
铸态厚断面铁素体基球墨铸铁件石墨球和基体组织的控制方法.pdf

邻家****66

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
铸态厚断面铁素体基球墨铸铁件石墨球和基体组织的控制方法.pdf
本发明公开了一种铸态厚断面铁素体基球墨铸铁件石墨球和基体组织的控制方法。步骤是:先根据球化处理包形状制得压铁平板;选用生铁、回炉料、废钢和硅铁进行配料,将熔炼好的铁水≥1500℃对球化处理包进行烫包;在包坑中依次加入球化剂、孕育剂、铁屑、压铁平板、生铁和Sb进行球化处理;球化结束后在铁水表面加铁水重0.1-0.2%的孕育剂,搅拌后在铁水表面撒集渣剂;球化孕育结束后浇入事先准备好的树脂砂造型的砂箱铸造成型,浇注时需随流孕育,孕育量为铸件重量的0.2%,成型后冷却到300℃以下开箱。该材料铸态下本体中心部位的
一种铸态球铁件铁素体控制方法.pdf
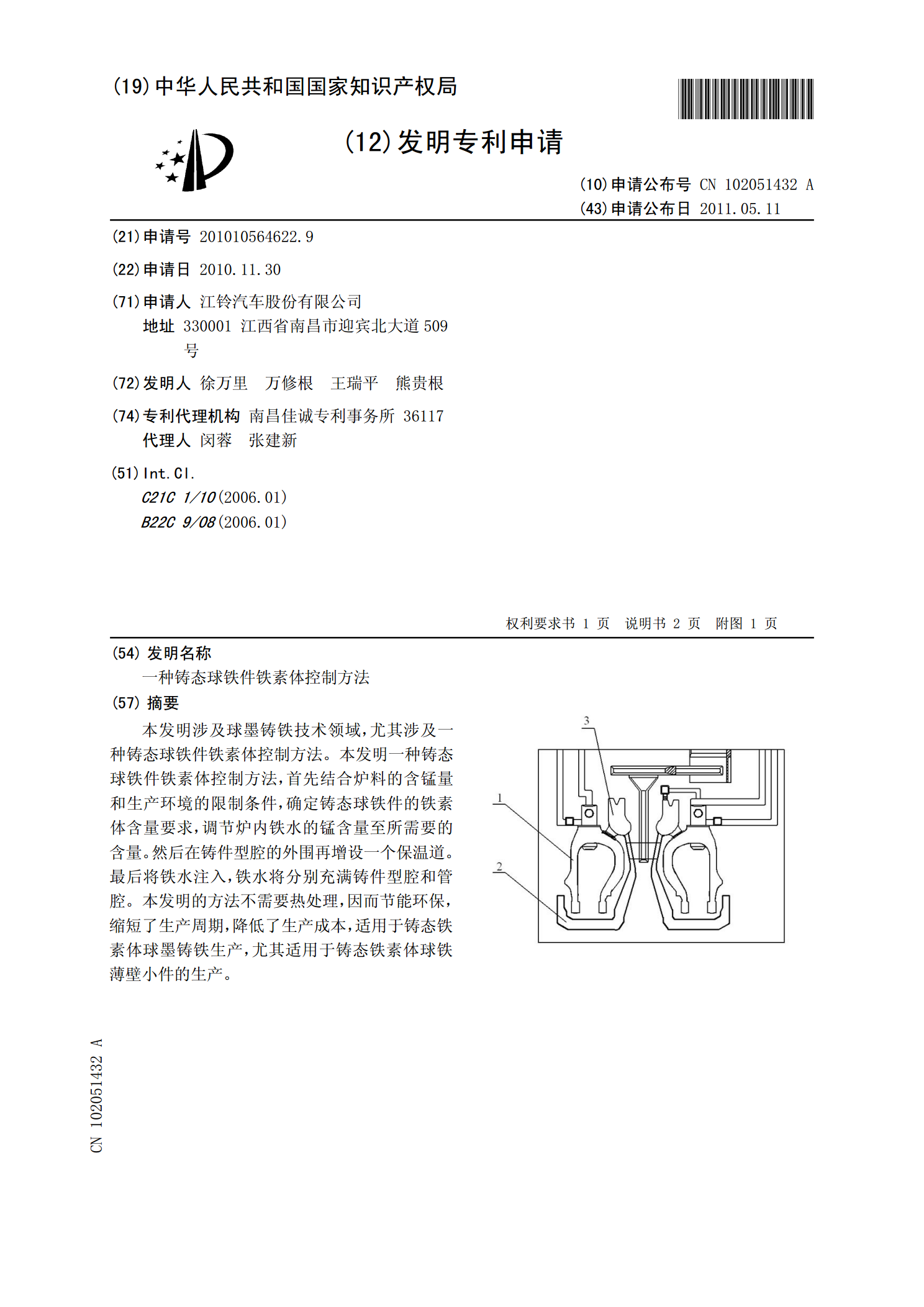
本发明涉及球墨铸铁技术领域,尤其涉及一种铸态球铁件铁素体控制方法。本发明一种铸态球铁件铁素体控制方法,首先结合炉料的含锰量和生产环境的限制条件,确定铸态球铁件的铁素体含量要求,调节炉内铁水的锰含量至所需要的含量。然后在铸件型腔的外围再增设一个保温道。最后将铁水注入,铁水将分别充满铸件型腔和管腔。本发明的方法不需要热处理,因而节能环保,缩短了生产周期,降低了生产成本,适用于铸态铁素体球墨铸铁生产,尤其适用于铸态铁素体球铁薄壁小件的生产。?
一种铸态铁素体球墨铸铁件.pdf
本发明涉及一种铸态铁素体球墨铸铁铸件,所述铸态铁素体球墨铸铁件的成分为C:3.4?3.9%、Si:2.1?3.0%、Mn≤0.25%、P≤0.03%、S≤0.03%,RE:0.045?0.07%、Mg:0.055?0.09%,余量为Fe和不可避免的杂质,铸铁件的球化等级为1?2级,石墨大小级别为6?7级,渗碳体数量不高于2%。
厚大断面固溶强化铁素体球墨铸铁增加石墨球数的控制方法.pdf
本发明公开一种厚大断面固溶强化铁素体球墨铸铁增加石墨球数的控制方法,包括:材料选择:生铁:50‑70%,废钢:30‑50%;熔炼:加入电炉进行熔炼,铁水的出炉温度为1420~1450℃;球化处理:加入球化剂,在球化剂上加入覆盖剂,然后进行球化,球化处理温度为1420~1450℃;孕育:一次孕育时加入硅铝钙钡型号孕育剂,出铁前将孕育剂分别加在覆盖剂表面和铁水包堤坝另一侧,分配比例为各50%;随流孕育在浇注时随铁水流加,微量合金Sb的加入,加入量为铁水总量的0.003~0.005%,造型,浇注,冷却:确保铸件
一种铸态铁素体球铁原料组合物.pdf
本发明公开了一种铸态铁素体球铁原料组合物,包括以下重量份的原料:碳3.2%-3.5%,硅2.5%-2.8%,锰0.2%-0.8%,磷0-0.1%,硫0-0.03%,余量为铁。本发明提供的铸态铁素体球铁原料组合物,各化学成分设计合理,同一配方可生产多个牌号铸态铁素体优质球墨铸铁,炉料管理简单,操作方便,降低了生产成本,所得铸态铁素体球铁延性好,韧性强。