
铝箔及其制备方法.pdf

是浩****32

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
铝箔及其制备方法.pdf
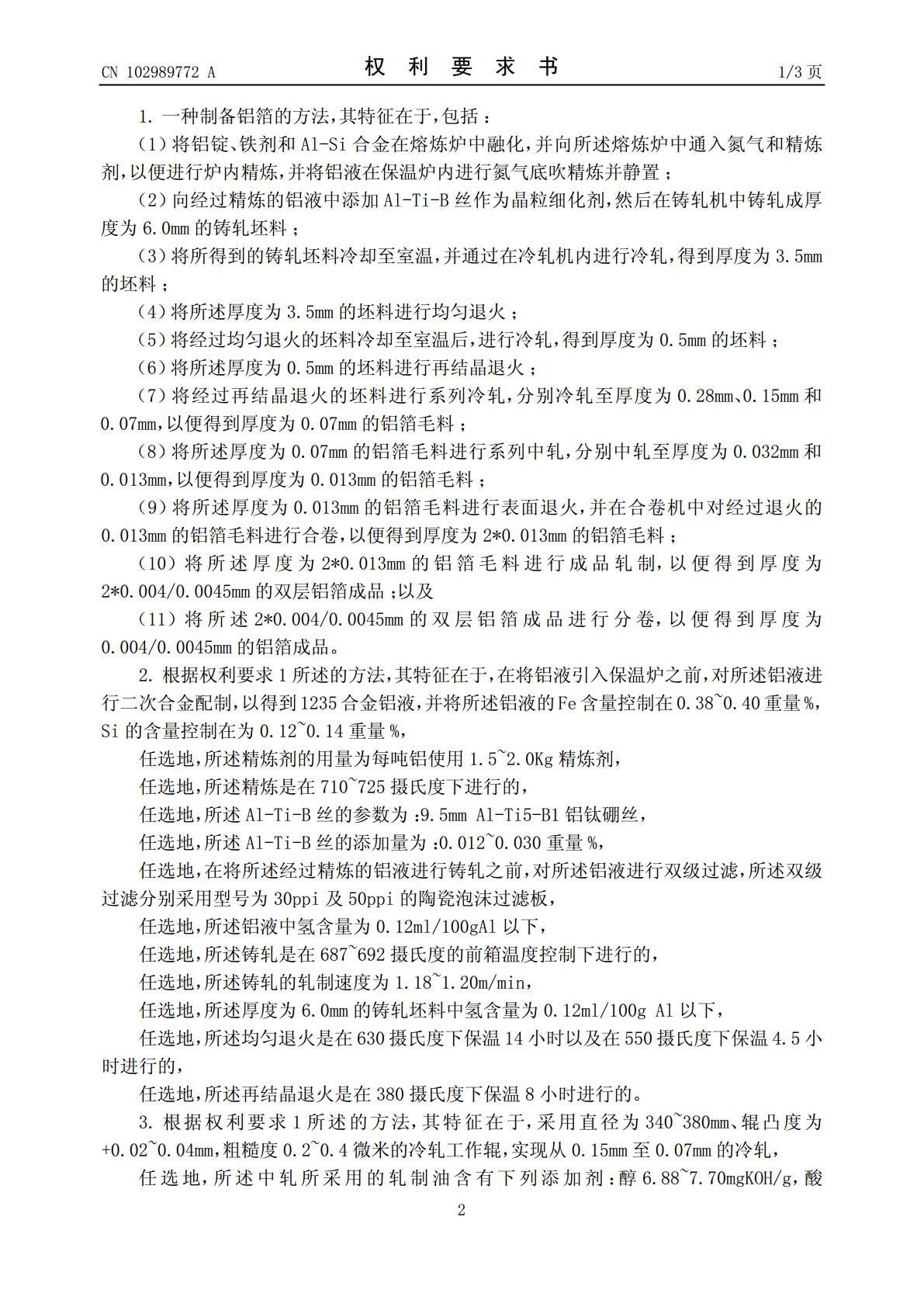
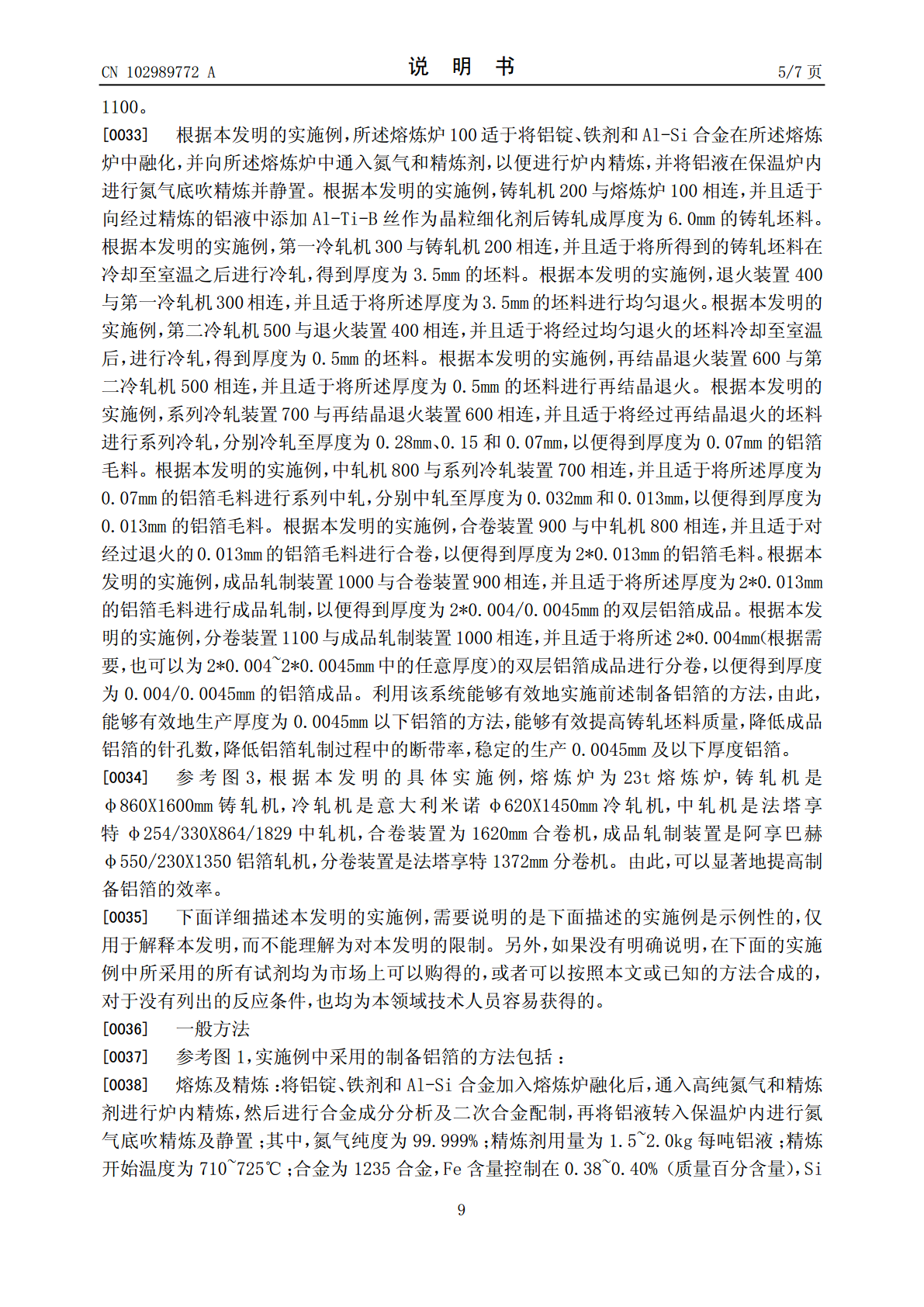
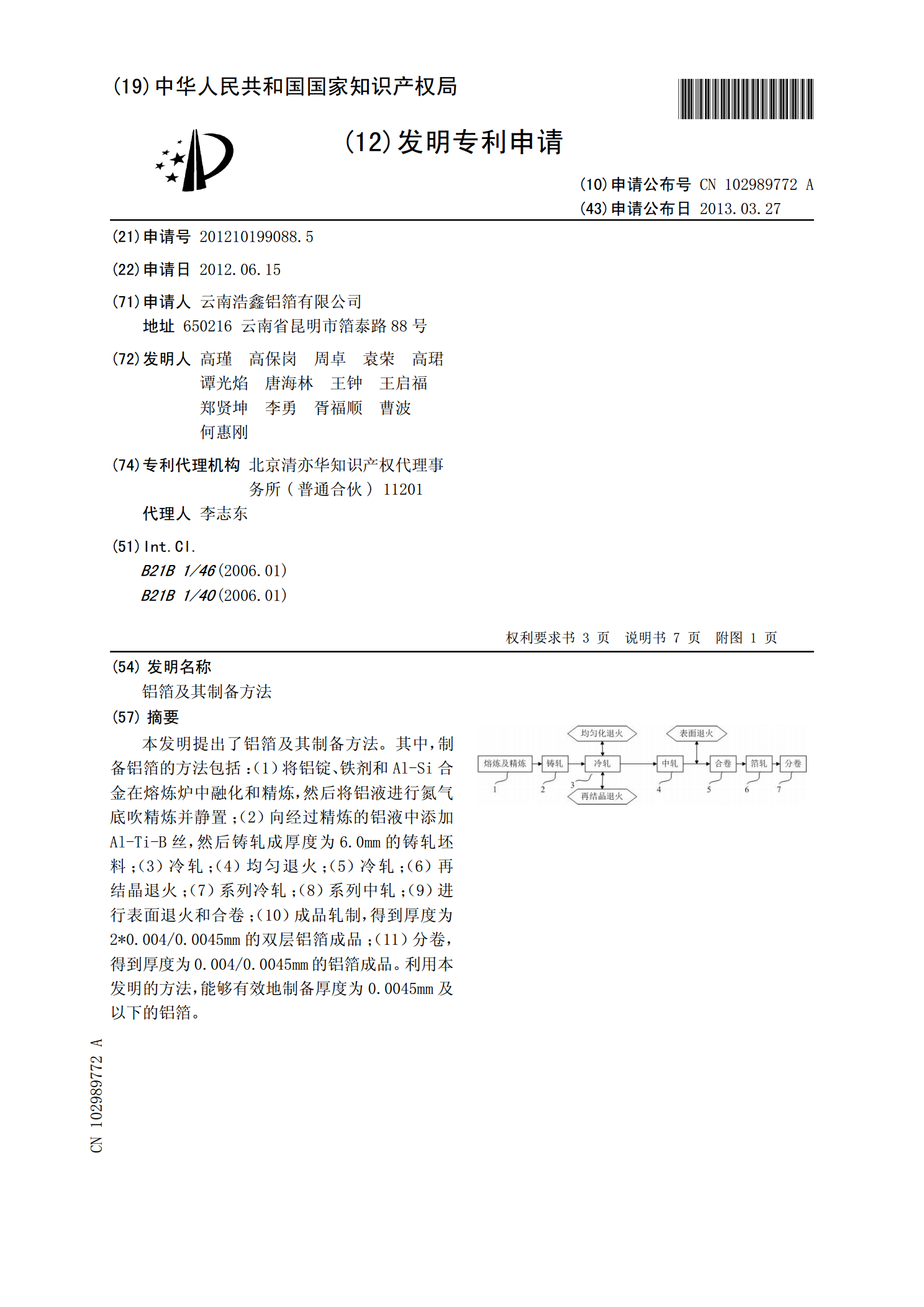
本发明提出了铝箔及其制备方法。其中,制备铝箔的方法包括:(1)将铝锭、铁剂和Al-Si合金在熔炼炉中融化和精炼,然后将铝液