
一种铝合金圆杆制备方法.pdf

一条****然后

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种铝合金圆杆制备方法.pdf
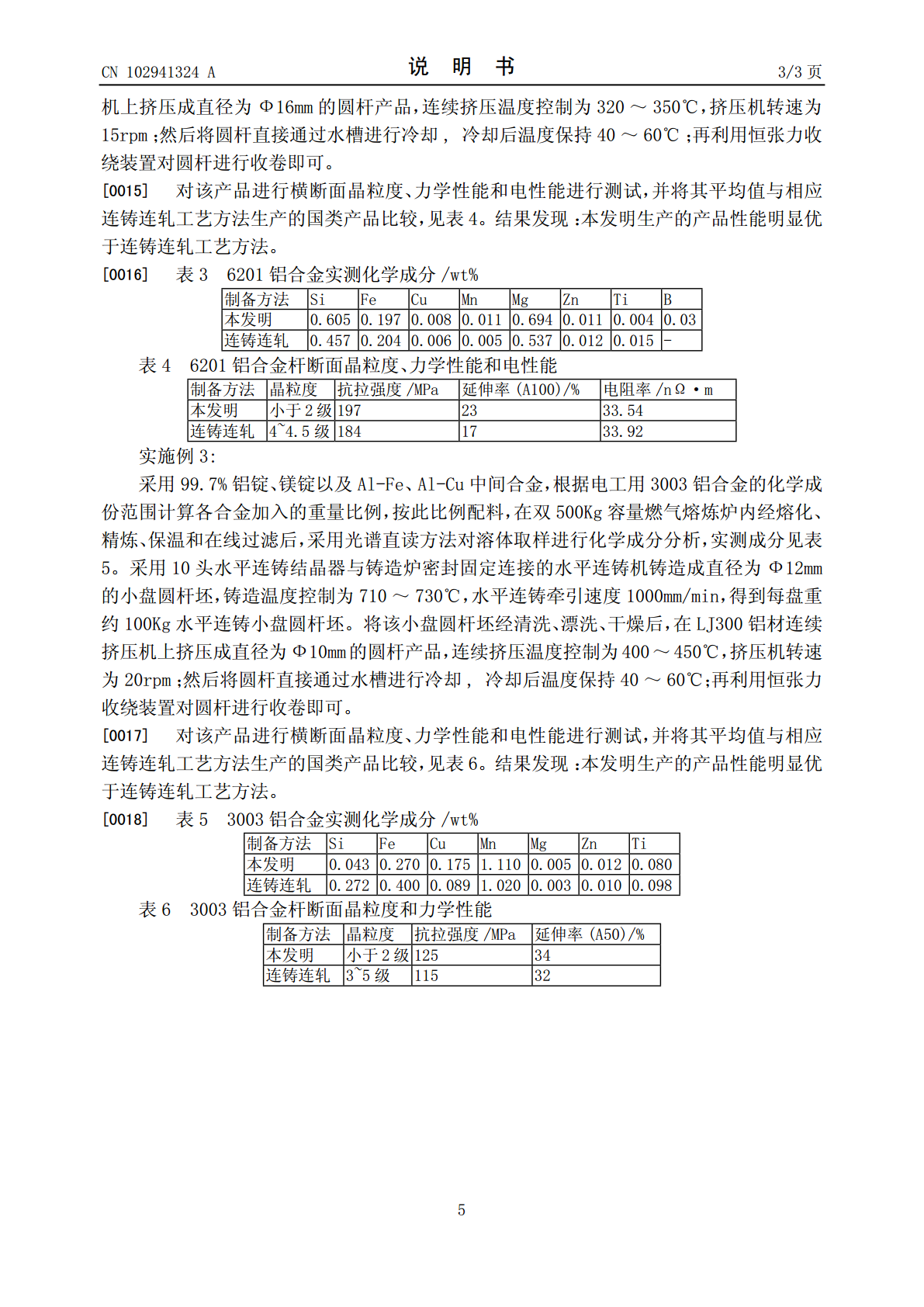
本发明公开了一种铝合金圆杆制备方法,属于铝合金圆杆制备领域,所述的制备方法步骤如下:经过配料、熔化、精炼、保温、在线过滤处理后得到的合金液采用带多头水平连铸结晶器的铸造炉铸造得小盘圆杆坯;之后将小盘圆杆坯进行清洗、漂洗和干燥,之后将小盘圆杆坯在不超过24小时内送入连续挤压机进行连续挤压,得直径为Ф3~Ф16mm的圆杆,然后将圆杆直接通过水槽进行冷却,再利用恒张力收绕装置对圆杆进行收卷即可。本发明的铝合金圆杆制备方法和现有技术相比,具有投资小、工艺简单、操作方便、生产灵活、成材率高、生产成本低等特点。可广泛
一种6061铝合金圆杆的连铸连轧制备方法.pdf
本发明涉及一种6061铝合金圆杆的连铸连轧制备方法,属于铝合金圆杆加工技术领域。该方法包括:铝液熔炼、铝液合金化、铝液电磁搅拌、铝液精炼、铝液转炉、铝液在线除气、铝液在线过滤、铝液控流、铝液连续铸造、铝坯在线矫直、铝坯中频感应炉加热、铝坯粗轧、铝坯精轧、成品圆杆在线雾化淬冷、成品圆杆自动绕线和成品卷打包这些大步骤;本发明采用连铸连轧生产的6061铝合金圆杆,表面无裂纹、起皮、氧化皮;抗拉强度和伸长率高,物理性能稳定。生产效率高,能耗低,绿色低碳,易于推广应用。
一种铝合金杆及其制备方法和铝合金线的制备方法.pdf
