
铝合金板材的生产方法.pdf

英瑞****写意

1/5
2/5
3/5
4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
铝合金板材的生产方法.pdf
本发明涉及金属材料加工技术领域,具体涉及铝合金板材的生产方法,包括:(一)固溶处理,首先将所述铝合金材料置于空气炉中,空气炉内温度为460~480℃,处理时间1~2小时;(二)过时效处理,温度280~320℃,时间40~48小时;(三)预热处理,预热温度390~410℃,预热时间10~15小时;本发明通过对过时效处理后的样品进行大压下量轧制变形,使在大尺寸第二相粒子周围形成强烈的变形区,在接下来的再结晶退火过程中,这些强应变区域便可能成为再结晶的形核位置,从而有效提高了产品成形性能。另外,本发明具有工艺简
铝合金板材的生产方法和系统.pdf
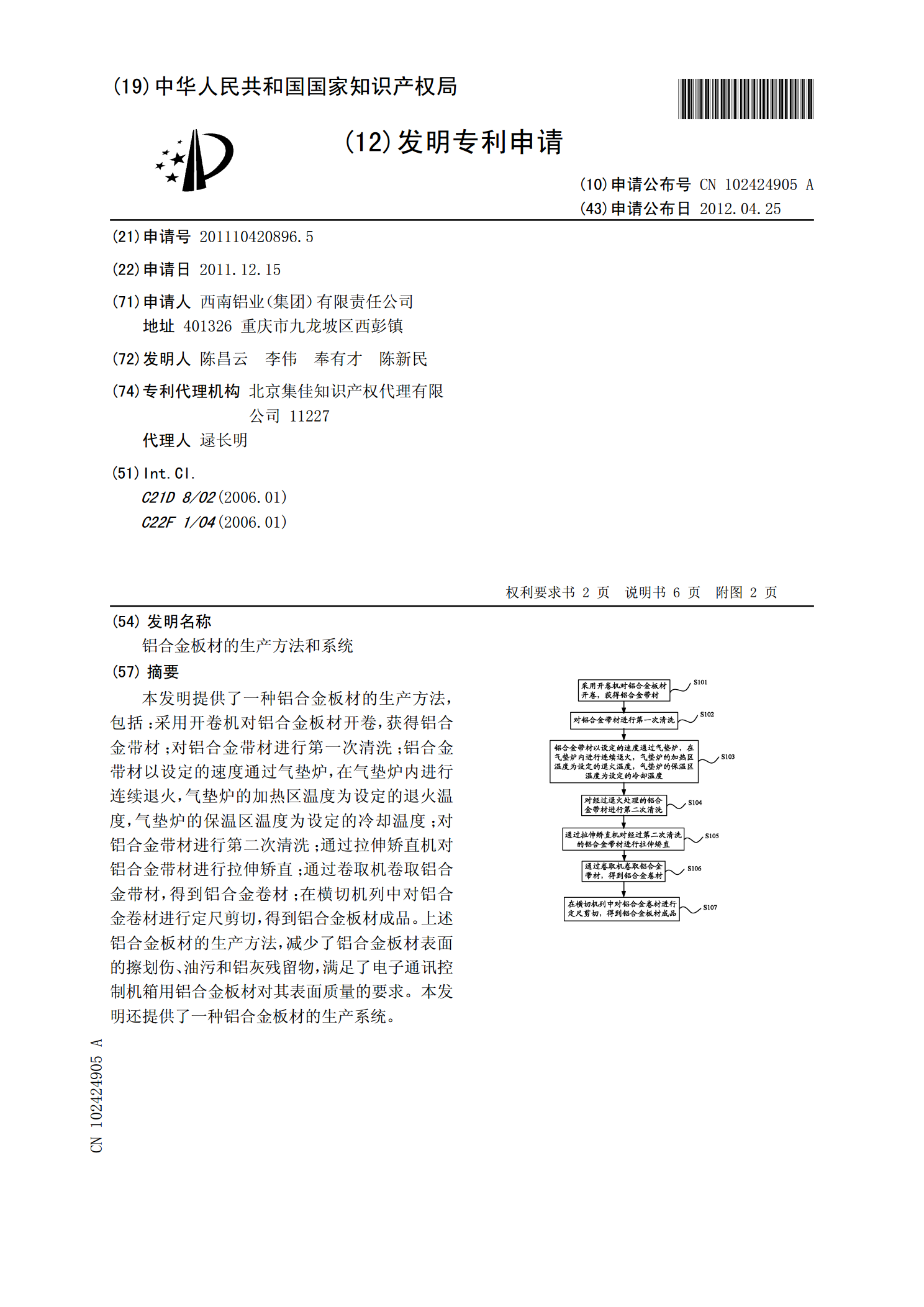
本发明提供了一种铝合金板材的生产方法,包括:采用开卷机对铝合金板材开卷,获得铝合金带材;对铝合金带材进行第一次清洗;铝合金带材以设定的速度通过气垫炉,在气垫炉内进行连续退火,气垫炉的加热区温度为设定的退火温度,气垫炉的保温区温度为设定的冷却温度;对铝合金带材进行第二次清洗;通过拉伸矫直机对铝合金带材进行拉伸矫直;通过卷取机卷取铝合金带材,得到铝合金卷材;在横切机列中对铝合金卷材进行定尺剪切,得到铝合金板材成品。上述铝合金板材的生产方法,减少了铝合金板材表面的擦划伤、油污和铝灰残留物,满足了电子通讯控制机箱
