
一种深冲用430型铁素体不锈钢的轧制方法.pdf

飞飙****ng

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种深冲用430型铁素体不锈钢的轧制方法.pdf
本发明涉及一种深冲用430型铁素体不锈钢的轧制方法,它包括热轧、罩式炉保温与冷轧,其特征是:热轧带钢终轧温度为720-800℃之间,罩式炉退火过程保温温度为845-855℃,罩式炉保温时间24-30小时。对成品冷轧带钢厚度不大于1.0mm的带钢,冷轧变形率≧83%,只能为单轧程轧制。对成品冷轧带钢厚度为2.0-1.0mm的带钢,冷轧变形率≧80%,只能为单轧程轧制。本深冲用430型铁素体不锈钢的轧制方法轧制的430冷轧带钢,延伸率可由20%以上达到27%-33%,r平均值可由0.95达到1.15-1.25
一种提高430铁素体不锈钢深冲性能的退火工艺.pdf
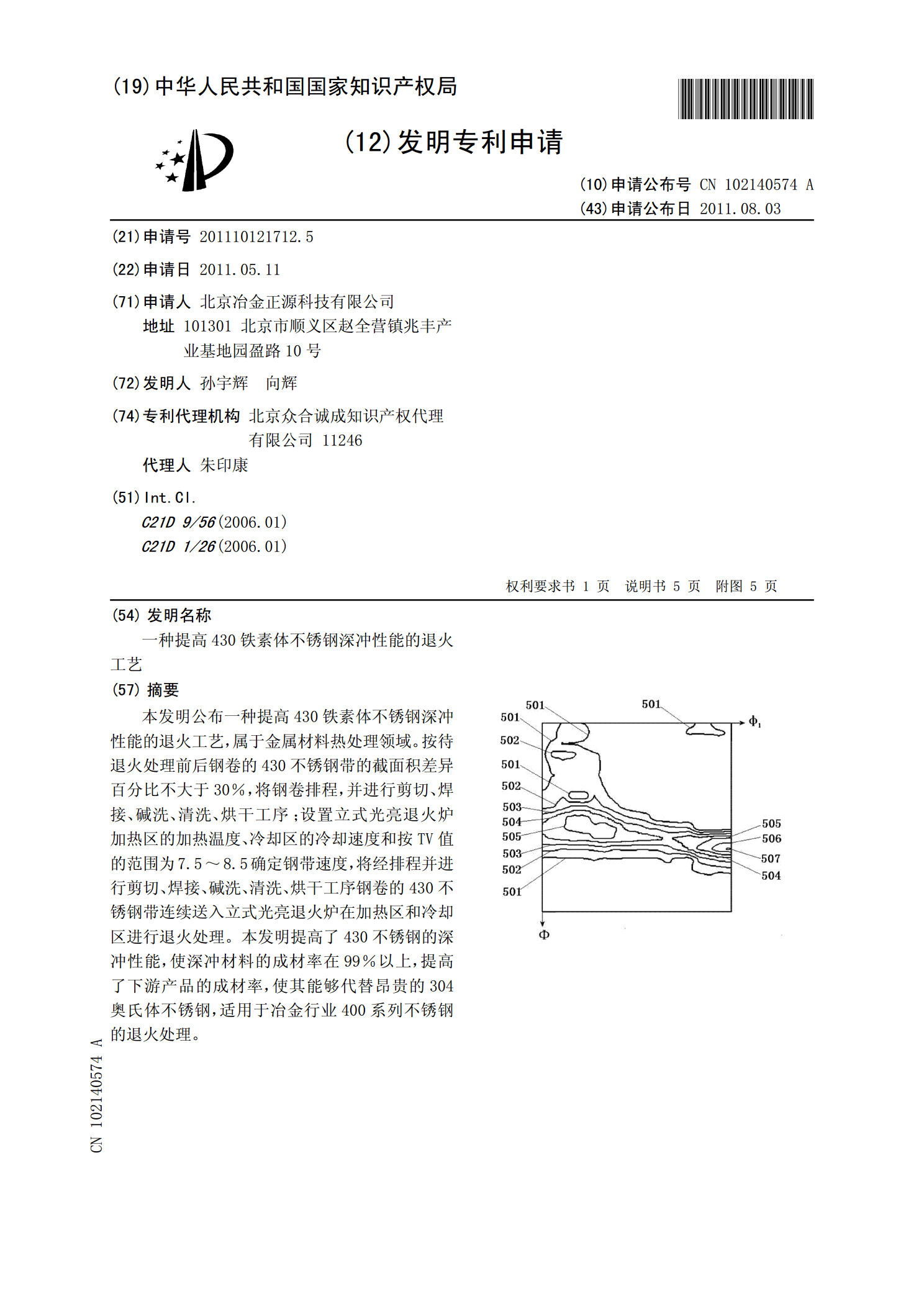
本发明公布一种提高430铁素体不锈钢深冲性能的退火工艺,属于金属材料热处理领域。按待退火处理前后钢卷的430不锈钢带的截面积差异百分比不大于30%,将钢卷排程,并进行剪切、焊接、碱洗、清洗、烘干工序;设置立式光亮退火炉加热区的加热温度、冷却区的冷却速度和按TV值的范围为7.5~8.5确定钢带速度,将经排程并进行剪切、焊接、碱洗、清洗、烘干工序钢卷的430不锈钢带连续送入立式光亮退火炉在加热区和冷却区进行退火处理。本发明提高了430不锈钢的深冲性能,使深冲材料的成材率在99%以上,提高了下游产品的成材率,使