进行氮气底吹精炼并静置;(2)向经过精炼的铝液中添加Al-Ti-B丝,然后铸轧成厚度为6.0mm的铸轧坯料;(3)冷轧;(4)均匀退火;(5)冷轧;(6)再结晶退火;(7)系列冷轧;(8)系列中轧;(9)进行表面退火和合卷;(10)成品轧制,得到厚度为2*0.004/0.0045mm的双层铝箔成品;(11)分卷,得到厚度为0.004/0.0045mm的铝箔成品。利用本发明的方法,能够有
一种涂碳铝箔及其制备方法.pdf
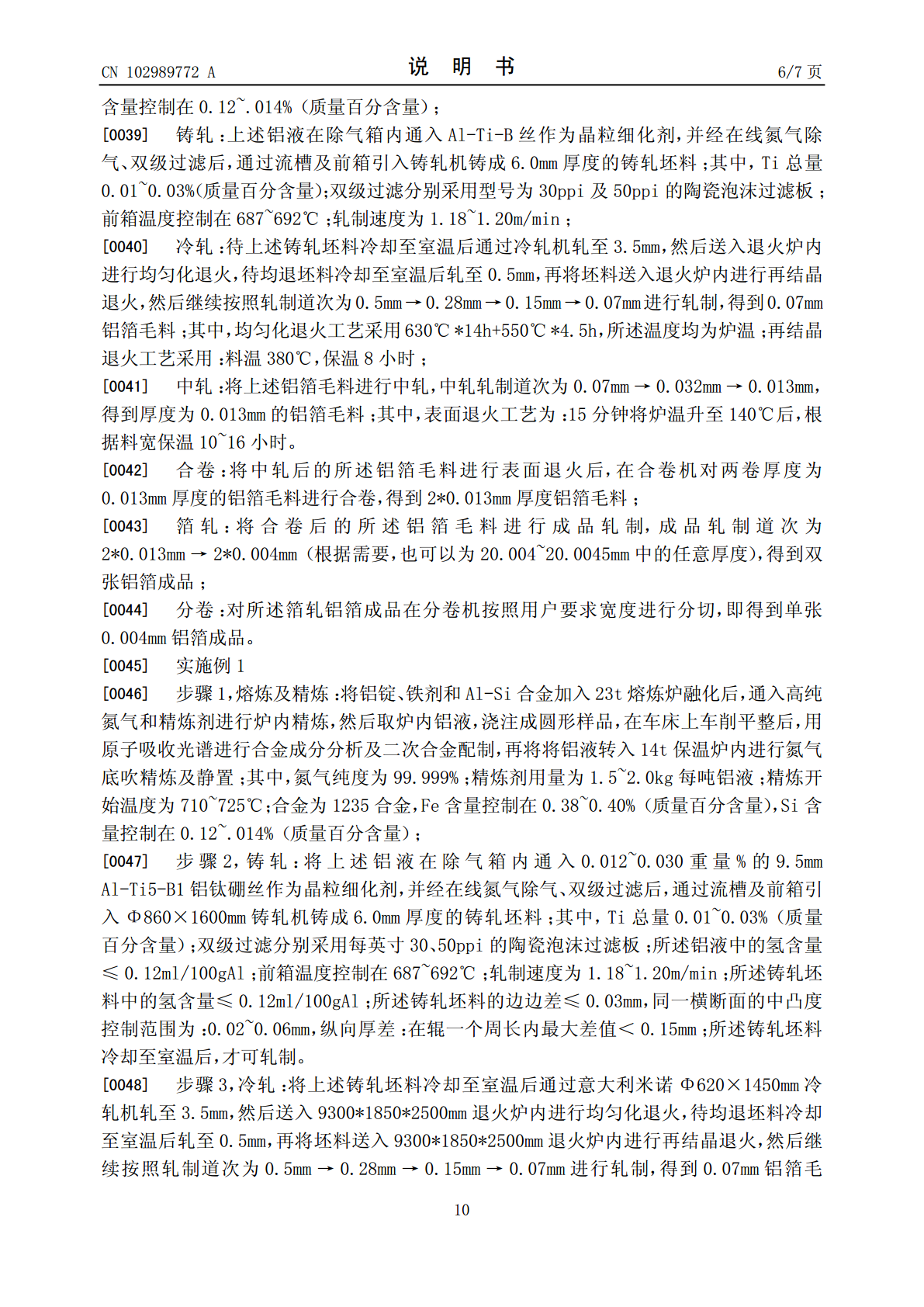
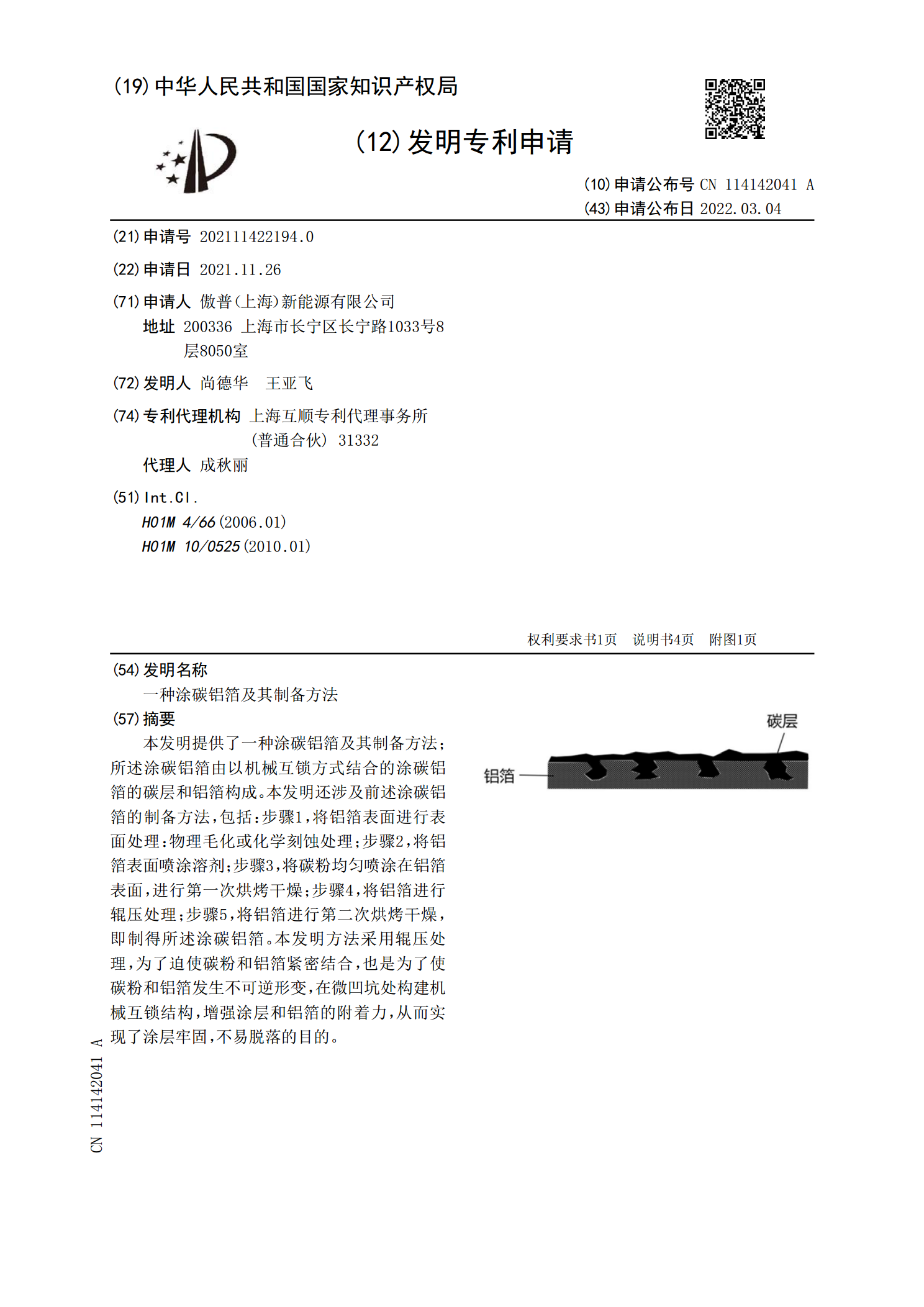
