
刀具热处理方法.pdf

冷霜****魔王

1/3
2/3
3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
刀具热处理方法.pdf
本发明属于热处理工艺领域,具体是一种金属材料的刀具热处理方法。刀具热处理方法,它包括如下步骤:a.预加热,将制造成型的刀具通过普通加热炉加热至700-850℃;b.通过预加热后进行淬火加热,淬火加热温度为1230-1300℃,淬火加热两小时后放入航空煤油中进行冷却;c.回火,将淬火冷却后的刀具放入回火炉中进行回火,回火的温度为595-625℃,回火后放入机油中进行冷却;d.机油冷却后的刀具进行低温加热,加热后放入石英砂中自然冷却,低温加热的温度为150℃。本发明的优点是提高了刀具的硬度、耐磨度以及红硬度,

刀具热处理.doc
七、高速钢刀具打的变形开裂及防止措施淬火变形是钢淬火必然产生的客观规律。高速钢刀具在热处理过程中经常遇到变形开裂的问题,尺寸较大、形状较复杂的刀具及细长的刀具尤为突出(前者易开裂,后者易变性)。现在仅将生产过程中遇到的刀具变形、开裂情况及防止措施,结合典型刀具为例作一些说明。【高速钢刀具产生变形开裂的原因】高速钢刀具产生变形开裂,主要是受到组织应力和热应力的影响。1、组织应力的影响刀具在加热和冷却过程中发生各种组织转变,由于钢中各组织的比容不同,因此在相变时发生体积变化。尤其是高速钢,淬火冷却胡得到高合金
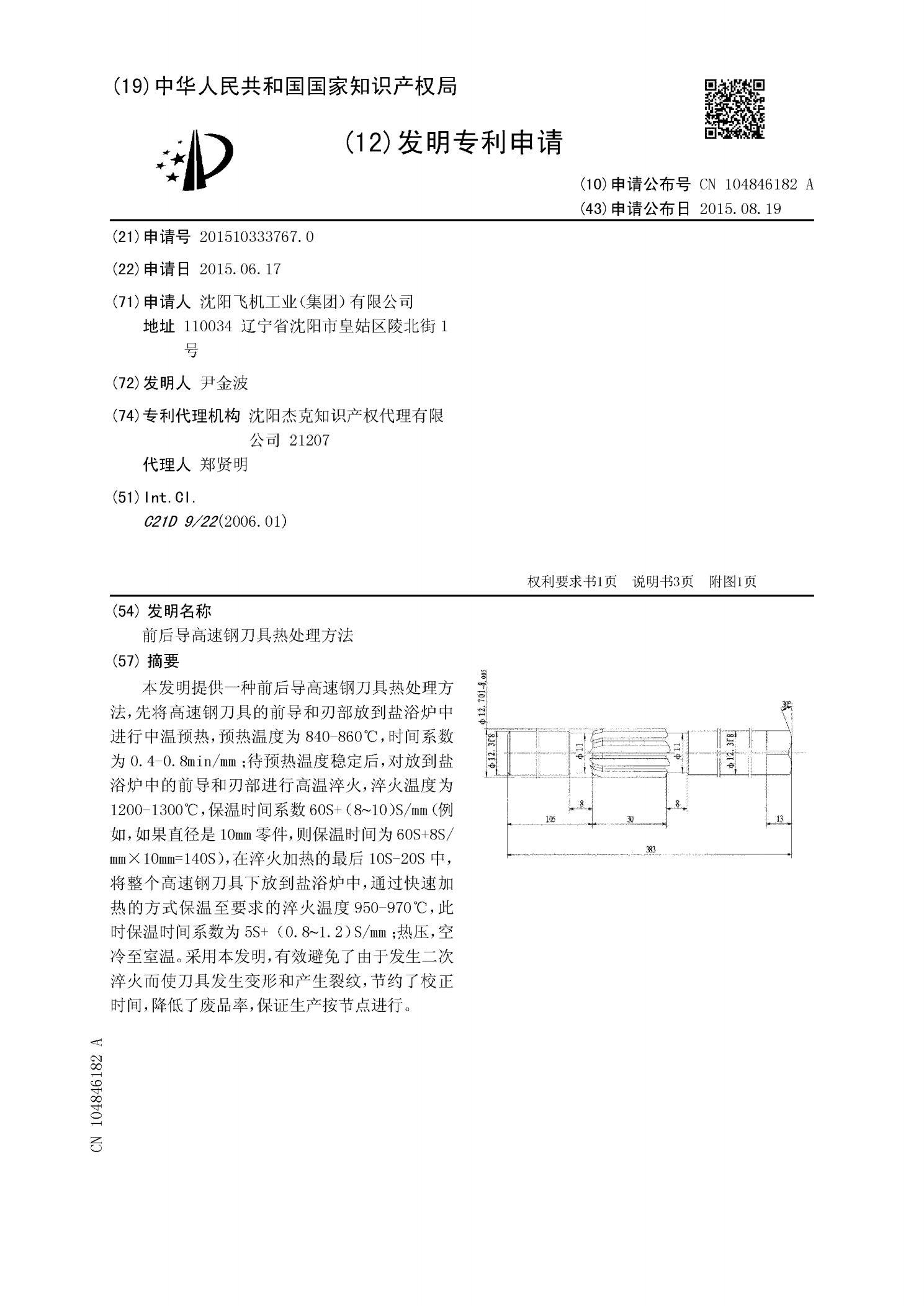
前后导高速钢刀具热处理方法.pdf
本发明提供一种前后导高速钢刀具热处理方法,先将高速钢刀具的前导和刃部放到盐浴炉中进行中温预热,预热温度为840-860℃,时间系数为0.4-0.8min/mm;待预热温度稳定后,对放到盐浴炉中的前导和刃部进行高温淬火,淬火温度为1200-1300℃,保温时间系数60S+(8~10)S/mm(例如,如果直径是10mm零件,则保温时间为60S+8S/mm×10mm=140S),在淬火加热的最后10S-20S中,将整个高速钢刀具下放到盐浴炉中,通过快速加热的方式保温至要求的淬火温度950-970℃,此时保温时间
厨房刀具的真空油淬热处理方法.pdf
本发明涉及一种厨房刀具的处理方法,特别涉及一种厨房刀具的真空油淬热处理方法。本发明提供了如下技术方案:一种厨房刀具的真空油淬热处理方法,包括以此步骤,a、将加工成型的厨房刀具批量放置于真空油淬热处理炉中;b、对投入到真空油淬热处理炉中的厨房刀具采用五段加热及保温;c、将经过步骤b的厨房刀具实施油淬。采用上述技术方案,提供了一种可促使厨房刀具抗氧化性好、硬度均匀、不易断裂的厨房刀具的真空油淬热处理方法。
硬质合金刀具的热处理方法.pdf
本发明公开了一种硬质合金刀具的热处理方法,涉及硬质合金材料技术领域,该方法包括以下步骤:将硬质合金刀具放入真空炉中加热至1200-1280℃,保温0.5-1h,真空度控制为0.4-0.6Pa,然后升温到1350-1400℃,保温1-1.5h;保温结束后通入10-20bar的冷却气体进行气淬,以100-200℃/min的速度降温至800℃以下,再以5-10℃/min的速度冷却至室温;在400-500℃的条件下回火1-1.5小时,回火三次。本发明解决了现有硬质合金刀具热处理方法存在污染严重,所生产的刀具性能不