本发明涉及一种铝合金杆及其制备方法和铝合金线的制备方法,所述铝合金杆各组分的重量百分比为:Fe0.1%~2.5%,Mg0.1%~0.8%,所述铝合金杆还包含Cu、Zr、Ni、Mn、Re、Ti、B中的一种或两种以上的混合物,所述混合物的重量百分比为0.005%~2.0%,余量为铝和杂质。本发明提供的铝合金杆通过大量实验筛选出了中间合金的组成、配比以及中间合金的添加顺序,采用按次序加入各中间合金及纯金属的方法来控制各组份含量,可得到符合要求的铝合金杆;另外,通过炉内和在线除气装置,使铝合金液体的含氢量减少
一种铝合金圆杆及其生产方法.pdf
本发明公开了一种铝合金圆杆及其生产工艺,所述铝合金圆杆化学成分重量配比如下:铜0.2~0.5%,铁0.1~0.3%,硅0.02~0.05%,钛0~0.02%,钾0~0.02%,锌≦0.001%,锰≦0.001%,镁≦0.0003%,余量为铝,依次经过电解原铝液、陈分分析、添加铜铁剂、电磁搅拌、确定铝液中的铜铁成分含量、调整温度、炉内净化、炉内静置、炉外净化、在线除气、连续浇铸、剪切坯料、连续轧制、冷却、检验,即得成品圆铝杆。本发明的铝合金圆杆主要用于加工高导电率的铝合金电缆,此种铝合金圆杆制作的电缆比铜芯
一种超大卷重铝合金盘圆杆料的制备工艺.pdf
本发明涉及一种超大卷重铝合金盘圆杆料的制备工艺,其包括如下工序:S1、将铝合金熔体采用水平连续铸造方法得到直径为目标杆料直径2.5‑3.5倍的成卷铝合金盘圆杆坯;S2、将成卷铝合金盘圆杆坯在热循环炉内加热到均匀化温度保温6‑12h,随炉冷却到220‑280℃后出炉空冷,得到均匀化处理的成卷铝合金盘圆杆坯;S3、将成卷铝合金盘圆杆坯放料、校直、在线感应加热后送入热连轧机连续轧制成目标直径的杆料;热连轧总压下量≥85%;S4、收排成卷。本发明相比现有技术,更适于生产超大卷重高强度、高性能、难变形的铝合金棒材,