
一种600MPa热轧带肋钢筋及其生产方法.pdf

山梅****ai


1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种600MPa热轧带肋钢筋及其生产方法.pdf
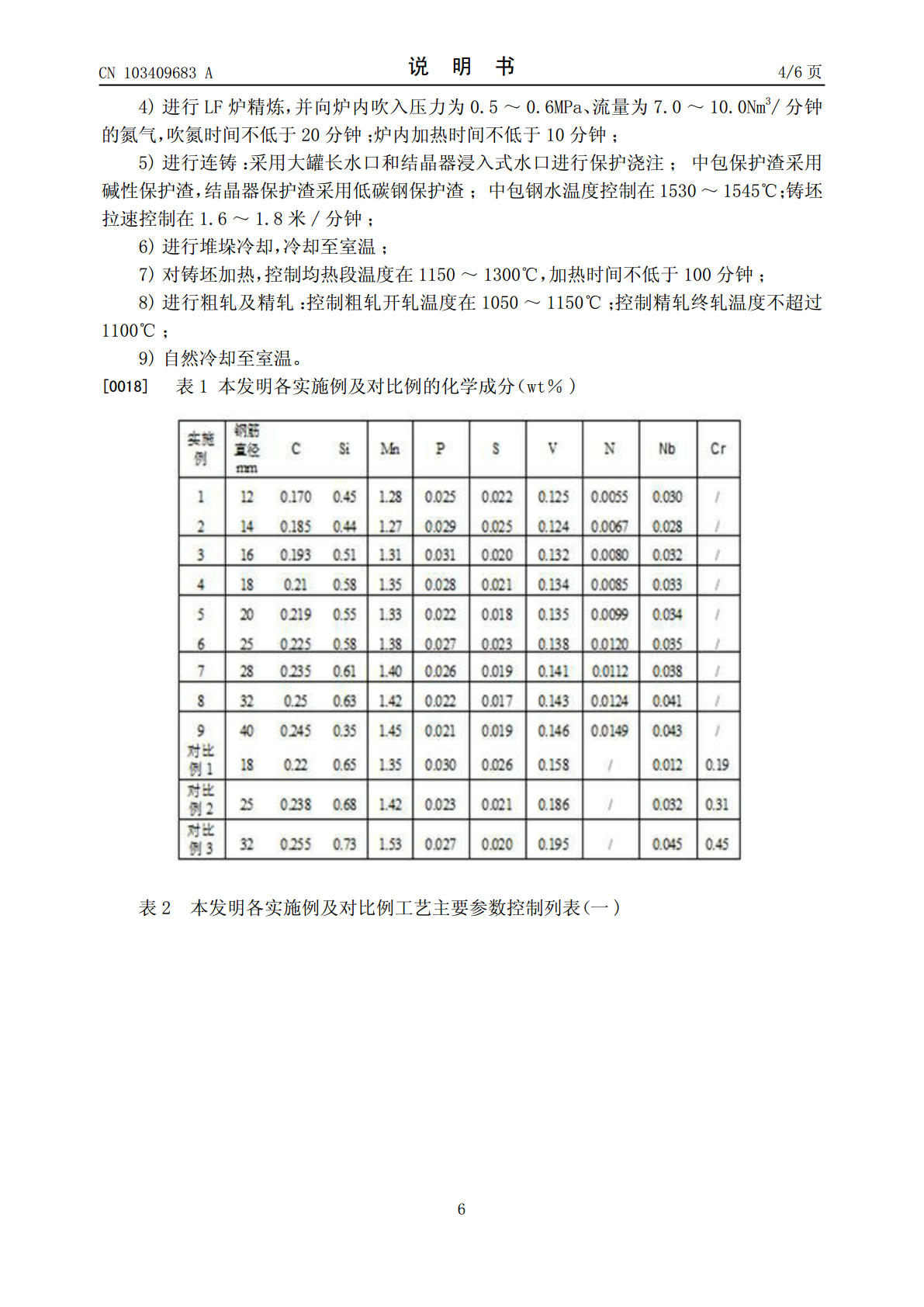
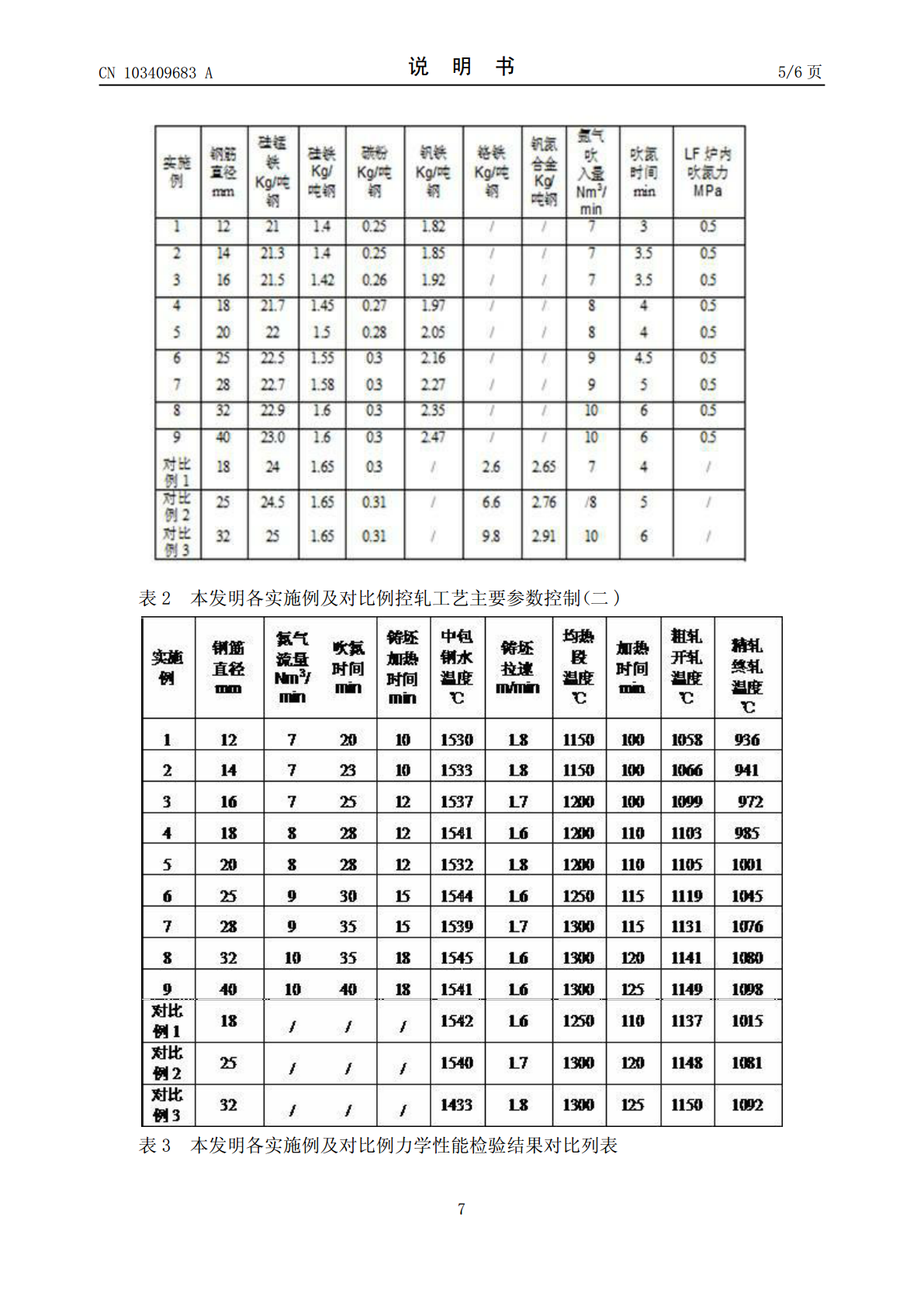
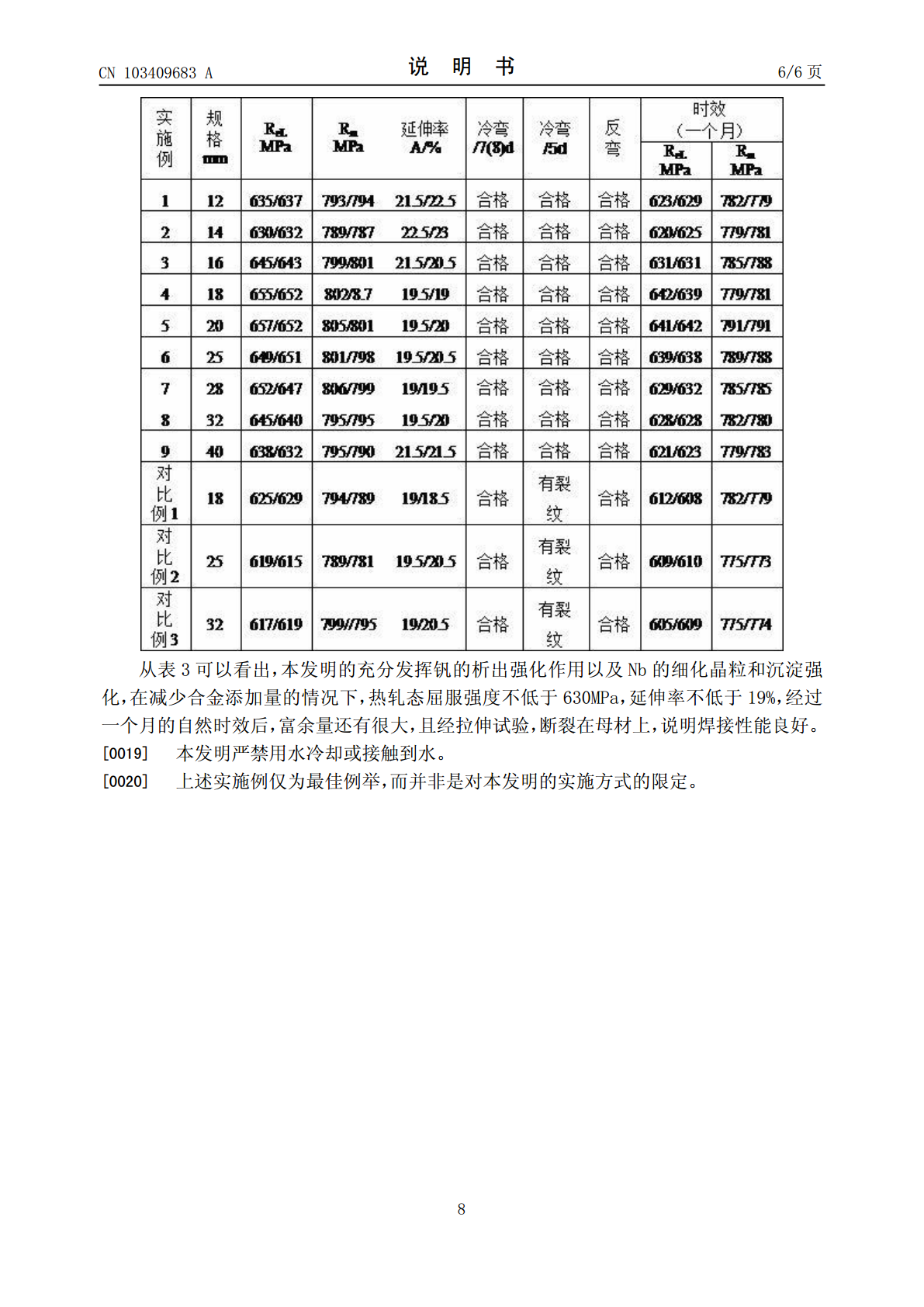
一种600Mpa热轧带肋钢筋及其生产方法,其组分及重量百分比含量为:C:0.17~0.25%、Si:0.4~0.8%、Mn:1.2~1.6%、P≦0.045%、S≦0.045%、V:0.12~0.15%、N:0.003~0.015%、Nb:0.025~0.045%;其生产步骤:铁水脱硫;转炉顶底复合吹炼;LF炉精炼;连铸;堆垛冷却至室温;对铸坯加热;进行粗轧及精轧;自然冷却至室温。