
一种高速铁路客车空心车轴用钢的模铸方法.pdf

是你****晨呀

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种高速铁路客车空心车轴用钢的模铸方法.pdf
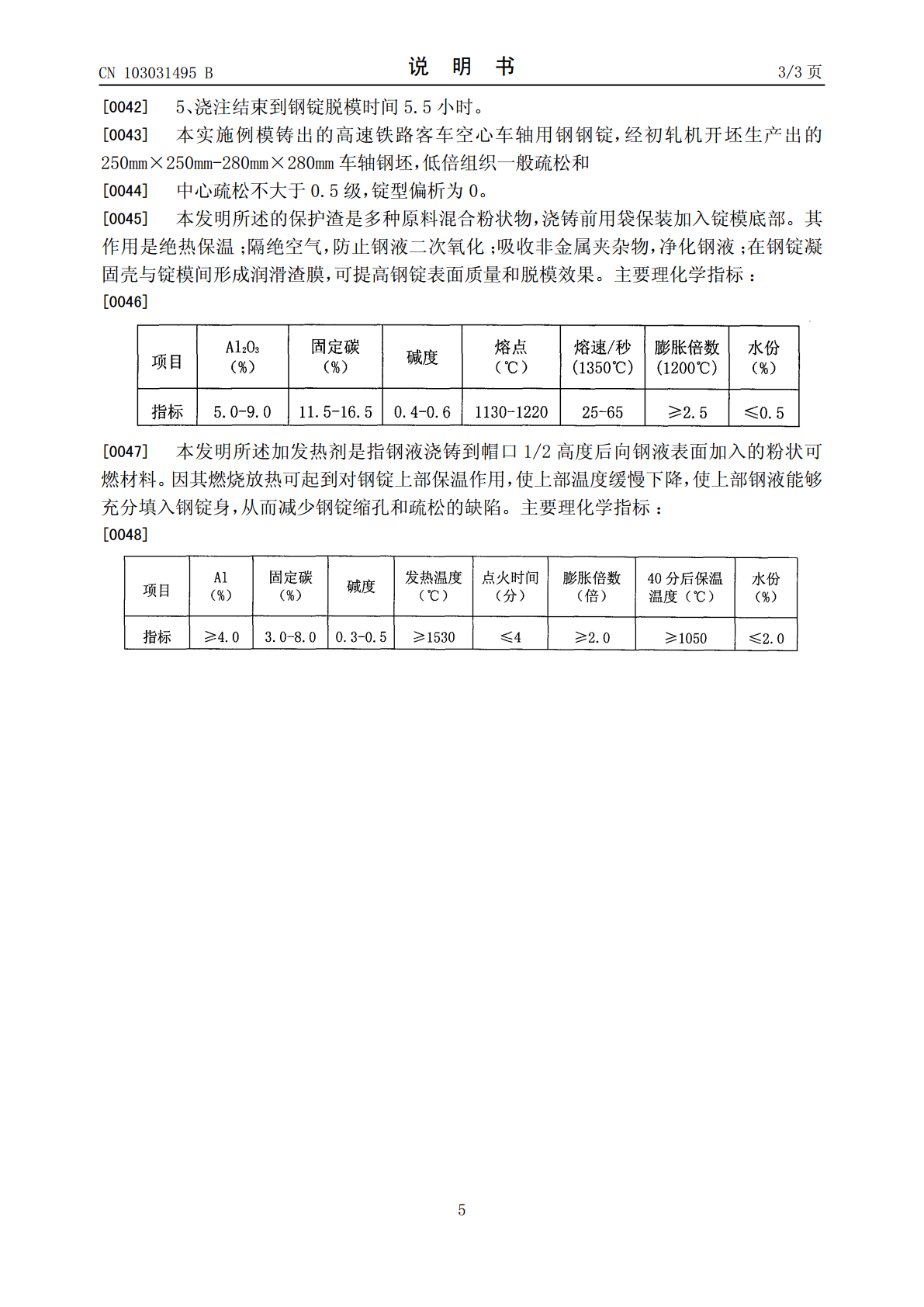
本发明涉及一种高速铁路客车空心车轴用钢的模铸方法,它包括下述依次的步骤:I、铸前锭模温度30-80℃;II、每炉钢浇铸2-3盘,每盘备5.8-8.4吨锭模4-6支;铸前将模内抽清干净;用氩气吹扫锭模;每支加保护渣12-16Kg;III、开浇前钢液过热度为35-55℃;IV、开浇前,钢包加包盖,帽口上加盖铁皮;开包流钢1.0-1.5t,钢流规整后上中管浇注;浇钢过程实施氩封保护;锭身铸速125-165mm/min,帽口铸速35-65mm/min;帽口浇铸到1/2~2/3时进行细流充填;每支在钢液上至帽口2/
一种高速铁路客车空心车轴用钢的冶炼方法.pdf