高压容器用铝合金板材的生产方法.pdf
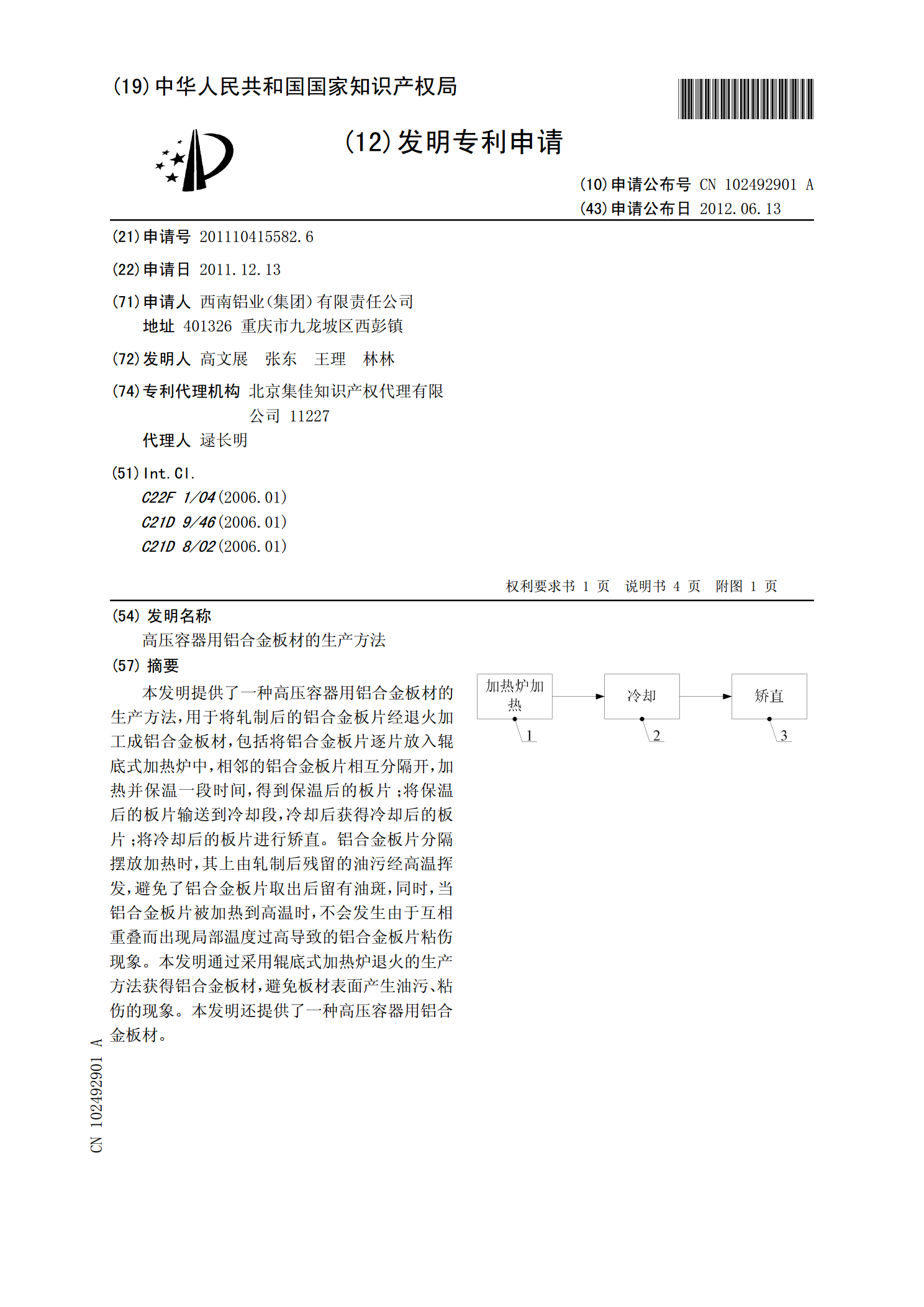
本发明提供了一种高压容器用铝合金板材的生产方法,用于将轧制后的铝合金板片经退火加工成铝合金板材,包括将铝合金板片逐片放入辊底式加热炉中,相邻的铝合金板片相互分隔开,加热并保温一段时间,得到保温后的板片;将保温后的板片输送到冷却段,冷却后获得冷却后的板片;将冷却后的板片进行矫直。铝合金板片分隔摆放加热时,其上由轧制后残留的油污经高温挥发,避免了铝合金板片取出后留有油斑,同时,当铝合金板片被加热到高温时,不会发生由于互相重叠而出现局部温度过高导致的铝合金板片粘伤现象。本发明通过采用辊底式加热炉退火的生产方法获