本发明提供了一种涂碳铝箔及其制备方法;所述涂碳铝箔由以机械互锁方式结合的涂碳铝箔的碳层和铝箔构成。本发明还涉及前述涂碳铝箔的制备方法,包括:步骤1,将铝箔表面进行表面处理:物理毛化或化学刻蚀处理;步骤2,将铝箔表面喷涂溶剂;步骤3,将碳粉均匀喷涂在铝箔表面,进行第一次烘烤干燥;步骤4,将铝箔进行辊压处理;步骤5,将铝箔进行第二次烘烤干燥,即制得所述涂碳铝箔。本发明方法采用辊压处理,为了迫使碳粉和铝箔紧密结合,也是为了使碳粉和铝箔发生不可逆形变,在微凹坑处构建机械互锁结构,增强涂层和铝箔的附着力,从而实现了
一种空调用铝箔及其制备方法.pdf
本发明涉及铝合金制造技术领域,公开了一种空调用铝箔及其制备方法。该方法包括以下步骤:(1)将电解铝液、铝锭以及铝合金固体废料放入熔炼炉中,接着依次进行精炼、静置、除气除渣、搅拌和调整成分,并加入铝钛硼丝作晶粒细化,得到铝熔体;(2)将步骤(1)所得铝熔体转移至铸轧机组中进行铸轧,(3)板坯进行一次冷轧,然后进行中间退火和二次冷轧得到铝板带卷,(4)铝板带卷进行4道次箔轧至成品厚度,然后进行分切和成品热处理。该方法通过改善铸轧和冷轧工艺条件,在保证力学性能的情况下,以改善空调用铝箔板面起皮、孔洞和白条缺陷等