本发明与现有技术添加钒铌、钒氮微合金化技术相比,在成本大幅降低的前提下,其热轧态屈服强度达到600MPa以上,延伸率A≥19%
一种600MPa级的热轧带肋钢筋用钢及其冶炼方法.pdf
本发明公开了一种600MPa级的热轧带肋钢筋用钢,以重量百分比计,含C:0.18-0.28%、Si:0.40-0.80%、Mn:1.35-1.60%、P:0-0.045%、S:0-0.045%、V:0.15-0.25%,N:0.034-0.083%,且V/N比为3.0-4.5,其余为Fe和杂质元素。其冶炼方法为:在转炉冶炼出钢过程中,向钢包中每吨钢水加入含1.5-2.6kg纯钒的钒氮合金,并且每吨钢水加入含0.51-4.8kg纯氮的增氮剂,将钢水的V/N比控制在3.0-4.5之间。本发明利用廉价的氮元素充
屈服强度≥600Mpa的耐腐蚀热轧带肋钢筋及生产方法.pdf
屈服强度≥600Mpa的耐腐蚀热轧带肋钢筋,其组分及重量百分比含量为:C:0.17~0.28%、Si:0.50~0.90%、Mn:0.70~1.50%、P:0.04~009%、S≦0.015%、V:0.08~0.15%、Nb:0.025~0.045%;生产工艺:铁水脱硫;转炉顶底复合吹炼;氩站精练;LF炉精炼;连铸;堆垛冷却至室温;铸坯加热;粗轧及精轧;自然冷却至室温。本发明环氧树脂涂层钢筋相比不存在涂层脱落而造成腐蚀速率加速的缺点;与不锈钢钢筋相比,大量减少了Cr的含量;与普通钢筋相比,其抗Cl离子腐蚀
热轧带肋钢筋的生产方法.pdf
热轧带肋钢筋的生产方法,所述弹簧钢热轧盘条规格为Φ8mm~Φ10mm,钢的化学成分质量百分含量为C=0.20%~0.25%,Si=0.40%~0.50%,Mn=1.40%~1.60%,P≤0.045%,S≤0.045%,V=0.015%~0.020%,其余为Fe和不可避免的杂质元素;轧制工艺为:出炉温度1070~1130℃,进预精轧温度970~1000℃,进精轧温度840~880℃;吐丝温度845~875℃;终轧温度在奥氏体区再结晶温度以下;在风冷辊道上通过风机快速冷却,风量为100%;经过关闭保温罩的
600MPa级高强度热轧带肋抗震耐腐蚀钢筋及其生产工艺.pdf
本发明属于钢铁生产技术领域,具体涉及一种600MPa级高强度热轧带肋抗震耐腐蚀钢筋,其成分及重量百分配比:C为0.25%,Si为0.5%,Mn为1.35%,V为0.07%,Ti为0.04%,N为0.016%,Gr为0.45%,P为0.025%,S为0.025%,Fe和不可避免的杂质为97.264%。电炉冶炼‑炉外精炼‑连铸‑加热‑控制轧制‑轧后控冷和冷床空冷;加热温度为1200℃,均热温度为1140℃,开轧温度为1025℃,终轧温度为1000℃,控冷压力为06MPa,螺纹钢上冷床温度为880℃,组织转变时