
超级双相不锈钢大型管板锻件的锻造方法.pdf

飞舟****文章

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
超级双相不锈钢大型管板锻件的锻造方法.pdf
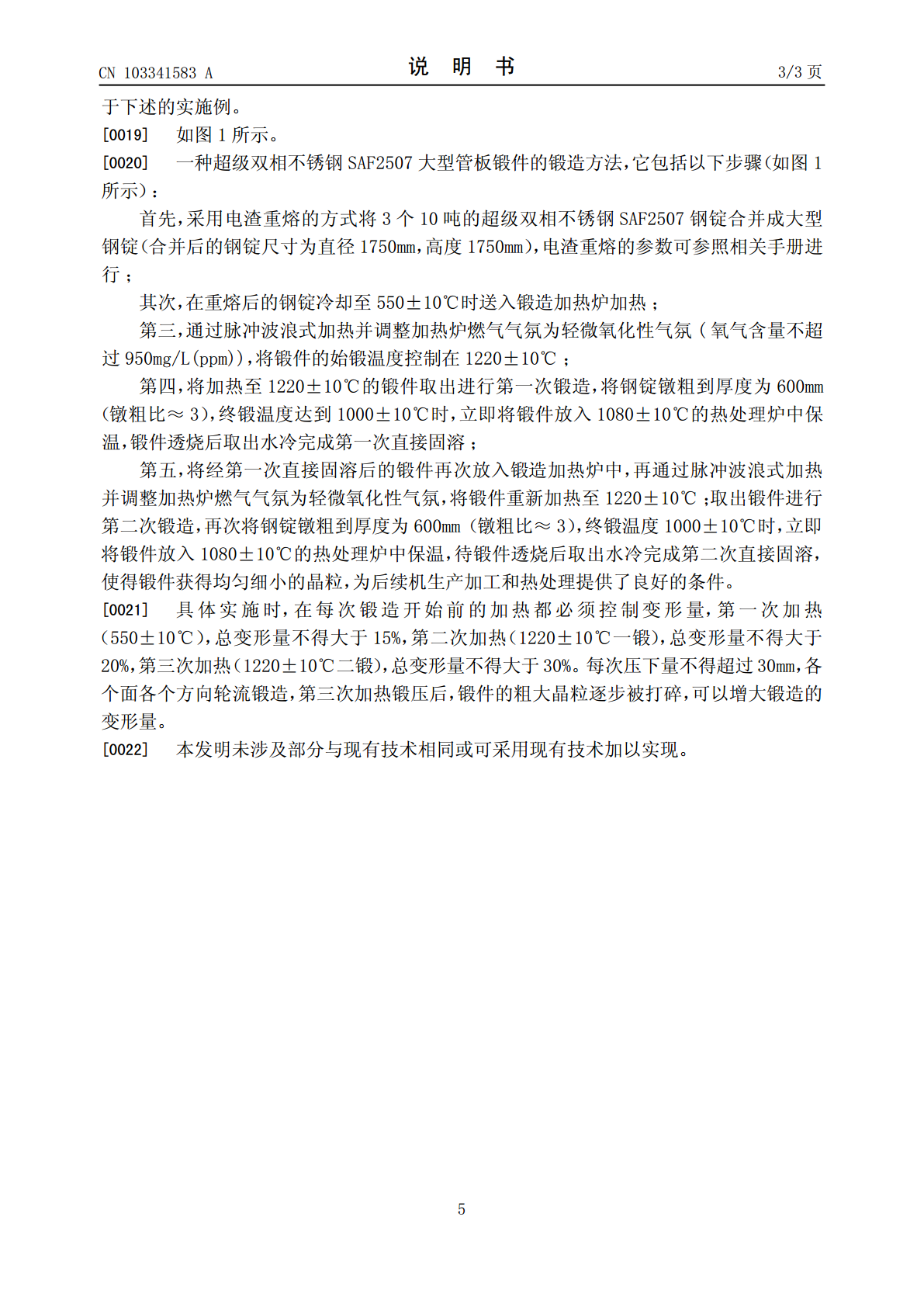
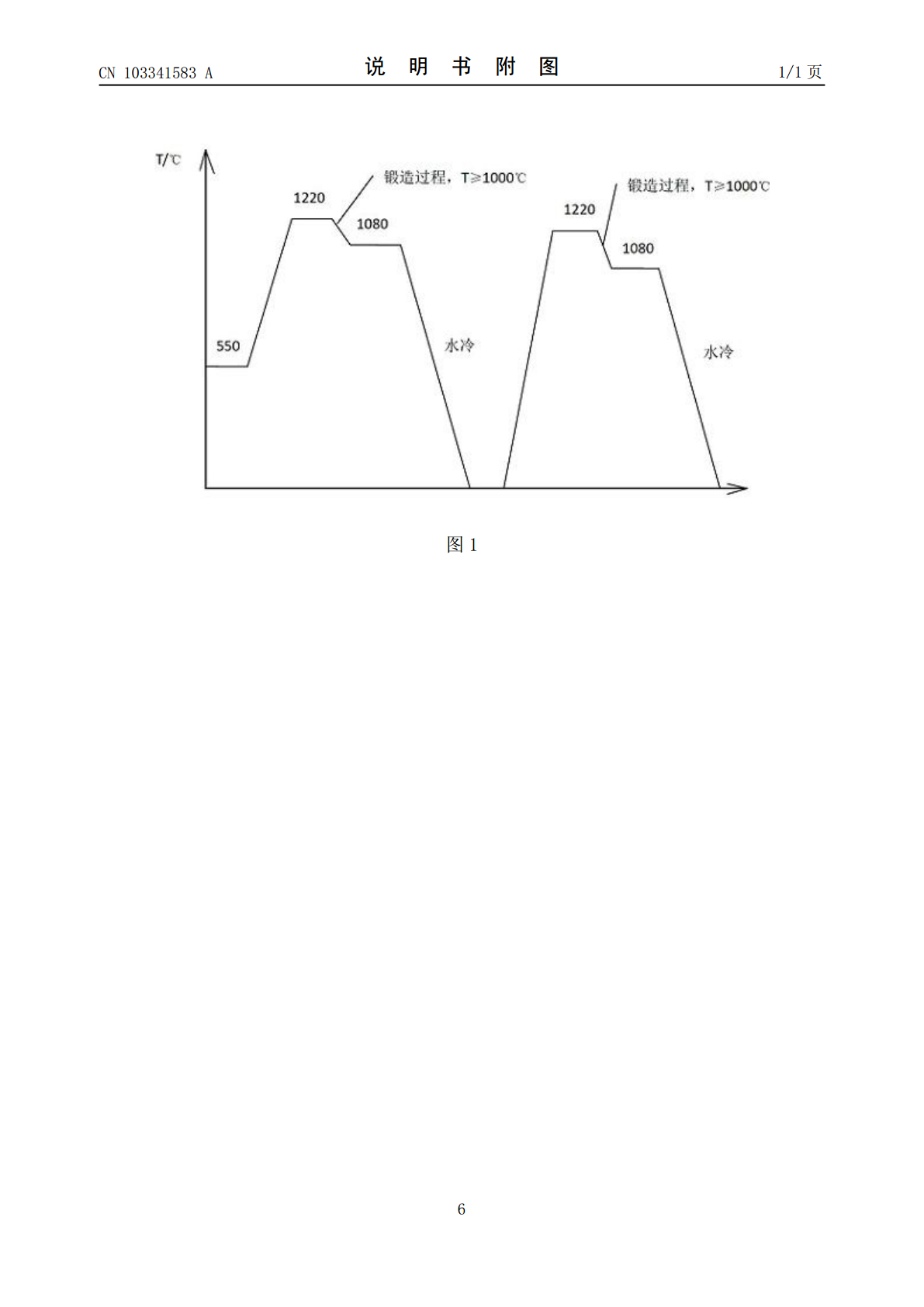
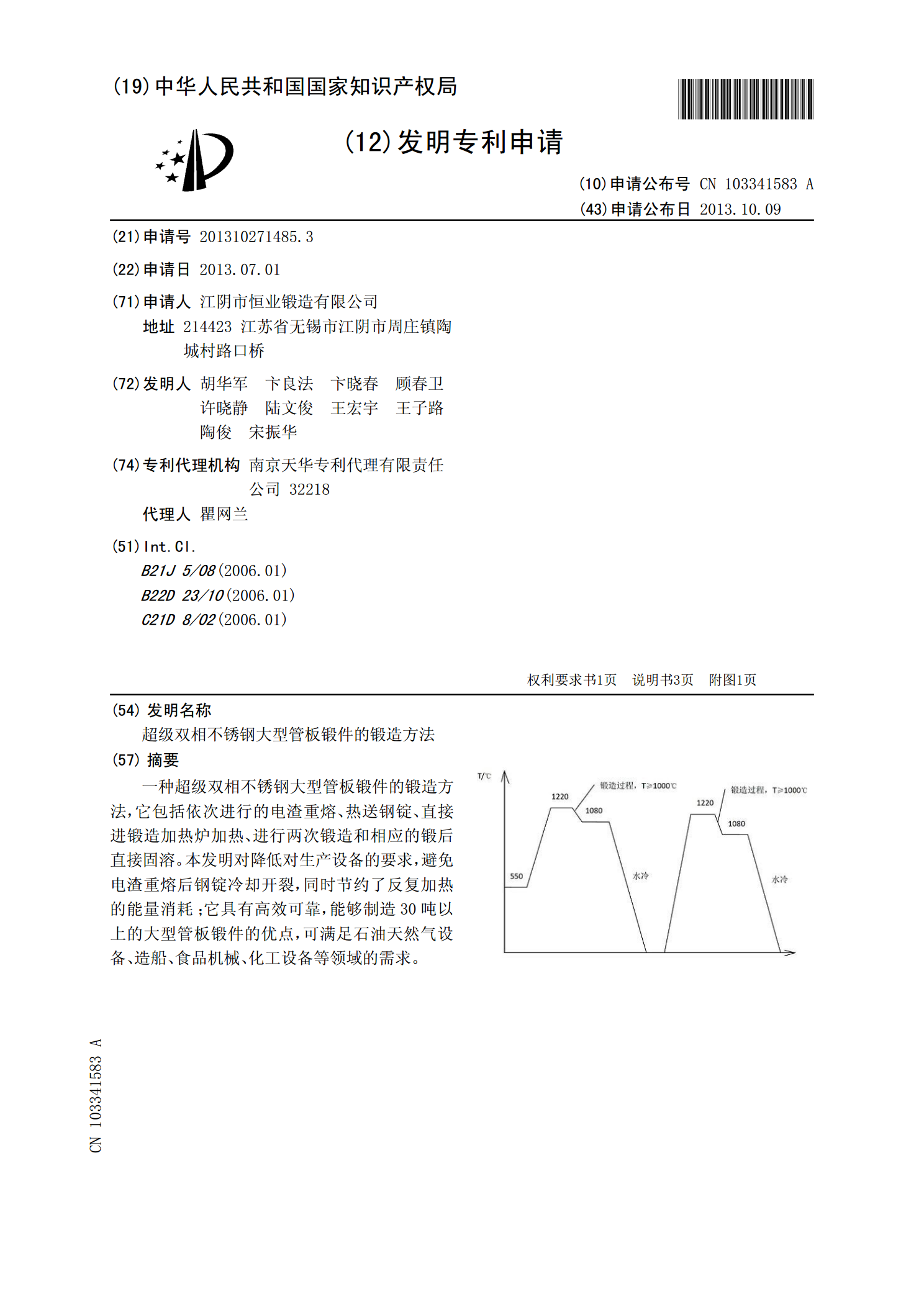
一种超级双相不锈钢大型管板锻件的锻造方法,它包括依次进行的电渣重熔、热送钢锭、直接进锻造加热炉加热、进行两次锻造和相应的锻后直接固溶。