
用连铸坯生产厚度为150~190mm的桥梁用钢及其工艺.pdf

冷霜****魔王

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
用连铸坯生产厚度为150~190mm的桥梁用钢及其工艺.pdf
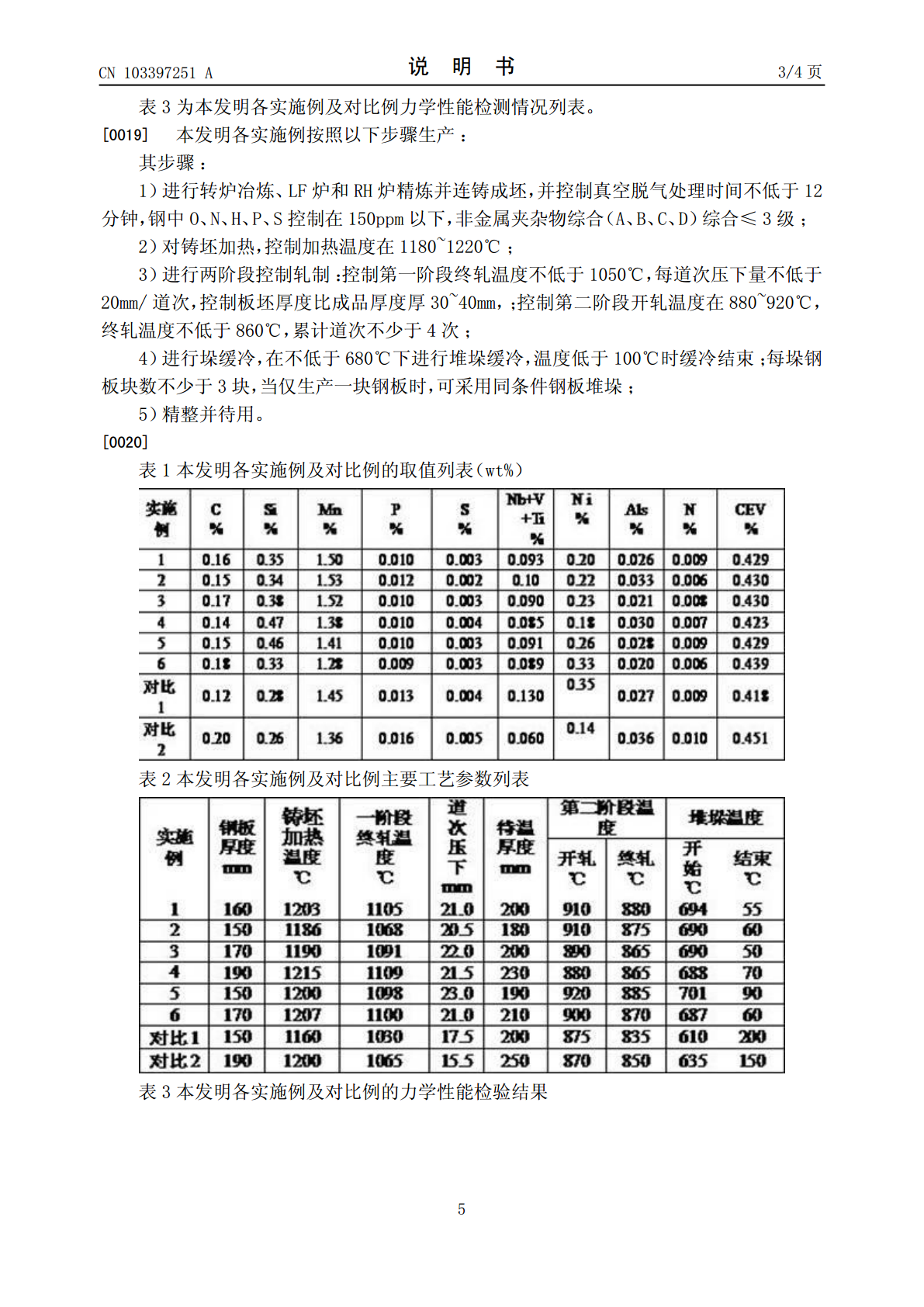
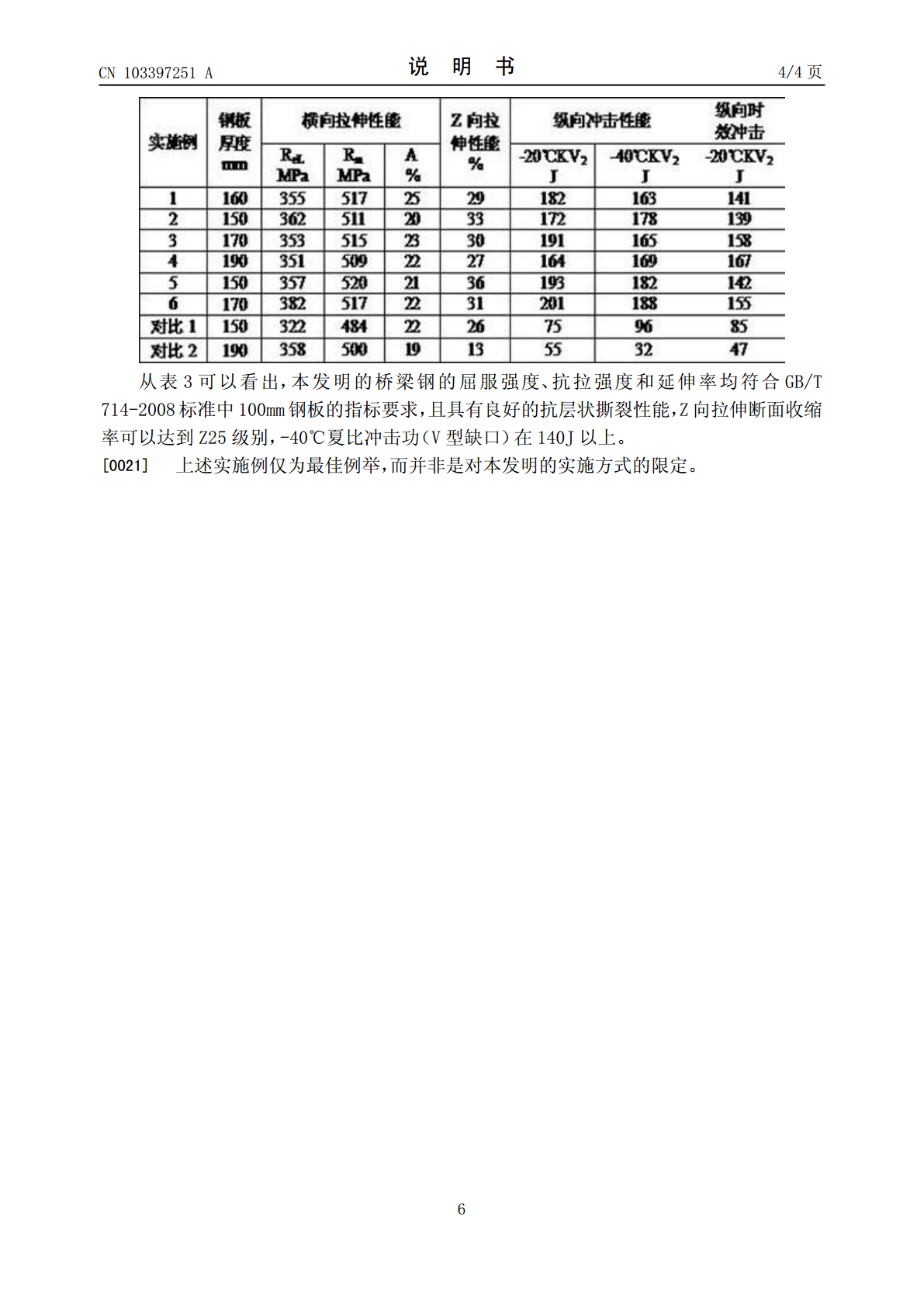
用连铸坯生产厚度为150~190mm的桥梁用钢,其组分及重量百分比含量为:C:0.14~0.18%,Si:0.030~0.50%,Mn:1.20~1.60%,P:≤0.015%,S:≤0.010,(Nb+V+Ti)0.07~0.12%,Ni:0.15~0.40%,N≤0.012%,ALs:0.015~0.040%;Nb+V+Ti中任意元素不能为零且以任意比例混合;碳当量CEV=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15≤0.44%;工艺:转炉冶炼、精炼并连铸成坯;铸坯加热;两阶段控制轧制;
一种连铸坯生产易焊接特厚桥梁用钢及其生产方法.pdf
