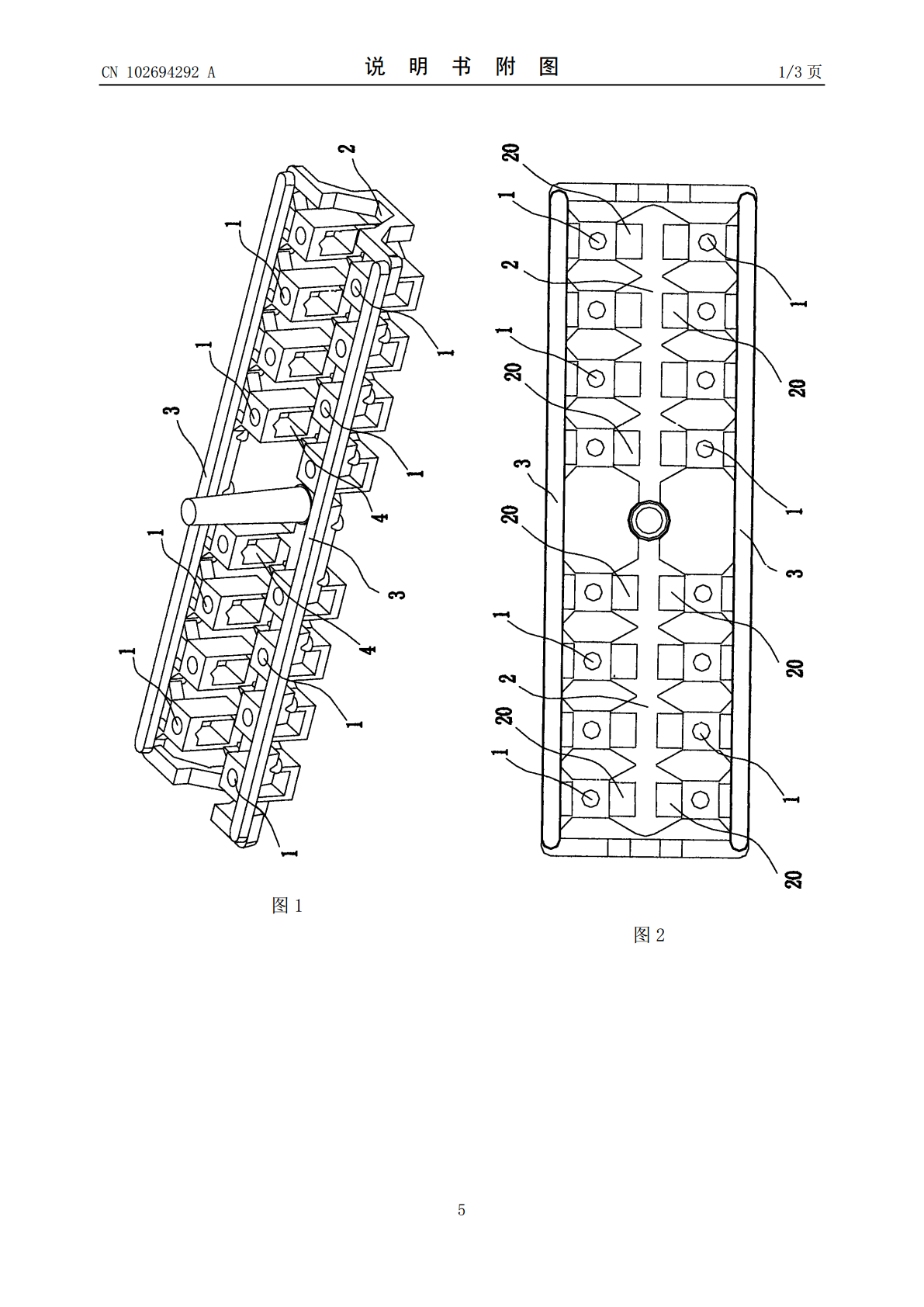
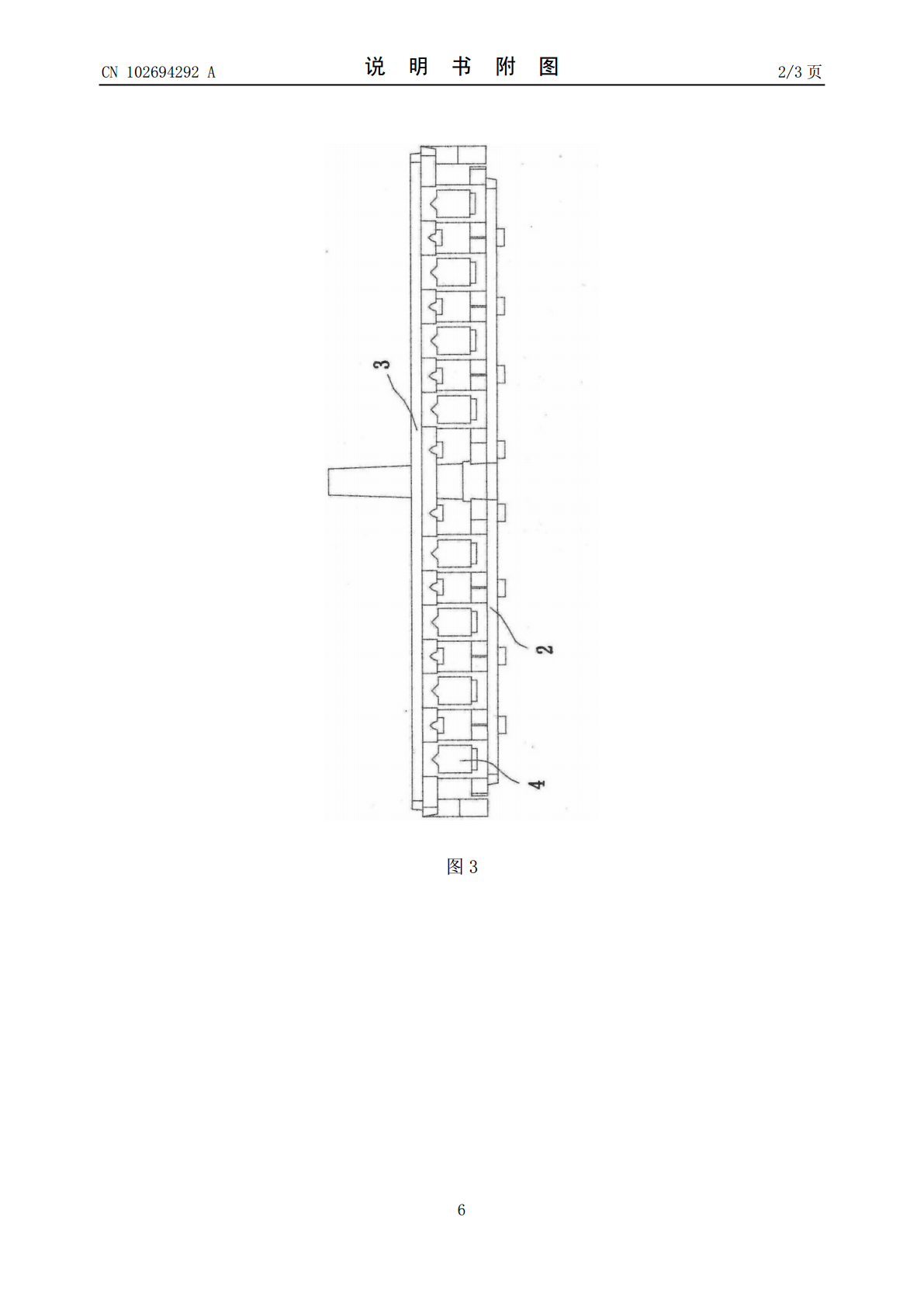
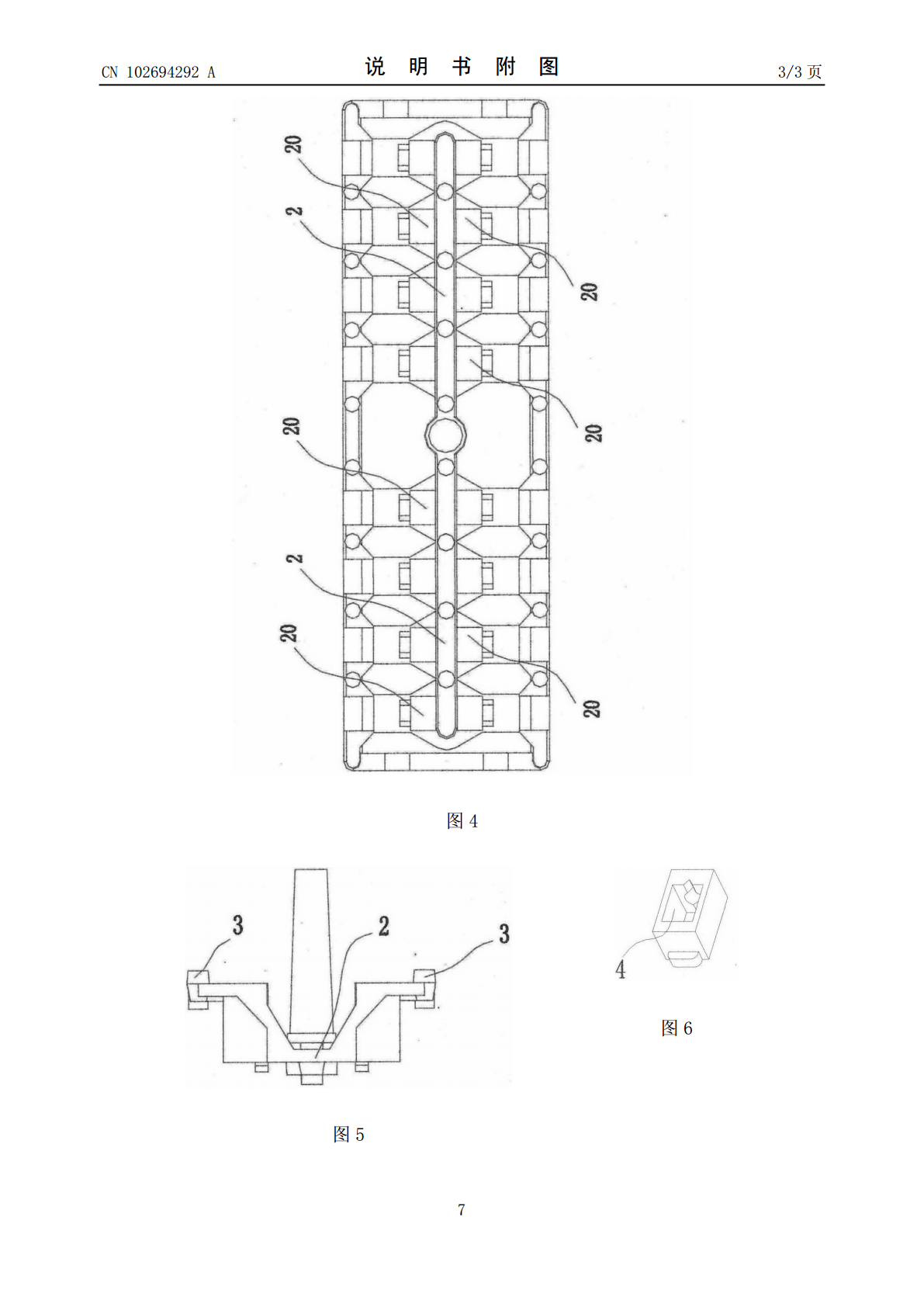
本发明公开一种UK锌合金接线端子,该UK接线端子由模具多对接线端子成排对称设置采用锌合金材料压铸一体成形并冲压分离而成。该UK接线端子的制造方法,包括以下步骤:1)先将锌合金材料在高温炉中加热成溶化状态;2)然后,将溶化成液态的锌合金材料