
超级双相不锈钢钢锭热加工开坯的生产方法.pdf

曾琪****是我

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
超级双相不锈钢钢锭热加工开坯的生产方法.pdf
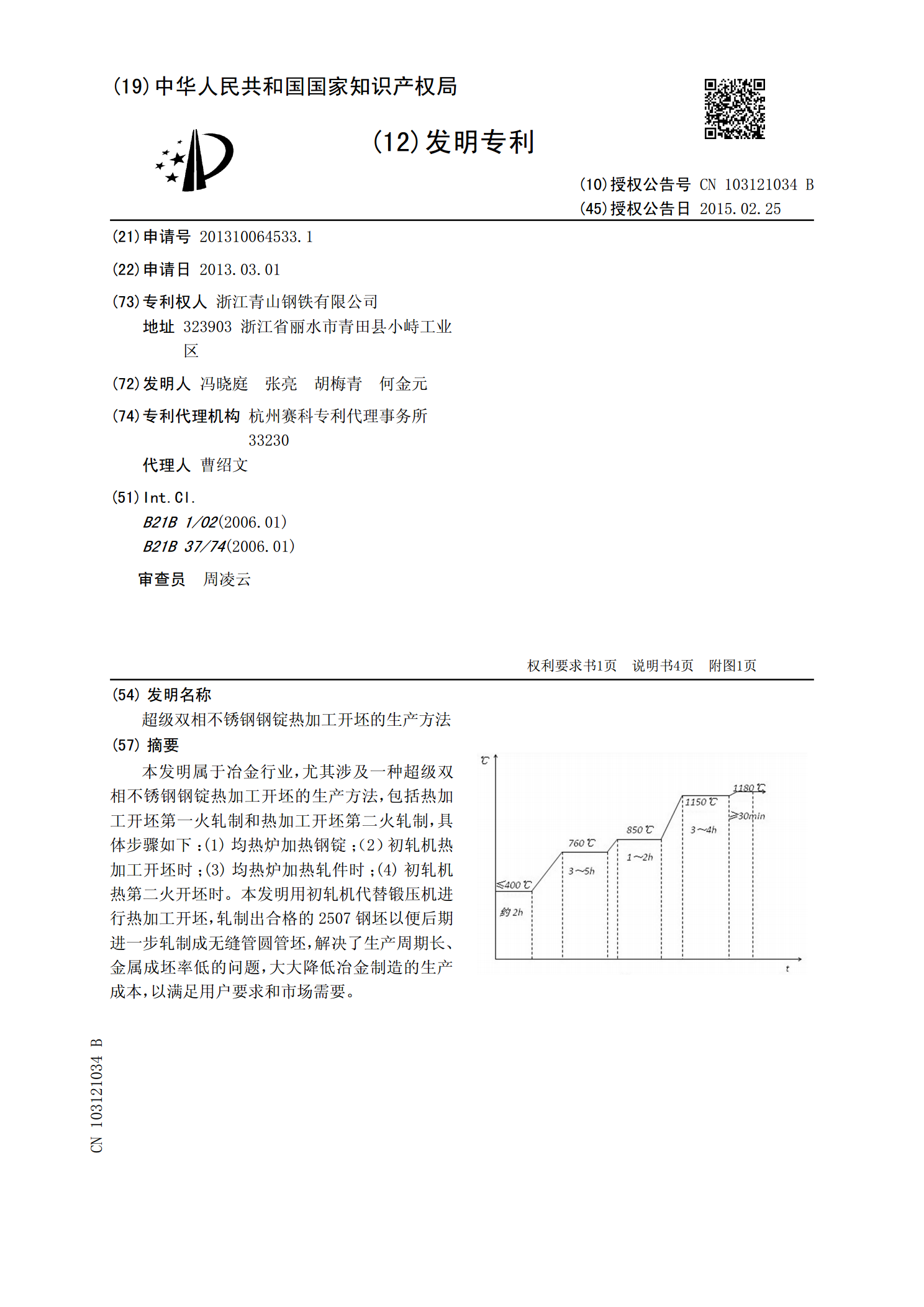
本发明属于冶金行业,尤其涉及一种超级双相不锈钢钢锭热加工开坯的生产方法,包括热加工开坯第一火轧制和热加工开坯第二火轧制,具体步骤如下:(1)均热炉加热钢锭;(2)初轧机热加工开坯时;(3)均热炉加热轧件时;(4)初轧机热第二火开坯时。