一种铁素体轧制方法.pdf
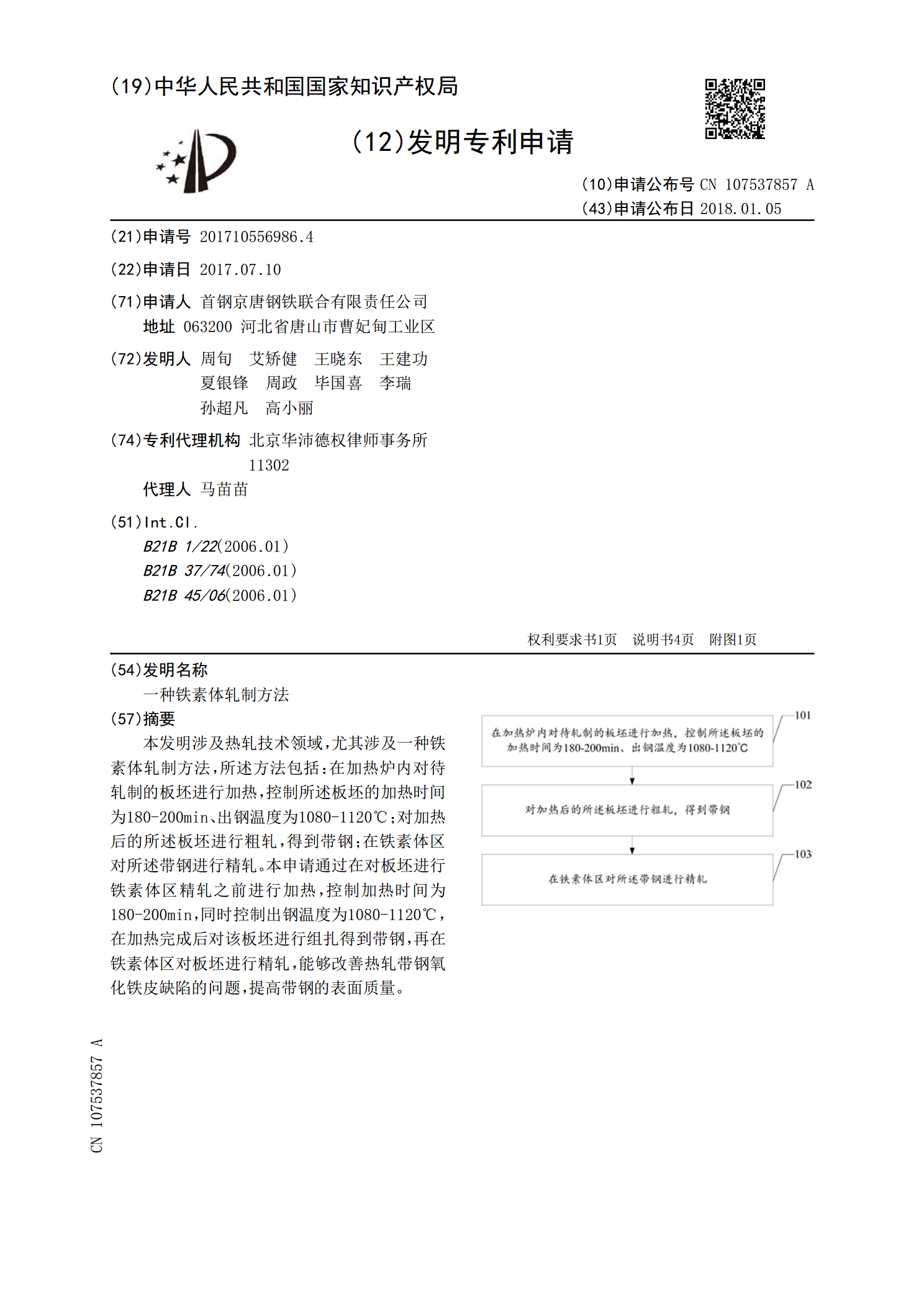
本发明涉及热轧技术领域,尤其涉及一种铁素体轧制方法,所述方法包括:在加热炉内对待轧制的板坯进行加热,控制所述板坯的加热时间为180‑200min、出钢温度为1080‑1120℃;对加热后的所述板坯进行粗轧,得到带钢;在铁素体区对所述带钢进行精轧。本申请通过在对板坯进行铁素体区精轧之前进行加热,控制加热时间为180‑200min,同时控制出钢温度为1080‑1120℃,在加热完成后对该板坯进行组扎得到带钢,再在铁素体区对板坯进行精轧,能够改善热轧带钢氧化铁皮缺陷的问题,提高带钢的表面质量。