本发明对降低对生产设备的要求,避免电渣重熔后钢锭冷却开裂,同时节约了反复加热的能量消耗;它具有高效可靠,能够制造30吨以上的大型管板锻件的优点,可满足石油天然气设备、造船、食品机械、化工设备等领域的需求。
一种大型管板类锻件的锻造方法.pdf
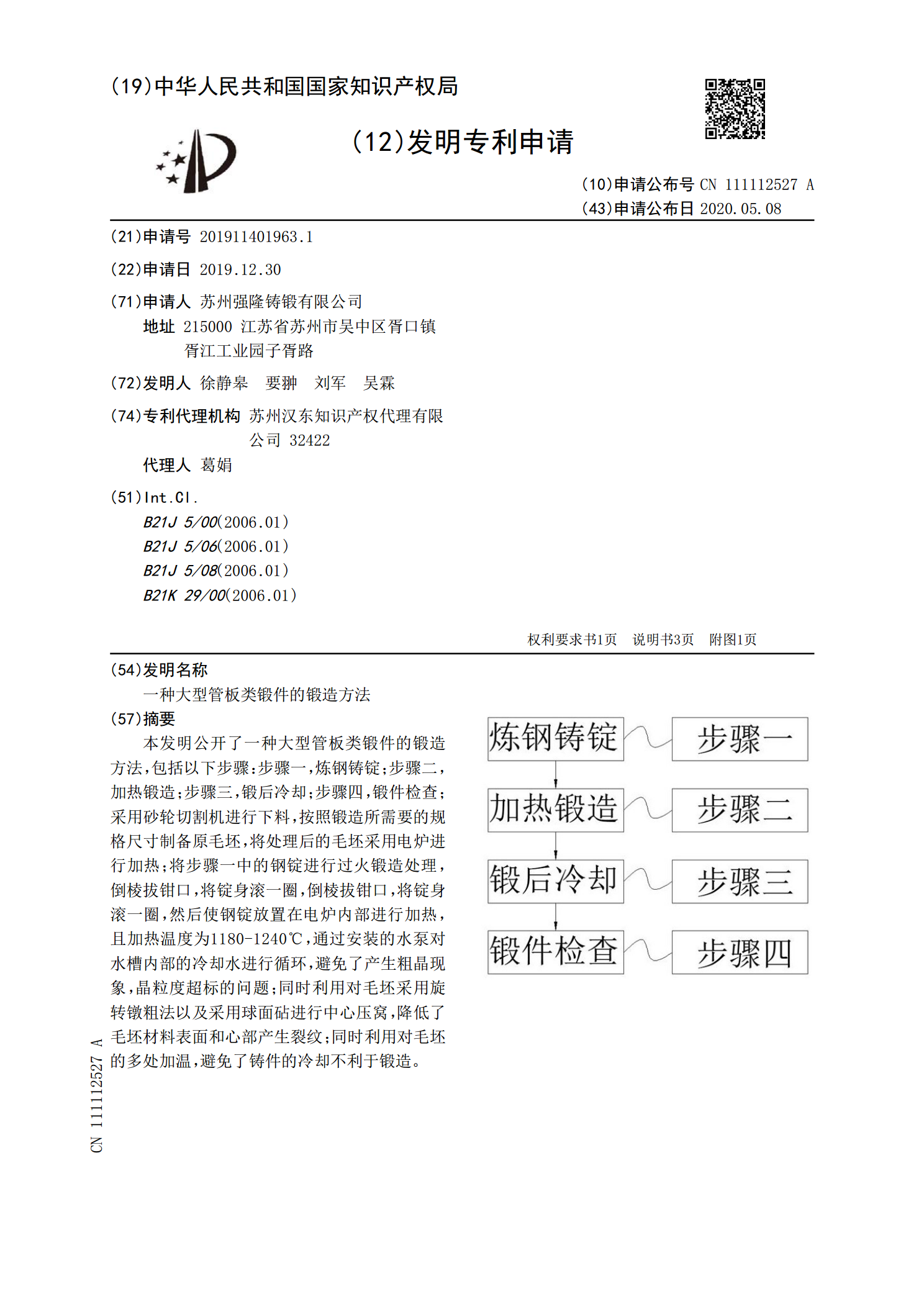
本发明公开了一种大型管板类锻件的锻造方法,包括以下步骤:步骤一,炼钢铸锭;步骤二,加热锻造;步骤三,锻后冷却;步骤四,锻件检查;采用砂轮切割机进行下料,按照锻造所需要的规格尺寸制备原毛坯,将处理后的毛坯采用电炉进行加热;将步骤一中的钢锭进行过火锻造处理,倒棱拔钳口,将锭身滚一圈