本发明用初轧机代替锻压机进行热加工开坯,轧制出合格的2507钢坯以便后期进一步轧制成无缝管圆管坯,解决了生产周期长、金属成坯率低的问题,大大降低冶金制造的生产成本,以满足用户要求和市场需要。
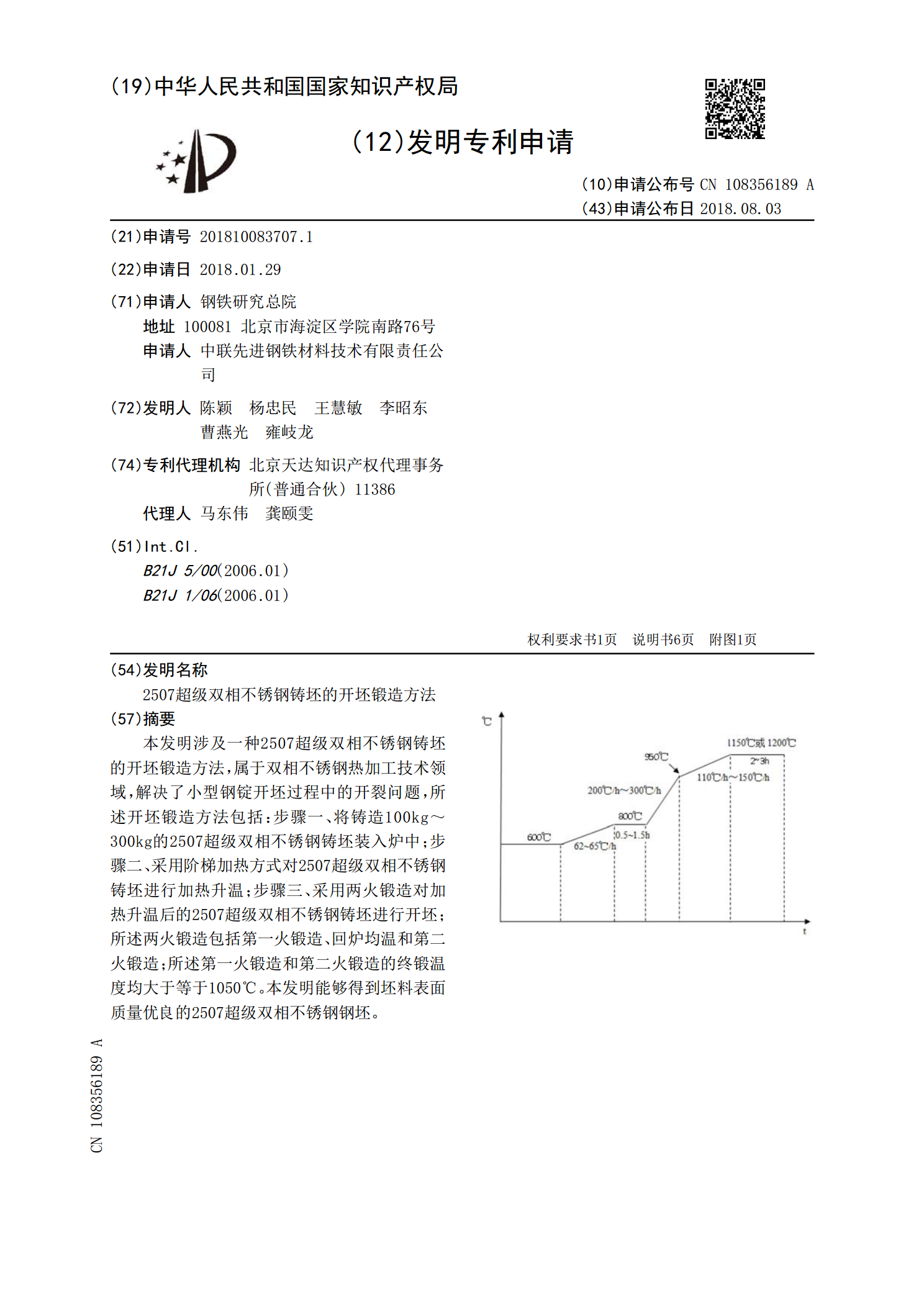
2507超级双相不锈钢铸坯的开坯锻造方法.pdf
本发明涉及一种2507超级双相不锈钢铸坯的开坯锻造方法,属于双相不锈钢热加工技术领域,解决了小型钢锭开坯过程中的开裂问题,所述开坯锻造方法包括:步骤一、将铸造100kg~300kg的2507超级双相不锈钢铸坯装入炉中;步骤二、采用阶梯加热方式对2507超级双相不锈钢铸坯进行加热升温;步骤三、采用两火锻造对加热升温后的2507超级双相不锈钢铸坯进行开坯;所述