
一种阀体用马氏体不锈钢及其制造方法.pdf

Ja****44

1/10
2/10

3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种阀体用马氏体不锈钢及其制造方法.pdf
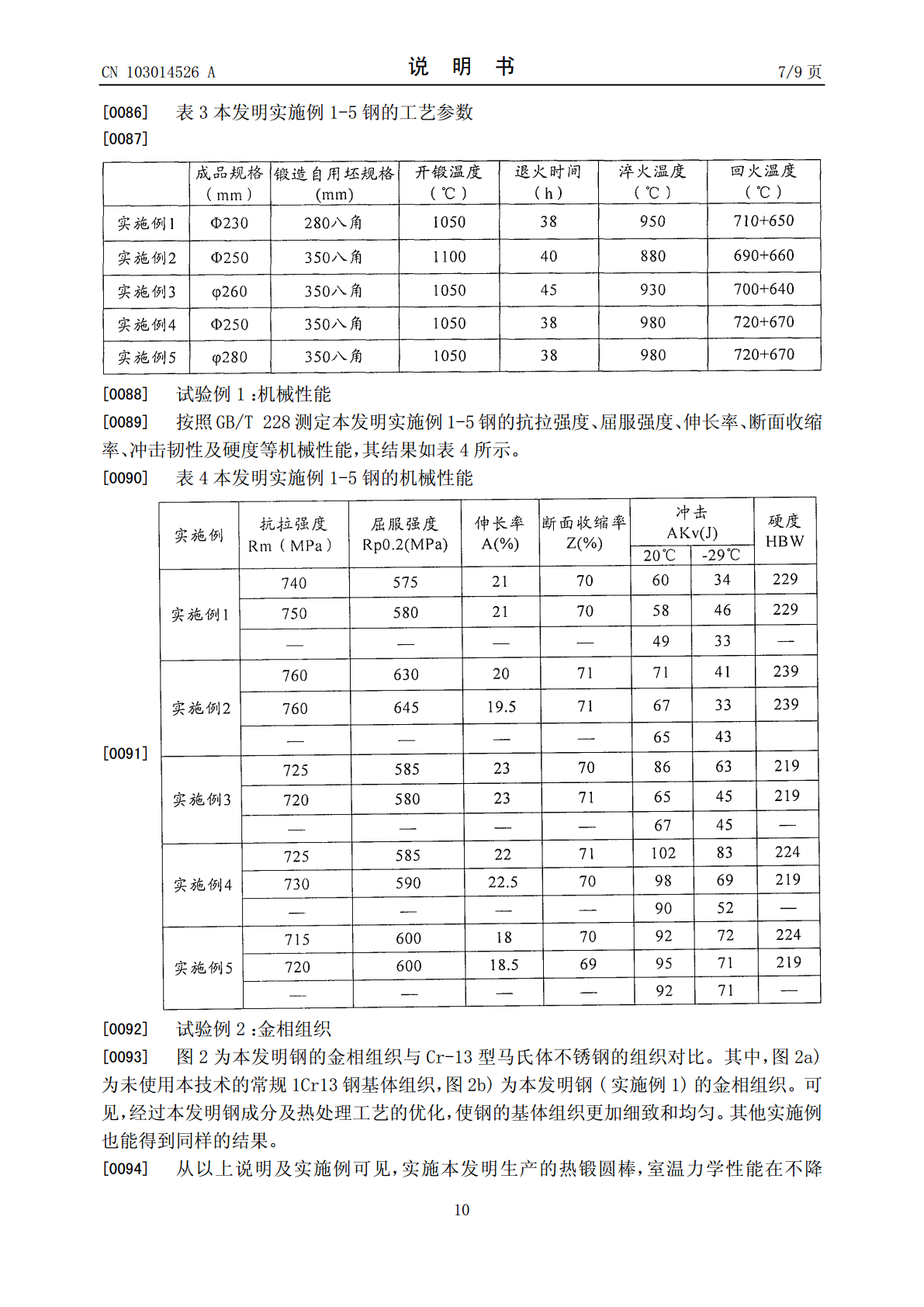
本发明涉及一种经济型阀体用马氏体不锈钢,其重量百分比计的化学元素成分是:碳:0.10-0.15%,硅:0-0.5%,锰:0.5-1.0%,镍:0.25-0.50%,铬:10.00-13.00%,钼:0.01-0.5%,Cu≤0.20%,硫≤0.03%,磷≤0.03%,氮:0.01-0.20%,氢≤0.00016%,氧≤0.0035%,稀土:0.01-0.10%,余为Fe和不可避免杂质。其制造方法,包括:第一步,电弧炉EAF初炼→AOD/LF精炼→VD脱气→模铸;第二步,快锻开坯→径锻热锻到成品规格;第三步
一种阀体用马氏体不锈钢及其制备方法.pdf
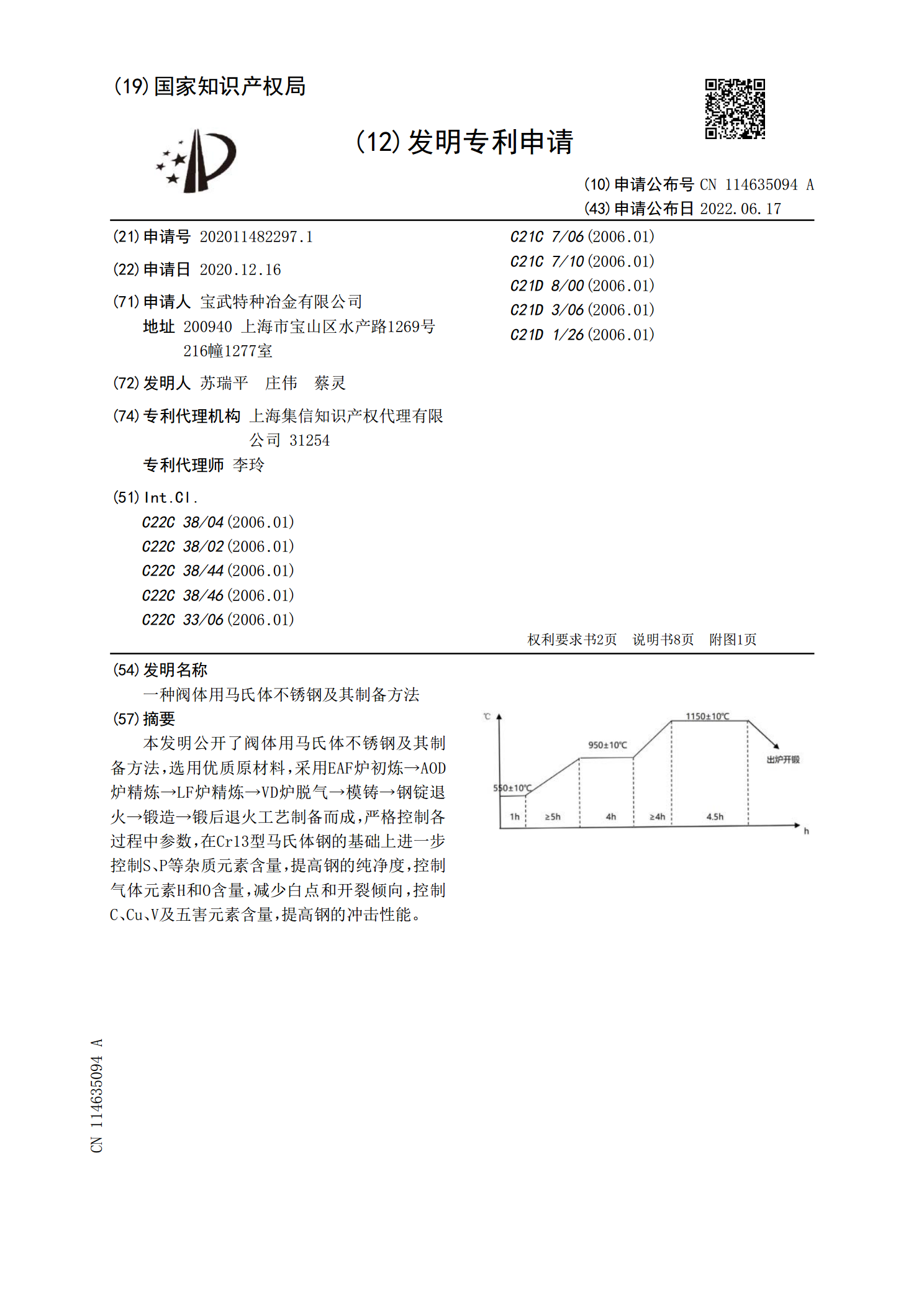
本发明公开了阀体用马氏体不锈钢及其制备方法,选用优质原材料,采用EAF炉初炼→AOD炉精炼→LF炉精炼→VD炉脱气→模铸→钢锭退火→锻造→锻后退火工艺制备而成,严格控制各过程中参数,在Cr13型马氏体钢的基础上进一步控制S、P等杂质元素含量,提高钢的纯净度,控制气体元素H和O含量,减少白点和开裂倾向,控制C、Cu、V及五害元素含量,提高钢的冲击性能。