,倒棱拔钳口,将锭身滚一圈,然后使钢锭放置在电炉内部进行加热,且加热温度为1180‑1240℃,通过安装的水泵对水槽内部的冷却水进行循环,避免了产生粗晶现象,晶粒度超标的问题;同时利用对毛坯采用旋转镦粗法以及采用球面砧进行中心压窝,
2507超级双相不锈钢铸坯的开坯锻造方法.pdf
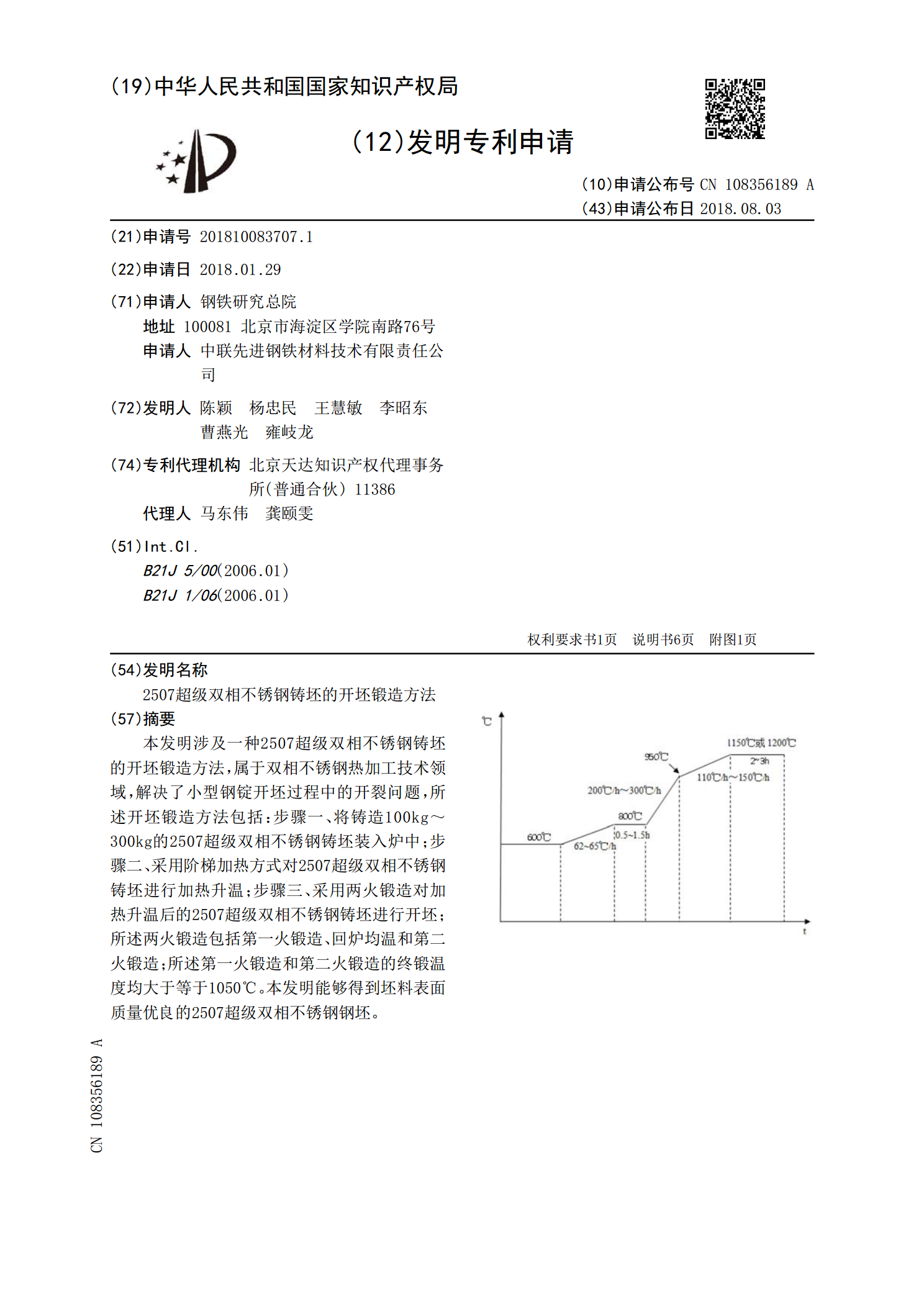
本发明涉及一种2507超级双相不锈钢铸坯的开坯锻造方法,属于双相不锈钢热加工技术领域,解决了小型钢锭开坯过程中的开裂问题,所述开坯锻造方法包括:步骤一、将铸造100kg~300kg的2507超级双相不锈钢铸坯装入炉中;步骤二、采用阶梯加