两火锻造包括第一火锻造、回炉均温和第二火锻造;所述第一火锻造和第二火锻造的终锻温度均大于等于1050℃。本发明能够得到坯料表面质量优良的2507超级双相
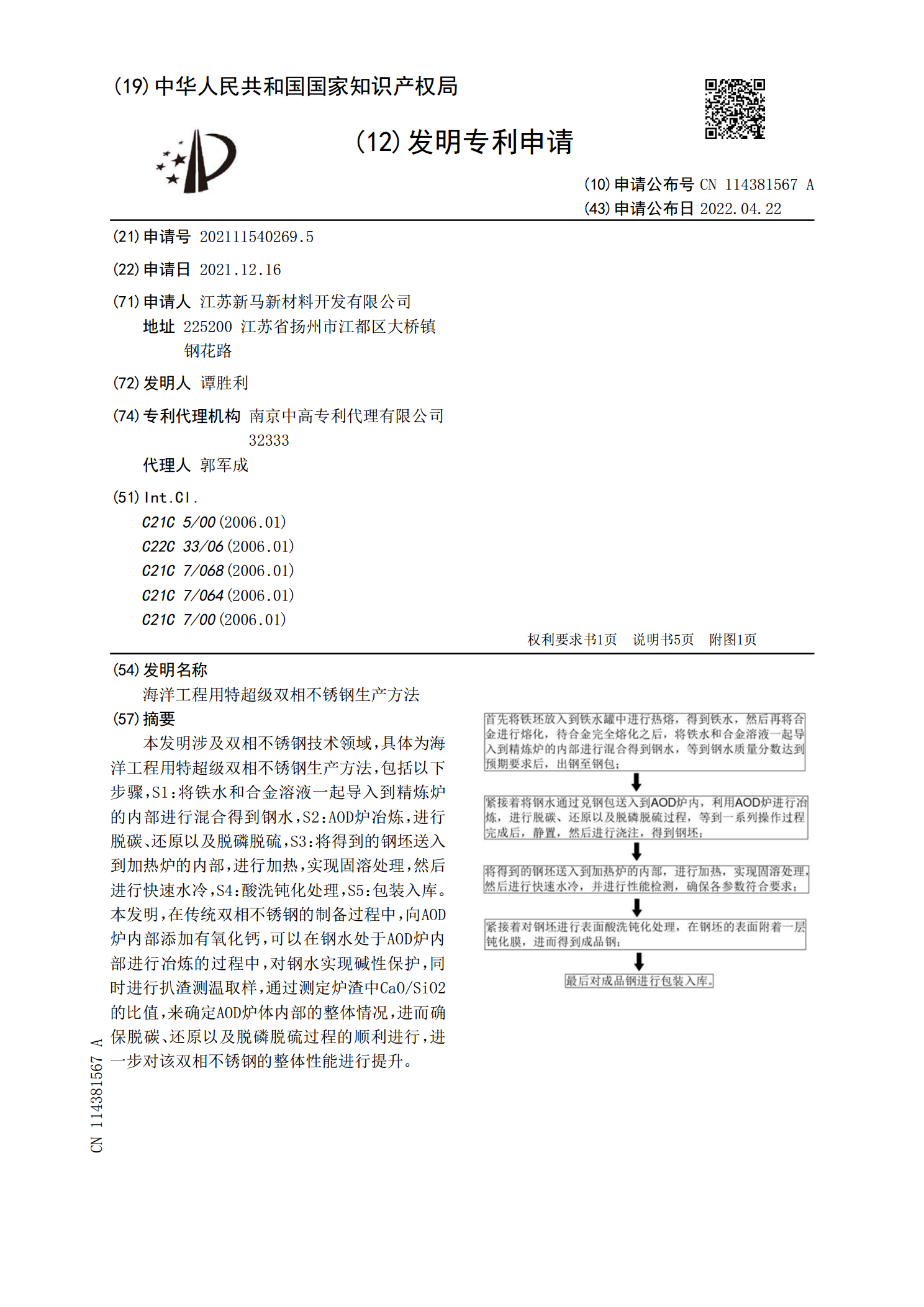
海洋工程用特超级双相不锈钢生产方法.pdf
本发明涉及双相不锈钢技术领域,具体为海洋工程用特超级双相不锈钢生产方法,包括以下步骤,S1:将铁水和合金溶液一起导入到精炼炉的内部进行混合得到钢水,S2:AOD炉冶炼,进行脱碳、还原以及脱磷脱硫,S3:将得到的钢坯送入到加热炉的内部,进行加热,实现固溶处理,然后进行快速水冷,S4:酸洗钝化处理,S5:包装入库。