一种铝合金淬火板材生产方法及装置.pdf
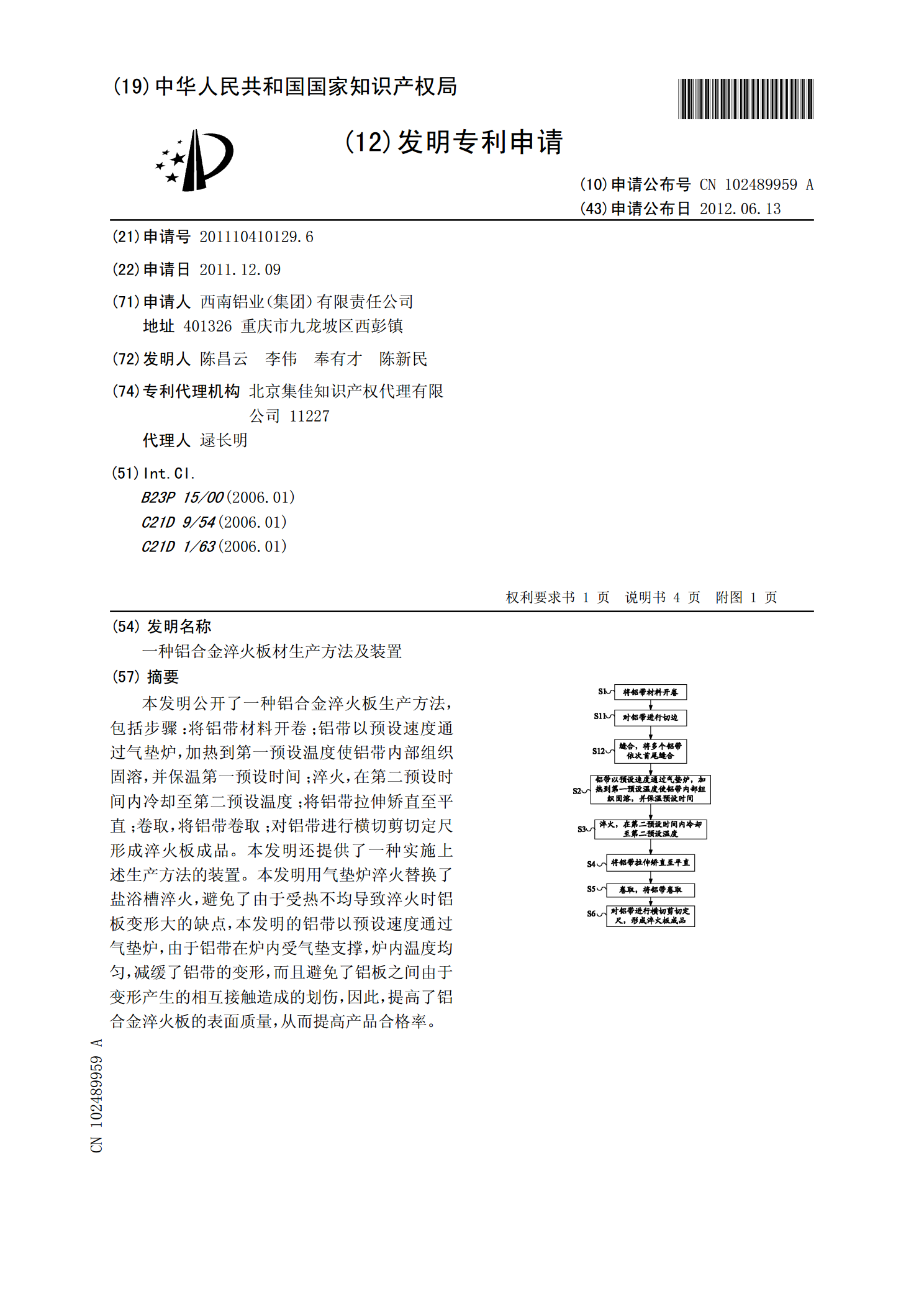
本发明公开了一种铝合金淬火板生产方法,包括步骤:将铝带材料开卷;铝带以预设速度通过气垫炉,加热到第一预设温度使铝带内部组织固溶,并保温第一预设时间;淬火,在第二预设时间内冷却至第二预设温度;将铝带拉伸矫直至平直;卷取,将铝带卷取;对铝带进行横切剪切定尺形成淬火板成品。本发明还提供了一种实施上述生产方法的装置。本发明用气垫炉淬火替换了盐浴槽淬火,避免了由于受热不均导致淬火时铝板变形大的缺点,本发明的铝带以预设速度通过气垫炉,由于铝带在炉内受气垫支撑,炉内温度均匀,减缓了铝带的变形,而且避免了铝板之间由于变形