热方式对2507超级双相不锈钢铸坯进行加热升温;步骤三、采用两火锻造对加热升温后的2507超级双相不锈钢铸坯进行开坯;所述两火锻造包括第一火锻造、回炉均温和第二火锻造;所述第一火锻造和第二火锻造的终锻温度均大于等于1050℃。本发明能够得到坯料表面质量优良的2507超级双相

双相不锈钢性能及锻造.ppt
双相不锈钢性能及法兰锻造双相不锈钢定义双相不锈钢合金元素主要机械性能特点基本用途发展概况性能——用途性能——用途性能——用途焊接性能加工性能用途双相不锈钢法兰法兰常用双相不锈钢材料介绍双相不锈钢牌号:锻造作业要领-加热双相不锈钢的锻造性能双相不锈钢锻造工艺参数锻造作业要领1锻造作业要领2锻造作业要领3热处理要领1热处理要领2热处理要领3机加工要领
316LN不锈钢锻件的锻造方法.pdf
本发明公开了316LN不锈钢锻件的锻造方法,它包括以下步骤:316LN不锈钢的化学成分为C为≤0.03,Si为≤0.75,Mn为≤2.0,S为≤0.03,P为≤0.045,Cr为16.0‑18.0,Mo为2.0‑3.0,Ni为10.0‑14.0,N为≤0.25;将316LN不锈钢放入熔炉,始锻预热温度控制熔点200‑300℃,316LN不锈钢始锻熔点温度在1000‑1300℃就开始出现液相相变,γ体相区较低碳钢相区狭窄,850‑900℃左右开始向奥氏体转变制成棒料;锻后空冷550℃,热装炉退火,770‑7