无头连铸连轧深冲用低微碳钢卷的铁素体轧制方法和装置.pdf
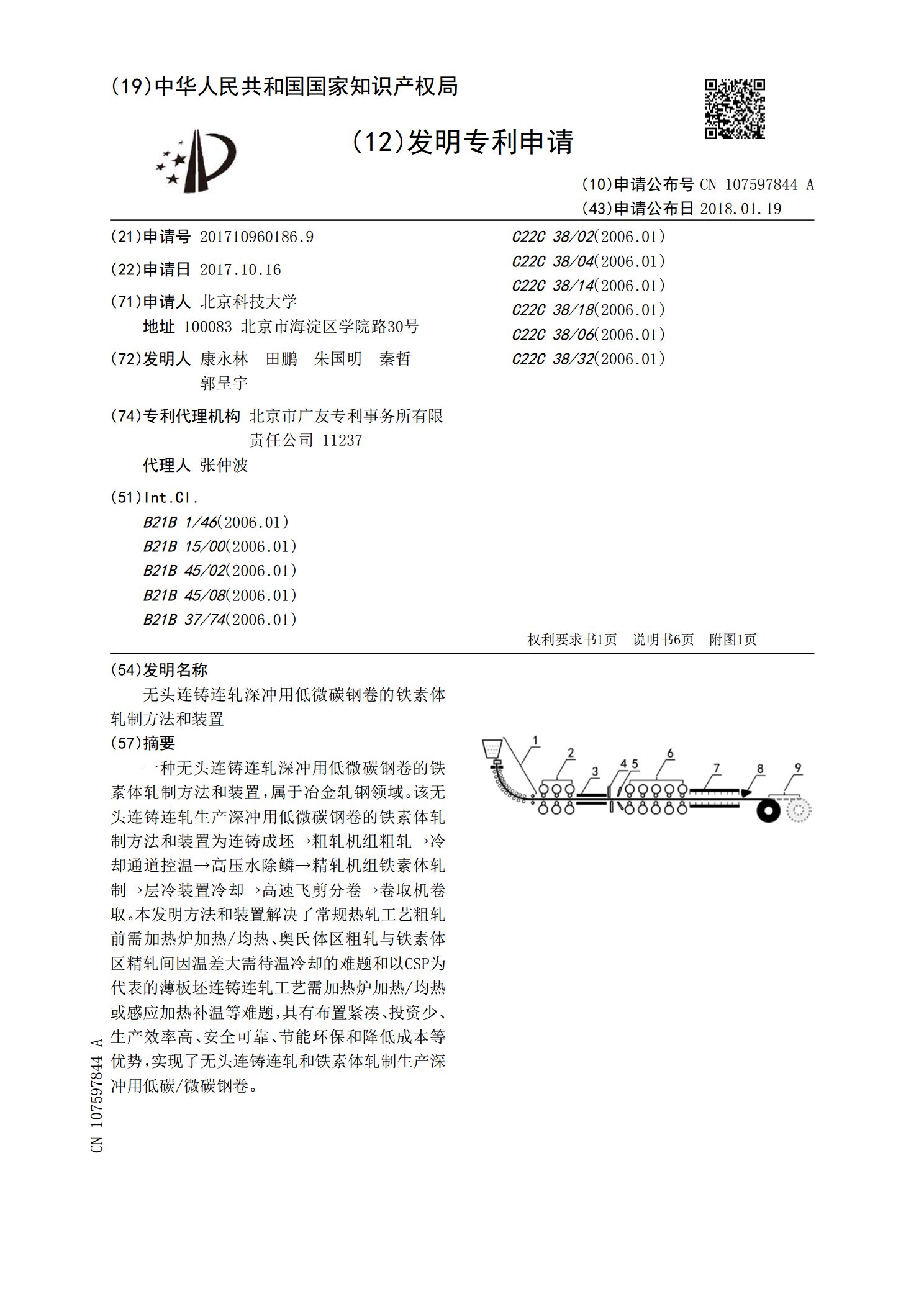
一种无头连铸连轧深冲用低微碳钢卷的铁素体轧制方法和装置,属于冶金轧钢领域。该无头连铸连轧生产深冲用低微碳钢卷的铁素体轧制方法和装置为连铸成坯→粗轧机组粗轧→冷却通道控温→高压水除鳞→精轧机组铁素体轧制→层冷装置冷却→高速飞剪分卷→卷取机卷取。本发明方法和装置解决了常规热轧工艺粗轧前需加热炉加热/均热、奥氏体区粗轧与铁素体区精轧间因温差大需待温冷却的难题和以CSP为代表的薄板坯连铸连轧工艺需加热炉加热/均热或感应加热补温等难题,具有布置紧凑、投资少、生产效率高、安全可靠、节能环保和降低成本等优势,实现了无头