一种铝合金卷材/板材的生产方法及系统.pdf
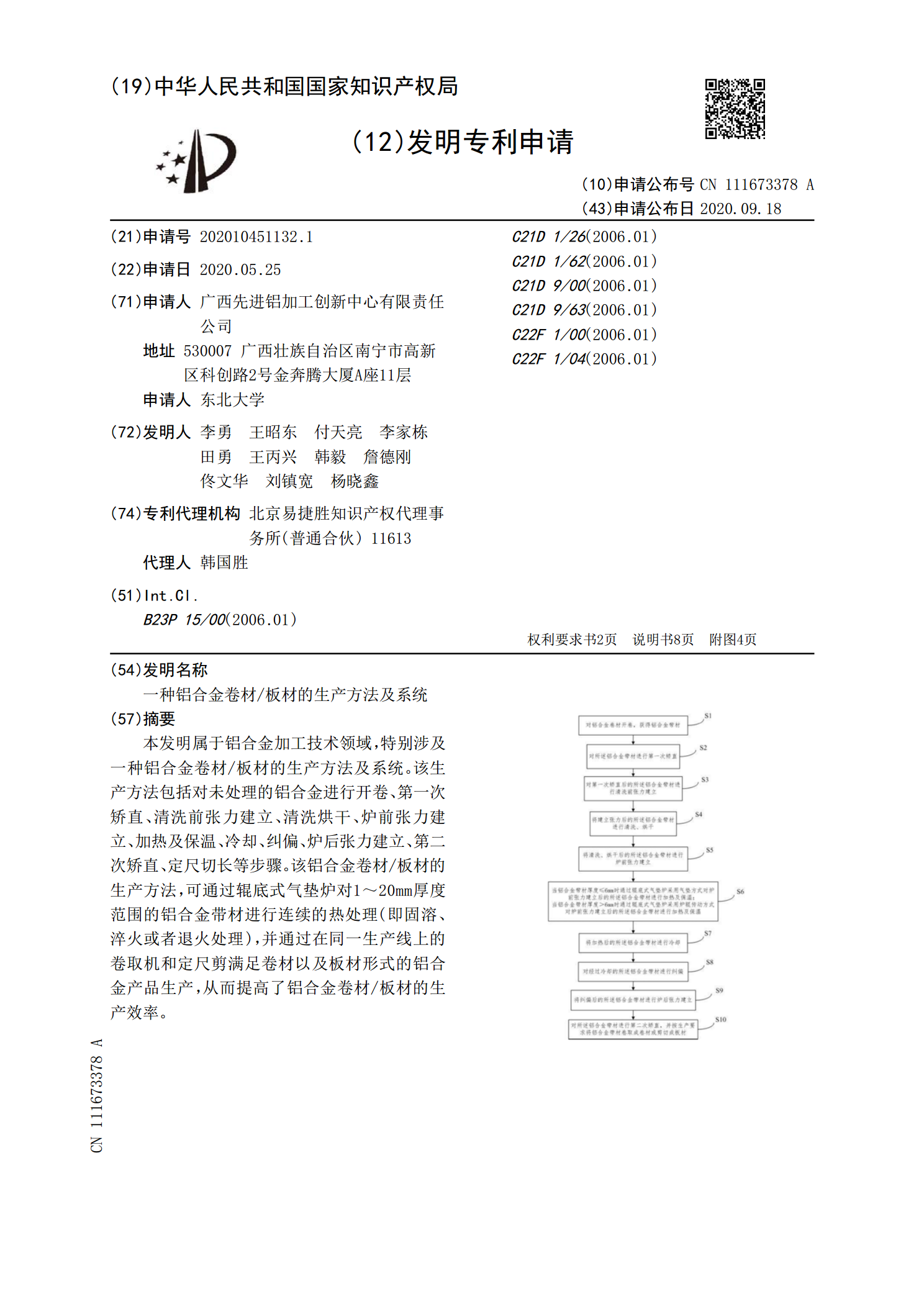
本发明属于铝合金加工技术领域,特别涉及一种铝合金卷材/板材的生产方法及系统。该生产方法包括对未处理的铝合金进行开卷、第一次矫直、清洗前张力建立、清洗烘干、炉前张力建立、加热及保温、冷却、纠偏、炉后张力建立、第二次矫直、定尺切长等步骤。该铝合金卷材/板材的生产方法,可通过辊底式气垫炉对1~20mm厚度范围的铝合金带材进行连续的热处理(即固溶、淬火或者退火处理),并通过在同一生产线上的卷取机和定尺剪满足卷材以及板材形式的铝合金产品生产,从而提高了铝合金卷材/板材的生产效率。