本发明涉及一种高速铁路客车空心车轴用钢的冶炼方法,它包括下述依次的步骤:一、铁水预处理;二、转炉冶炼I兑入转炉铁水;镍、钼、铜合金同废钢一起加入;II将钢液中C含量脱到0.06-0.10%时,停止吹炼,加石灰与铁矿石后用顶枪吹氧;III出钢前包内加石灰和萤石,吹氩气搅拌脱P;IV出钢;V扒渣;三、LF炉冶炼I升温的同时向钢水中加入石灰、萤石与铝粒吹氩气搅拌脱S;再加金属锰、硅铁、钒铁和高碳铬铁合金化,加石灰和萤石再造新渣;II处理结束,喂硅钙线;四、RH真空精炼炉操作I对RH真空罐进行预热;II脱氢操作:
一种高速动车空心车轴用钢及其制造方法.pdf
本发明提供一种高速动车车轴用钢,其成分质量配比(%)为C:0.23-0.29%;Mn:0.60-0.75%;Si:0.25-0.40%;Cr:1.00-1.20%;Mo:0.20-0.30%;V:0.020-0.060%;Ni:0.15-0.30%;P≤0.015%:S≤0.005%。本发明还提供了一种高速动车车轴用钢的制备方法,主要包含步骤:在电炉冶炼过程中控制铁水比≥70%,出钢时控制[P]≤0.010%,严禁下氧化渣。在钢包精炼炉精炼过程中,采用CaO-SiO2-Al2O3渣系,控制熔渣碱度R(Ca