注入制好的一体成形压铸模具中;3)模具加压,一体压铸成形两排对称设置的多个UK锌合金接线端子,然后进行冷却。4)从模具中取出冷却后的一体成形的UK锌合金接线端子,每个接线端子为两端呈非封闭状态的方形筒体,一体成形的多个端子排与排之间的端子底部设有连接两者的连接筋;5)将一
抗扭矩锂电池接线端子及其制造方法和连接方法.pdf
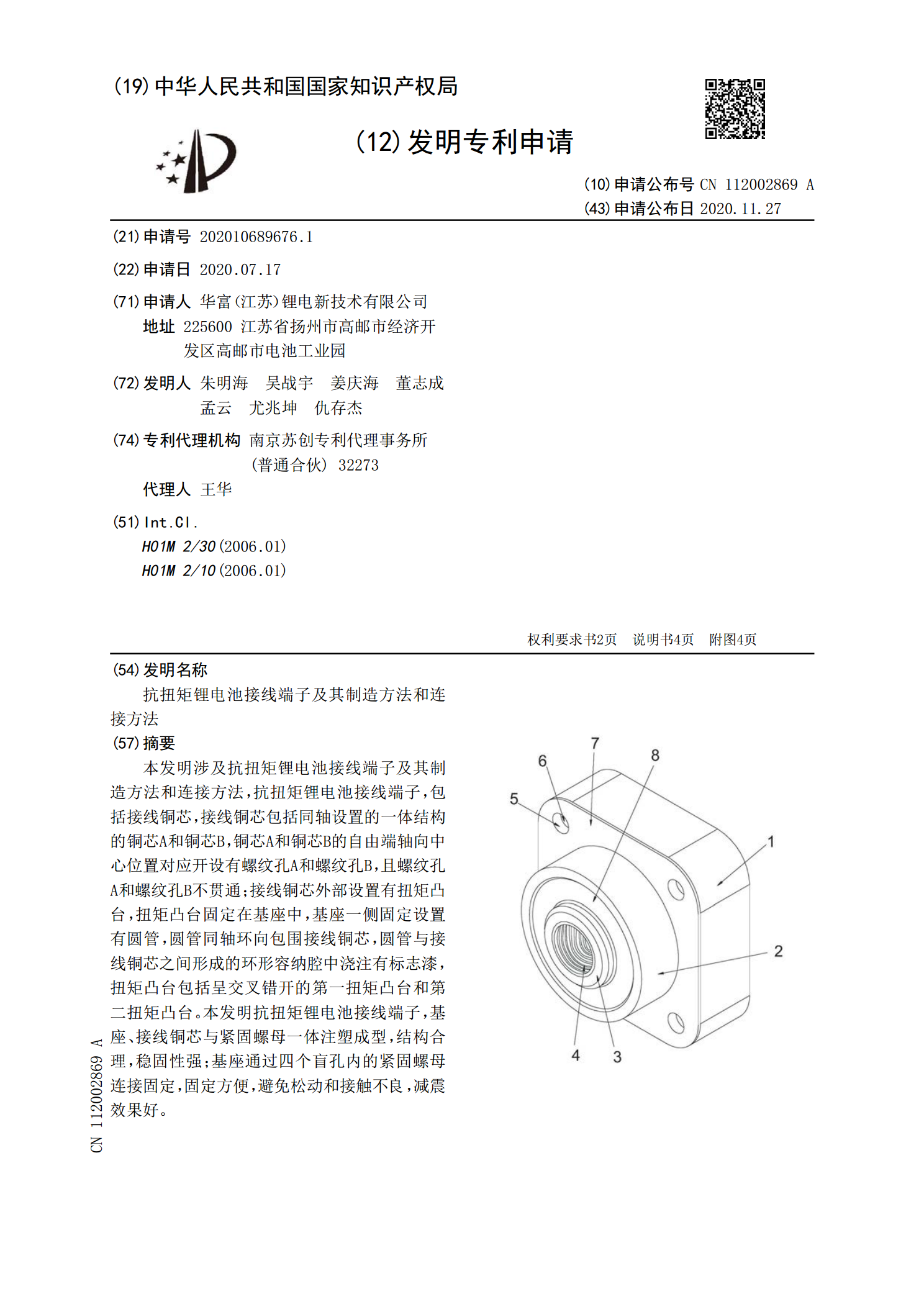
本发明涉及抗扭矩锂电池接线端子及其制造方法和连接方法,抗扭矩锂电池接线端子