一种连铸坯生产易焊接特厚桥梁用钢及其生产方法,属于桥梁用钢技术领域。化学成分的重量百分比为:C:0.035%~0.045%,Si:0.20%~0.50%,Mn:1.20%~1.64%等,余量为Fe及不可避免杂质。其生产方法步骤为:连铸坯入加热炉加热,加热温度为1140~1180℃;进行两阶段轧制;终轧后钢板入ACC内进行摆动冷却,开冷温度为730~750℃,终冷温度为320~390℃;下线堆冷,时间>72h。优点在于,提高成材率同时避免正火过程而降低钢板成本;降低碳含量而改善其焊接性能。
直接用连铸坯生产大厚度齿条钢板及其制造方法.pdf
本发明涉及一种直接用连铸坯生产大厚度齿条钢板,所述钢板以Fe为基础元素,且还包含如下化学成分(质量%):C:0.10~0.16%,Si:0.15~0.35%,Mn:0.95~1.25%,P:£0.010%,S:£0.005%,2.4%£?Cr+Mo+Ni+Cu?£3.0%,0.08%£?Al+V?£0.13%,N:£0.007%,B:0.001~0.002%。其制造方法为KR铁水预处理-转炉冶炼-LF精炼-RH精炼-连铸-连铸坯加罩缓冷-连铸坯清理-加热-高压水除鳞-控轧-矫直-堆缓冷或控制条件下的缓慢冷
大方坯齿轮钢铸坯的连铸生产方法.pdf
