
一种连铸生产中控制铁素体不锈钢板坯宽度的方法.pdf

猫巷****婉慧

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种连铸生产中控制铁素体不锈钢板坯宽度的方法.pdf
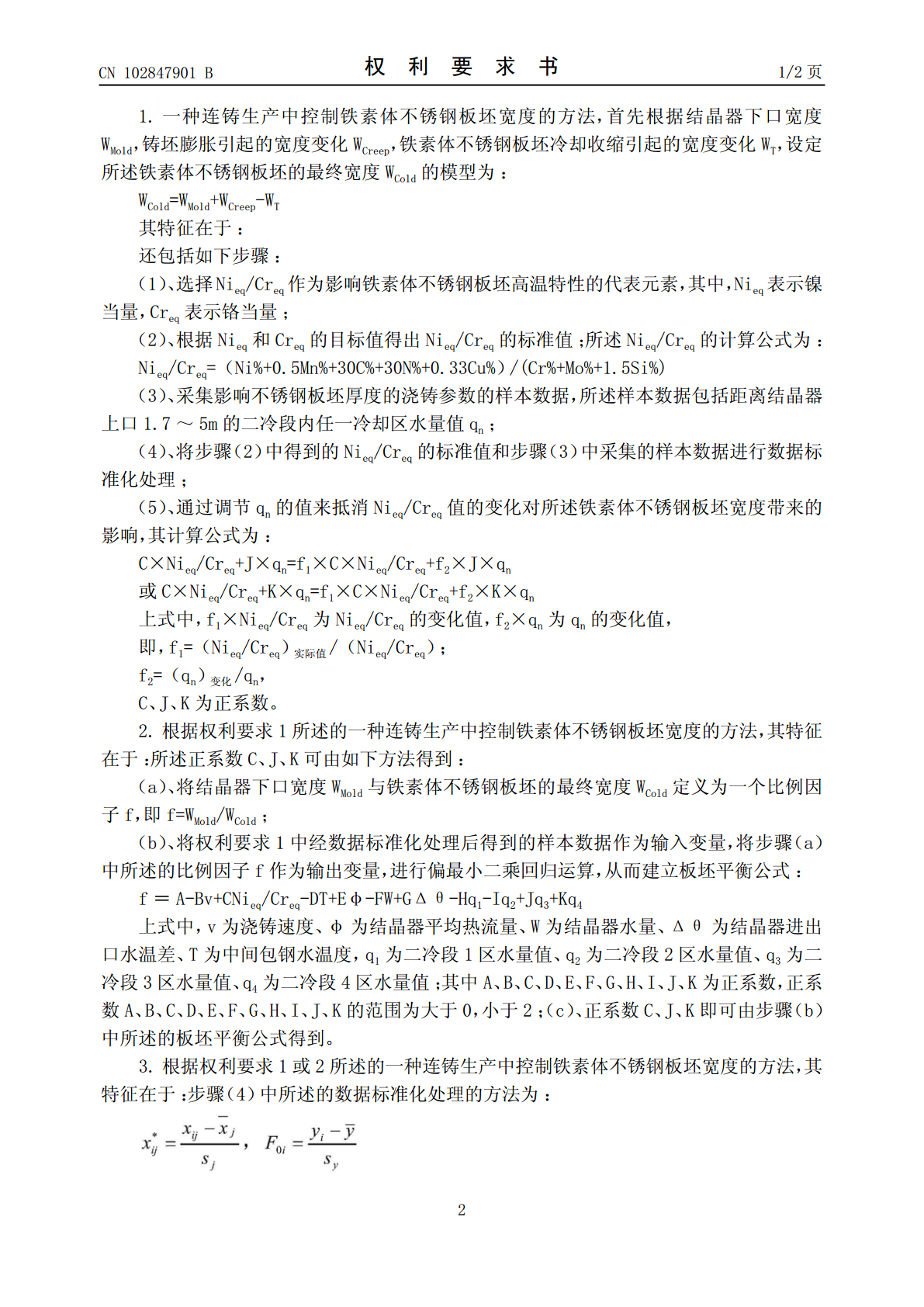
本发明涉及一种连铸生产中控制铁素体不锈钢板坯宽度的方法,该方法符合铁素体钢种的性能特性,通过研究不同炉次间钢水中成分元素的变化给板坯宽度带来的影响,进而通过某一参数来抵消该成分元素变化带来的影响。本发明所提供一种连铸生产中控制铁素体不锈钢板坯宽度的方法可方便有效地控制板坯宽度,生产出符合预设产品要求的板坯,同时满足小误差、控制规律稳定的要求。
一种铁素体不锈钢矩形坯多炉连铸的方法.pdf
本发明涉及一种铁素体不锈钢矩形坯多炉连铸的方法,它包括下述步骤:Ⅰ按连铸机流数序号顺序,分为第一组和第二组,每组流数相同,连铸第5炉大包开包后,浇铸10-15min,钢中包温度为其液