无头连铸连轧超深冲用超低碳钢卷铁素体轧制方法和装置.pdf
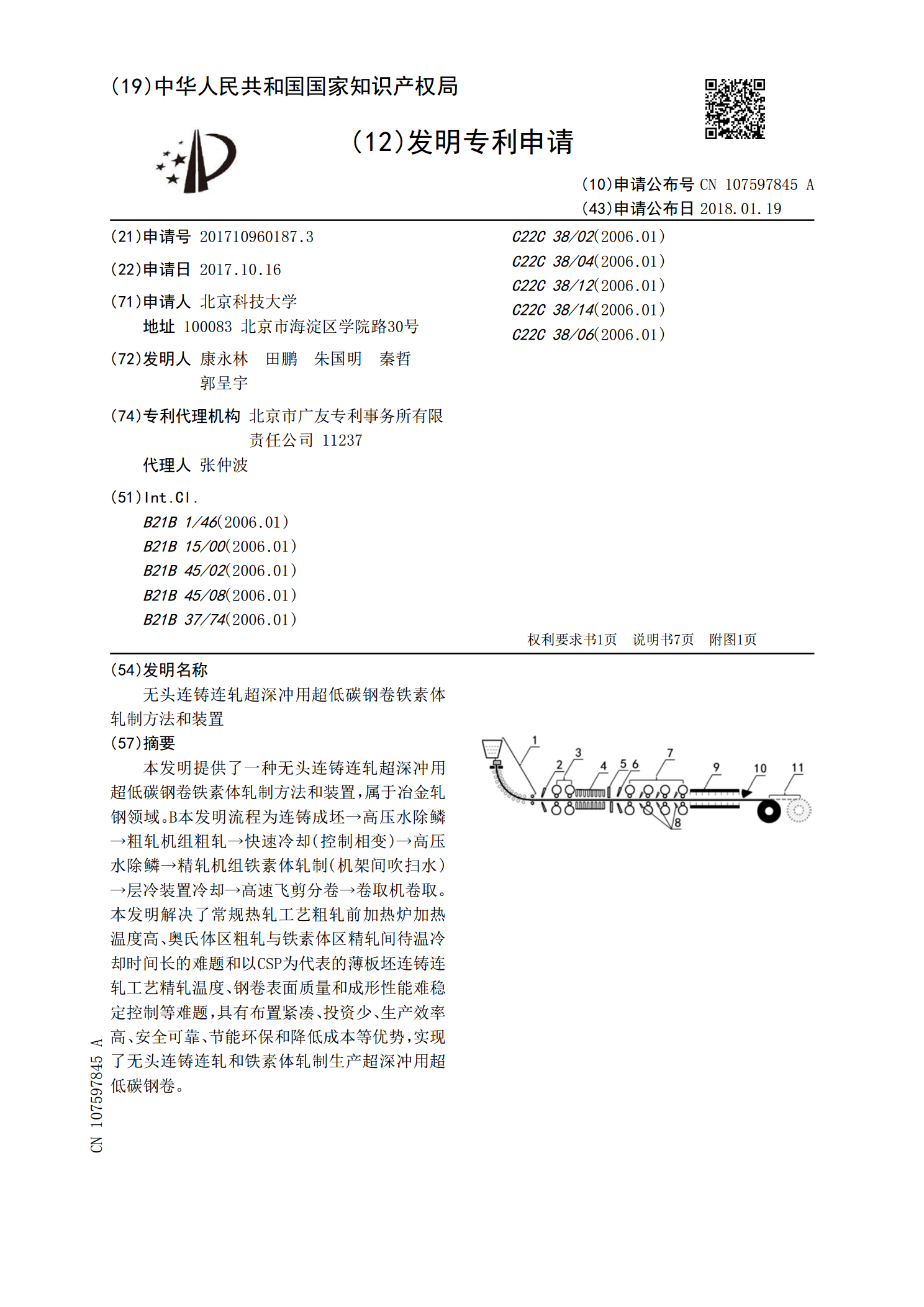
本发明提供了一种无头连铸连轧超深冲用超低碳钢卷铁素体轧制方法和装置,属于冶金轧钢领域。B本发明流程为连铸成坯→高压水除鳞→粗轧机组粗轧→快速冷却(控制相变)→高压水除鳞→精轧机组铁素体轧制(机架间吹扫水)→层冷装置冷却→高速飞剪分卷→卷取机卷取。本发明解决了常规热轧工艺粗轧前加热炉加热温度高、奥氏体区粗轧与铁素体区精轧间待温冷却时间长的难题和以CSP为代表的薄板坯连铸连轧工艺精轧温度、钢卷表面质量和成形性能难稳定控制等难题,具有布置紧凑、投资少、生产效率高、安全可靠、节能环保和降低成本等优势,实现了无头连