,包括接线铜芯,接线铜芯包括同轴设置的一体结构的铜芯A和铜芯B,铜芯A和铜芯B的自由端轴向中心位置对应开设有螺纹孔A和螺纹孔B,且螺纹孔A和螺纹孔B不贯通;接线铜芯外部设置有扭矩凸台,扭矩凸台固定在基座中,基座一侧固定设置有圆管,圆管同轴环向包围接线铜芯,圆管与接线铜芯之间形成的环形容纳腔中浇注有标志漆,扭矩凸台包括呈交叉错开的第一扭矩凸台和第二扭矩凸台。本发明抗扭矩锂电池接线端子,基座、接线铜芯与紧固螺母一体注塑成型,结构合理,稳
接线端子、接线端子的应用和用于安装接线端子的方法.pdf
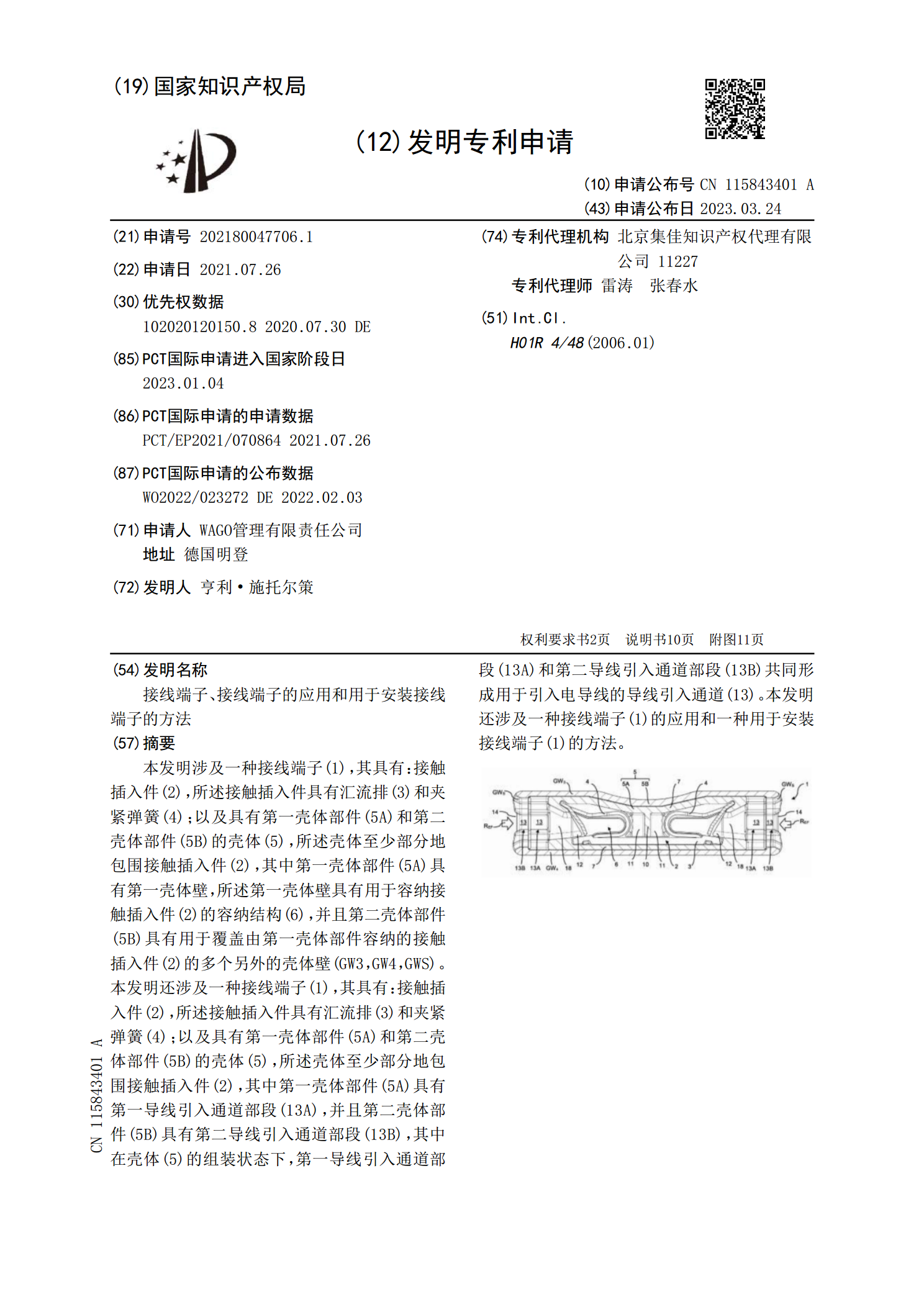
本发明涉及一种接线端子(1),其具有:接触插入件(2),所述接触插入件具有汇流排(3)和夹紧弹簧(4);以及具有第一壳体部件(5A)和第二壳体部件(5B)的壳体(5),所述壳体至少部分地包围接触插入件(2),其中第一壳体部件(5A)具有第一壳体壁,所述第一壳体壁具有用于容纳接触插入件(2)的容纳结构(6),并且第二壳体部件(5B)具有用于覆盖由第一壳体部件容纳的接触插入件(2)的多个另外的壳体壁(GW3,GW4,GWS)。