相线+30℃~液相线+45℃,先将第二组的每流拉速降至0.60~0.80m/min,再将第一组的每流拉速降至0.40~0.60m/min,更换第一组浸入式水口;Ⅱ将第一组的每流拉速提至0.60~0.80m/min,间隔8~15min,再将第二组的每流拉速降至0.40~0.60m/min,更换第二组浸入式水口,两组浸入式水口全部
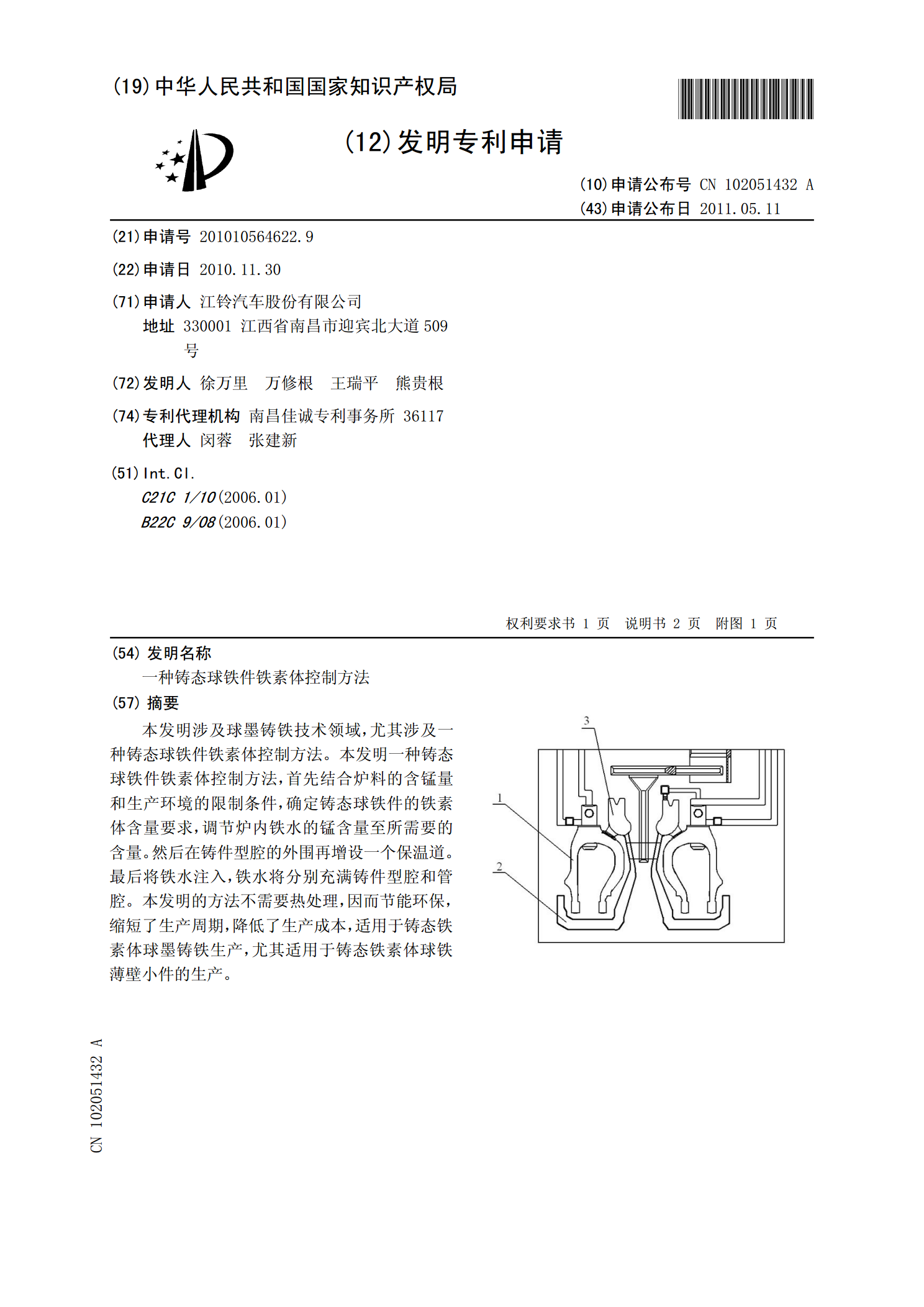
一种铸态球铁件铁素体控制方法.pdf
本发明涉及球墨铸铁技术领域,尤其涉及一种铸态球铁件铁素体控制方法。本发明一种铸态球铁件铁素体控制方法,首先结合炉料的含锰量和生产环境的限制条件,确定铸态球铁件的铁素体含量要求,调节炉内铁水的锰含量至所需要的含量。然后在铸件型腔的外围再增设一个保温道。最后将铁水注入,铁水将分别充满铸件型腔和管腔。本发明的方法不需要热处理,因而节能环保,缩短了生产周期,降低了生产成本,适用于铸态铁素体球墨铸铁生产,尤其适用于铸态铁素体球铁薄壁小件的生产。?