本发明涉及一种大方坯齿轮钢铸坯的连铸生产方法,适用于360mm×450mm断面大方坯齿轮钢铸坯,属于大方坯齿轮钢生产技术领域。本发明在结晶器电磁搅拌的基础上,在二冷区与凝固末端之间增设了电磁搅拌装备,并且对两者的安装位置和工作参数作了合理设计,再结合控制浇注钢液过热度、浇注速度、冷却参数等,提升了大方坯齿轮钢连铸坯的致密性及均质性,此外,通过对管式结晶器的圆角参数设计,优化铸坯角部冷却,改善了铸坯角部缺陷控制。通过对冷却水路的改进,以保证传热均匀性,使得结晶器出口处铸坯坯壳厚度均匀。本发明可确保大方坯齿轮
汽车结构用钢B280VK连铸坯轧制工艺.pdf
本发明公开了一种汽车结构用钢B280VK连铸坯轧制工艺,有如下步骤:(1)加热时间:连铸板坯加热时间大于160分钟,板坯头尾温度差小于20°C;(2)热轧板坯开轧温度为1180°C±30°C,热连轧最后一个道次的终轧温度为860°C±20°C,带钢的卷取温度为580°C±20°C,消除热轧造成的翘皮和划伤;(3)冷轧压下率:板面反射率大于或等于60°C,吹扫压力大于0.5Mpa;(4)退火要求:罩式退火炉温度采用600°C±10°C,加热温度升至430°C,加热速率为30‑40℃/h;(5)平整工艺:优先