本发明还涉及一种接线端子(1),其具有:接触插入件(2),所述接触插入件具有汇流排(

一种线圈接线端子、线圈及接线方法.pdf
本发明公开一种线圈接线端子、线圈及接线方法。技术方案包括:四方针,垂直插接在线圈骨架端部的针槽内;接线端子,具有压接部和插接部,所述插接部设置在压接部上端一侧、且与压接部平行,所述插接部上设有与所述四方针插接的插接槽,所述压接部上设有压线脚,所述插接部的插接槽下端设有喇叭口形导向口。
开槽端子及其制造方法.pdf
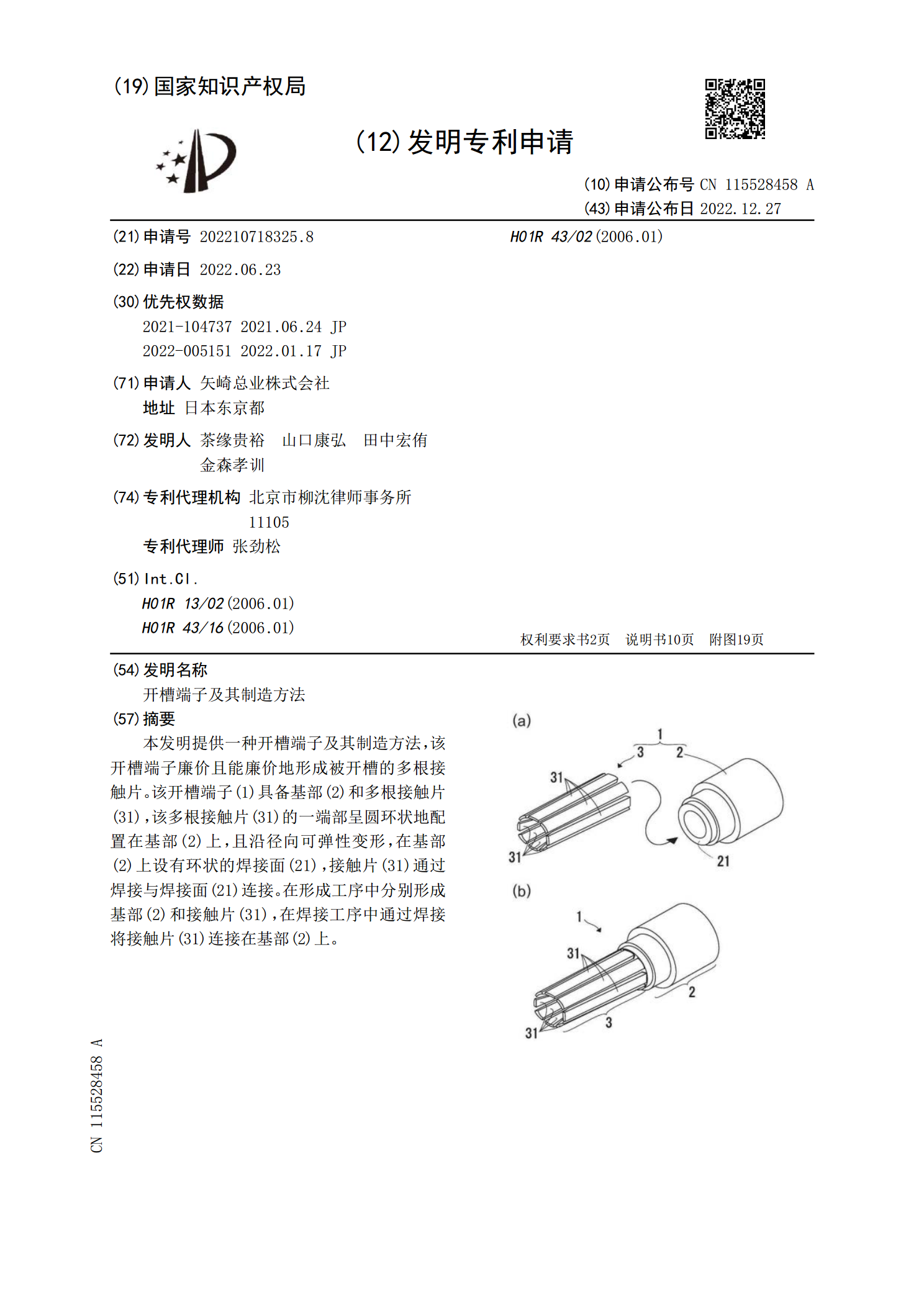
本发明提供一种开槽端子及其制造方法,该开槽端子廉价且能廉价地形成被开槽的多根接触片。该开槽端子(1)具备基部(2)和多根接触片(31),该多根接触片(31)的一端部呈圆环状地配置在基部(2)上,且沿径向可弹性变形,在基部(2)上设有环状的焊接面(21),接触片(31)通过焊接与焊接面(21)连接。在形成工序中分别形成基部(2)和接触片(31),在焊接工序中通过焊接将接触片(31)连接在基部(2)上。