一种超高铬铁素体不锈钢连铸制造方法.pdf
本发明公开了一种超高铬铁素体不锈钢连铸制造方法,步骤如下:原料经电弧炉初炼、AOD精炼、LF炉精炼、VD炉精炼后经方坯连铸机加工成180*180mm连铸方坯;连铸拉速为0.8~1.4m/min,过热度15~50℃;结晶器电磁搅拌强度500~550A,结晶器电磁搅拌频率为±3.0mm,结晶器冷却水量95~105m
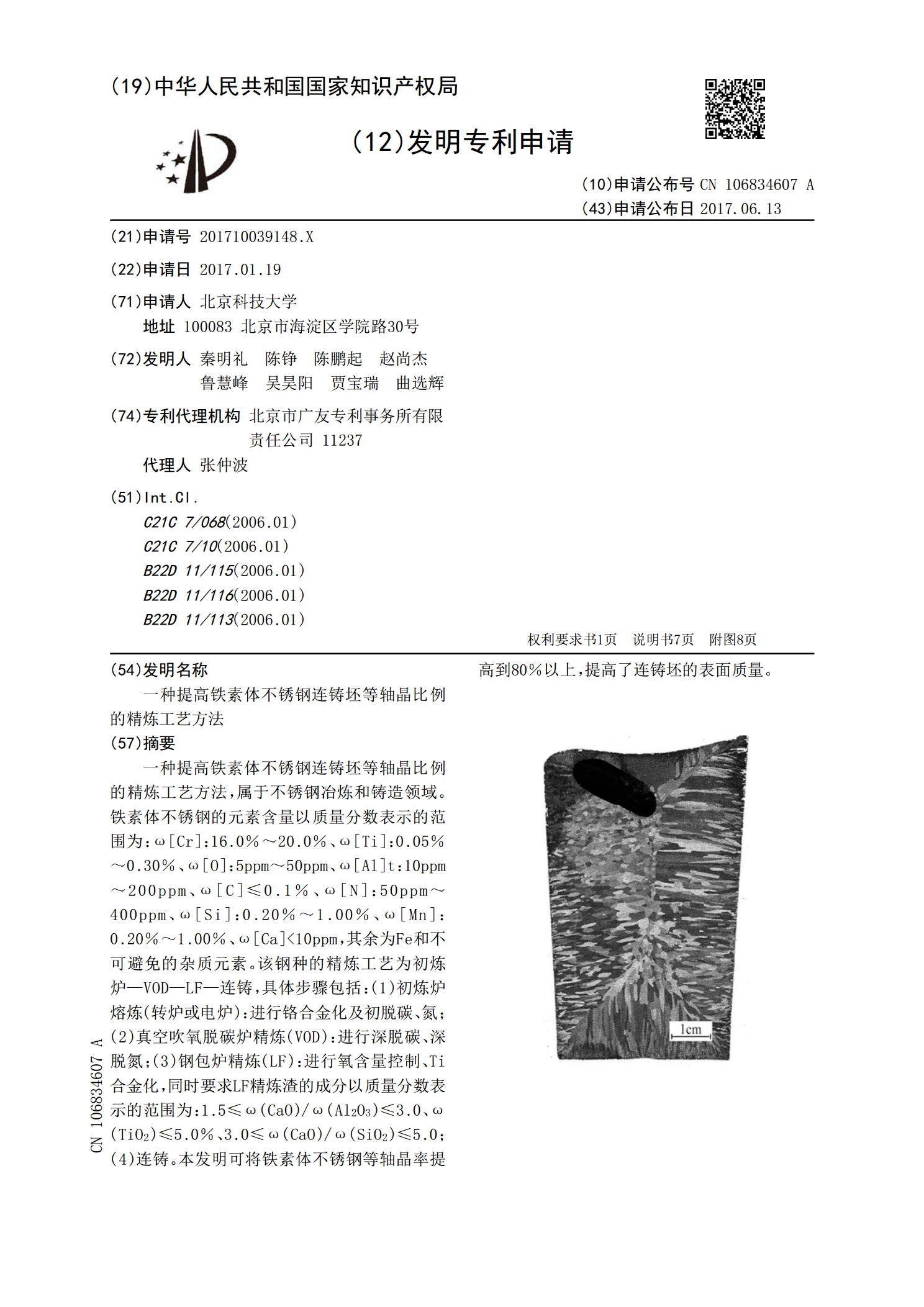
一种提高铁素体不锈钢连铸坯等轴晶比例的精炼工艺方法.pdf
一种提高铁素体不锈钢连铸坯等轴晶比例的精炼工艺方法,属于不锈钢冶炼和铸造领域。铁素体不锈钢的元素含量以质量分数表示的范围为:ω[Cr]:16.0%~20.0%、ω[Ti]:0.05%~0.30%、ω[O]:5ppm~50ppm、ω[Al]t:10ppm~200ppm、ω[C]≤0.1%、ω[N]:50ppm~400ppm、ω[Si]:0.20%~1.00%、ω[Mn]:0.20%~1.00%、ω[Ca]炉—VOD—LF—连铸,具体步骤包括:(1)初炼炉熔炼(转炉或电炉):进行铬合金化及初脱碳、氮;(2)真