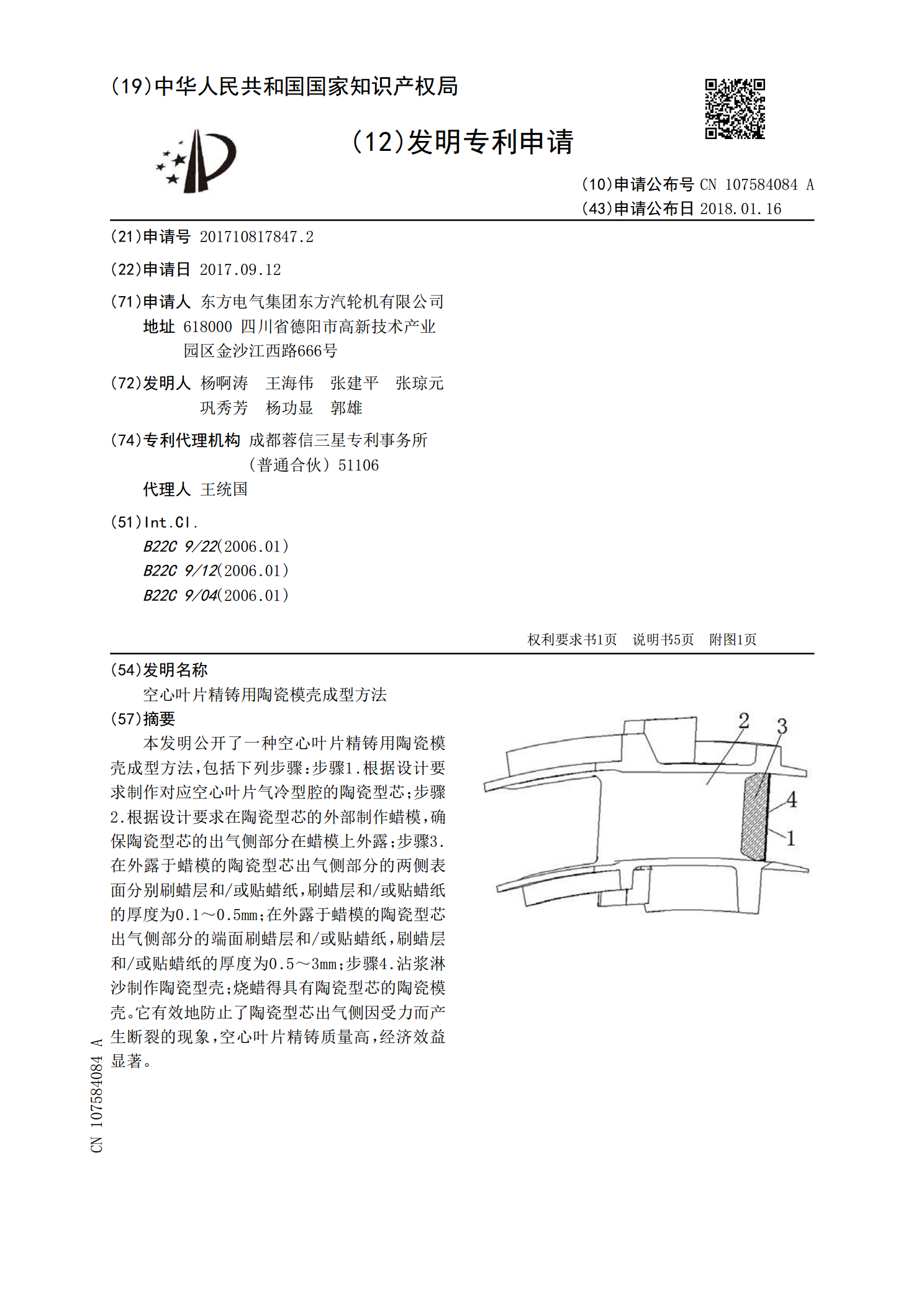
空心叶片精铸用陶瓷模壳成型方法.pdf
本发明公开了一种空心叶片精铸用陶瓷模壳成型方法,包括下列步骤:步骤1.根据设计要求制作对应空心叶片气冷型腔的陶瓷型芯;步骤2.根据设计要求在陶瓷型芯的外部制作蜡模,确保陶瓷型芯的出气侧部分在蜡模上外露;步骤3.在外露于蜡模的陶瓷型芯出气侧部分的两侧表面分别刷蜡层和/或贴蜡纸,刷蜡层和/或贴蜡纸的厚度为0.1~0.5mm;在外露于蜡模的陶瓷型芯出气侧部分的端面刷蜡层和/或贴蜡纸,刷蜡层和/或贴蜡纸的厚度为0.5~3mm;步骤4.沾浆淋沙制作陶瓷型壳;烧蜡得具有陶瓷型芯的陶瓷模壳。它有效地防止了陶瓷型芯出气侧
一种高速车轴用钢的制备方法.pdf
本发明提供了一种高速车轴用钢的制备方法,包括:(1)制备电极坯;(2)在具有保护气氛的电渣炉中对电极坯进行电渣重熔处理,得到电渣锭;(3)对电渣锭进行加热和轧制,得到高速车轴用钢坯。采用本发明的制备方法能够获得了成分均匀、凝固组织致密、钢中非金属夹杂物尺寸小且球化的高质量高速车轴钢坯料。