本发明,在传统双相不锈钢的制备过程中,向AOD炉内部添加有氧化钙,可以在钢水处于AOD炉内部进行冶炼的过程中,对钢水实现碱性保护,同时进行扒渣测温取样,通过测定炉渣中CaO/SiO2的比值,来确定A
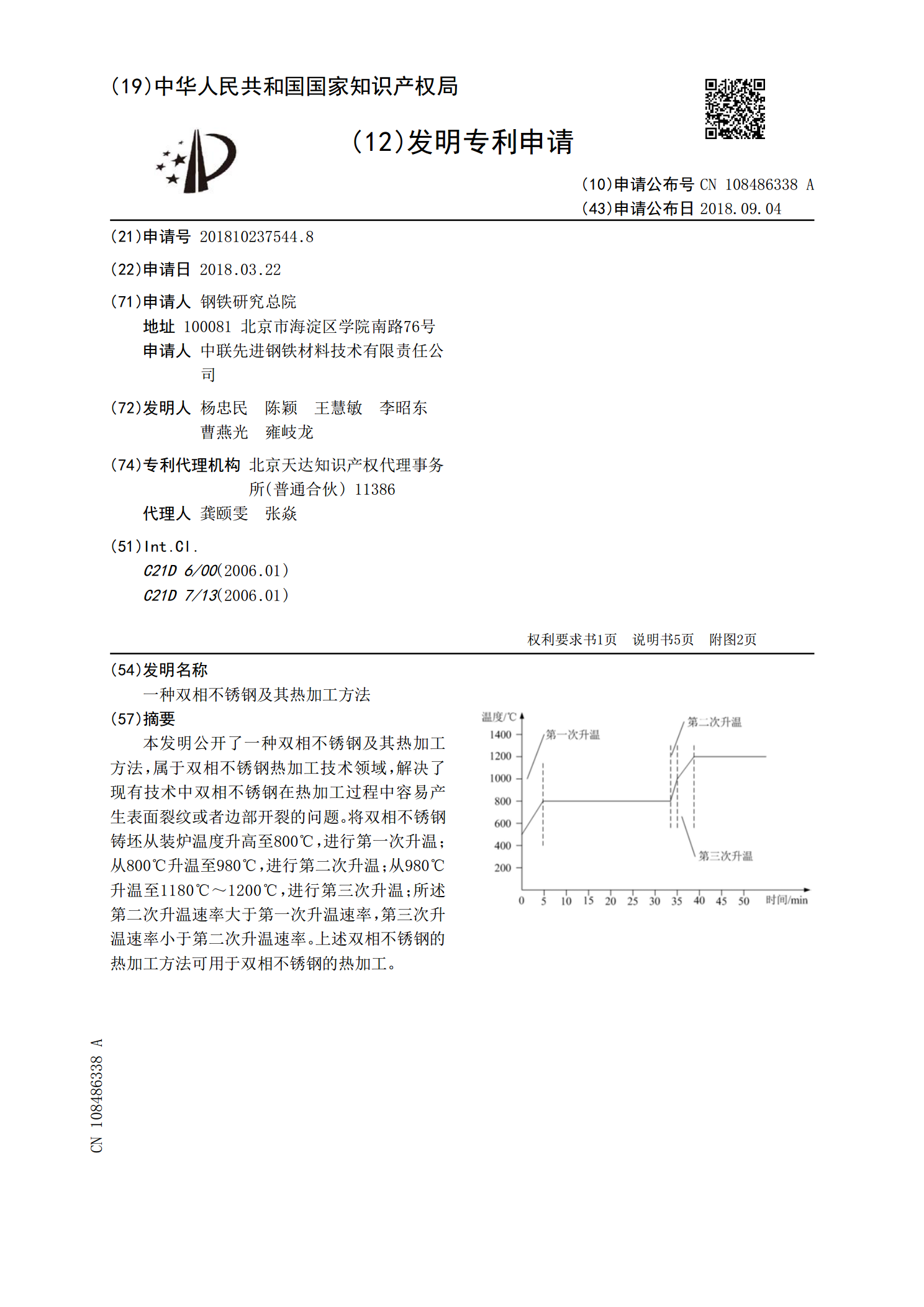
一种双相不锈钢及其热加工方法.pdf
本发明公开了一种双相不锈钢及其热加工方法,属于双相不锈钢热加工技术领域,解决了现有技术中双相不锈钢在热加工过程中容易产生表面裂纹或者边部开裂的问题。将双相不锈钢铸坯从装炉温度升高至800℃,进行第一次升温;从800℃升温至980℃,进行第二次升温;从980℃升温至1180℃~1200℃,进行第三次升温;所述第二次升温速率大于第一次升温速率,第三次升温速率小于第二次升温速率。上述双相不锈钢的热加工方法可用于双相不锈钢的热加工。
一种超级双相不锈钢的熔炼方法.pdf
本发明属于铸造技术领域,主要涉及一种超级双相不锈钢的熔炼方法,由于超级双相不锈钢铬含量高、碳含量低,常规熔炼方法很难满足要求,本发明采用EAF炉+LF炉+VOD炉+LF炉的方式熔炼超级双相不锈钢,通过改变VOD吹氧温度、吹氧真空度以及使用氮气代替氮化铬铁等方法,并优化各炉的具体步骤及具体控制参数,最终在Cr元素没有氧化的情况下将C元素控制在0.03%以下,同时其余化学成分都符合标准要求,解决了冶炼超级双相不锈钢时关键过程中元素控制范围无法标准范围内的难题。