马氏体系不锈钢及其制造方法.pdf
本发明涉及一种厨刀等菜刀用的马氏体不锈钢及其制造方法,尤其在通过急速冷却铸造法(stripcasting)制造的马氏体系不锈钢中提供一种如下的马氏体系不锈钢:以重量%计,包含:0.4~0.5%的C;0.1~0.2%的N;13~15%的Cr;0.1~1.0%的Si;0.1~1.0%的Mn;超过0且1.0%以下的Ni;以及残余的Fe及其他不可避免的杂质,其中,将C+N控制为0.5%以上且将N/C控制为0.2%以上,所述马氏体系不锈钢的残留碳化物的大小为10μm以下,且所述马氏体系不锈钢的硬度为55HRC以上

马氏体系不锈钢钢带及其制造方法.pdf
本发明提供一种可达成进一步的高疲劳强度化的马氏体系不锈钢钢带。一种马氏体系不锈钢钢带,具有马氏体组织且厚度为1mm以下,并且所述马氏体系不锈钢钢带的特征在于:所述钢带的表面处的压缩残留应力为50MPa以上,所述钢带的金属组织中所存在的碳化物的面积率为0.5%以上、8.0%以下。所述钢带的表面处的压缩残留应力优选为,轧制垂直方向上的压缩残留应力较轧制方向上的压缩残留应力大50MPa以上。
一种阀箱用低碳马氏体不锈钢及其冶炼方法.pdf
本发明涉及一种阀箱用低碳马氏体不锈钢及其冶炼方法,采用感应炉熔化料头、钢屑‑精炼炉脱氧还原微合金化‑扒渣‑VOD真空吹氧脱碳‑真空条件下还原‑真空脱气‑模铸浇钢的工艺流程,最大限度节约合金使用,采用VOD后直接真空条件下对钢液还原,得到低碳、脱氧良好钢液,同时简化冶炼工艺流程,提高工位利用效率。