一种容器用铝箔及其制备方法.pdf
本发明涉及容器用铝箔加工技术领域,公开了一种容器用铝箔及其制备方法。该方法包括:(1)将电解铝液和钛合金进行熔化,电磁搅拌3‑5次;(2)采用二次精炼工艺进行精炼,3‑5分钟后进行扒渣处理,然后进行成分检验,加入钛合金进行成分调整后再次进行二次精炼,扒渣;(3)转炉,静置40‑100分钟后过滤;(4)加入经过挤压或轧制的Al‑5Ti‑1B杆料进行晶粒细化处理,然后进行多次连续铸轧;(5)冷却,然后进行多次冷轧和多次退火处理;(6)进行五道次轧制工序,然后采用静电涂油方式将食品级润滑油雾化,喷涂至铝箔表面,
含负氧离子超吸水涂层及其制备方法、铝箔及铝箔的制造方法.pdf
本发明提供了一种含负氧离子超吸水的涂层,包括以下重量百分比材料:氧化钙5%‑8%,氧化钠5%‑8%,水解聚丙烯酰胺20%‑30%,六偏磷酸钠3%‑5%,改性环氧丙烷5%‑8%,负氧离子粉体复合材料0.5%‑0.8%,助剂及纯净水50%‑60%;所述负氧离子粉体复合材料包括以下重量百分比材料:硼75%,铝10%,钠5%,铁5%,镁2.5%,锂2.5%。本发明提供一种含负氧离子超吸水涂层及制备方法、铝箔及铝箔的制造方法,能够实现全热转轮交换器在热交换过程中在室内产生负氧离子,同时增加吸水性能。