
一种烧结机台车炉篦条用高铬合金及其制造方法.pdf

猫巷****奕声

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种烧结机台车炉篦条用高铬合金及其制造方法.pdf
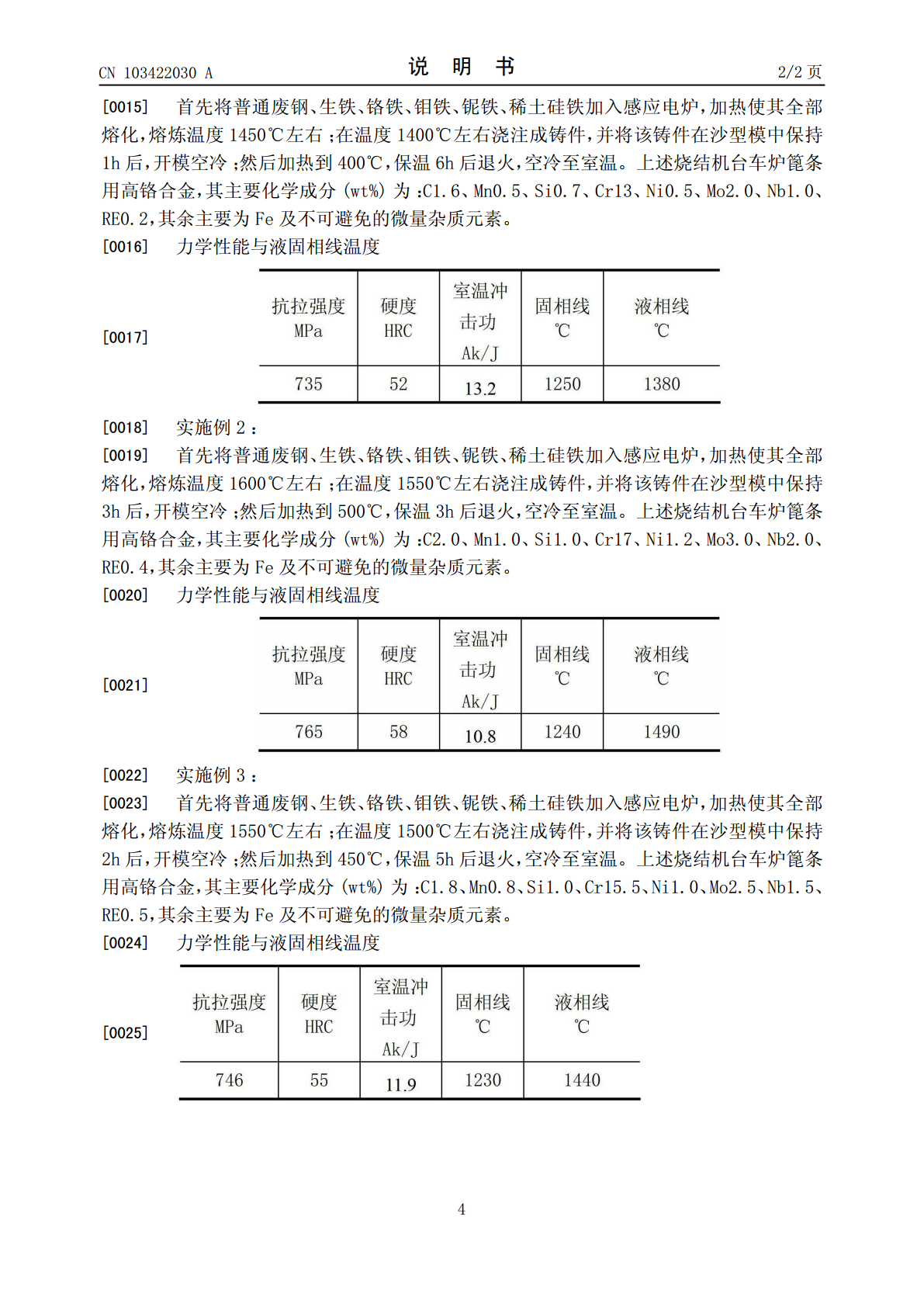
一种烧结机台车炉篦条用高铬合金,其主要化学成分(wt%)为:C1.6-2.0,Mn0.5-1.0,Si0.7-1.0,Cr13-17,Ni0.5-1.2,Mo2.0-3.0,Nb1.0-2.0,RE0.2-0.5,其余主要为Fe及不可避免的微量杂质元素。本发明高铬合金的制造方法主要是将普通废钢、生铁、铬铁、钼铁、铌铁、稀土硅铁合金加入到感应电炉内进行熔炼,熔炼温度1450~1600℃;将上述铁水在温度1400~1550℃浇注成铸件,待铸件在砂型模中凝固并冷却1~3h后,开模空冷;将上述铸件进行400-45
烧结机炉篦条及其制造方法.pdf
本发明涉及一种烧结机炉篦条及其制造方法,其特征是:以质量百分数计,炉篦条的材料含有C:1.0%~1.2%,Cr:20%~25%,Mn:0.8%~5.0%,Si:0.6%~1.0%,Ni:0.8%~2.0%,Mo:0.6%~1.2%,V:0.1%~0.5%,RE:0.01%~0.03%,其余为Fe。优点是:本发明可以大幅度的减少各种失效因素的影响,提高使用寿命。
炉篦条用多元合金化高铬铸钢的材料和方法.pdf
本发明涉及合金及其生产方法技术领域,具体是指炉篦条用多元合金化高铬铸钢的材料和方法,其化学成分包括C:1.3‑2.0、Si:0.8‑1.5、Mn:1.2‑2.0、P≤0.04S、≤0.04、Cr:24‑29、Ni:0.8‑1.80、Mo:0.6‑1.50、AL:0.01‑0.035、V:0.10‑0.30、Nb:0.02‑0.05、N:0.10‑0.22、W:0.01‑0.2、Co:0.015‑0.10、余量为Fe及不可避免的杂质,高性能轻量化炉篦条,兼顾耐高温、耐磨损、抗氧化和热疲劳等性能,同时可以用于
一种用于烧结机台车上的炉篦条的制备方法.pdf
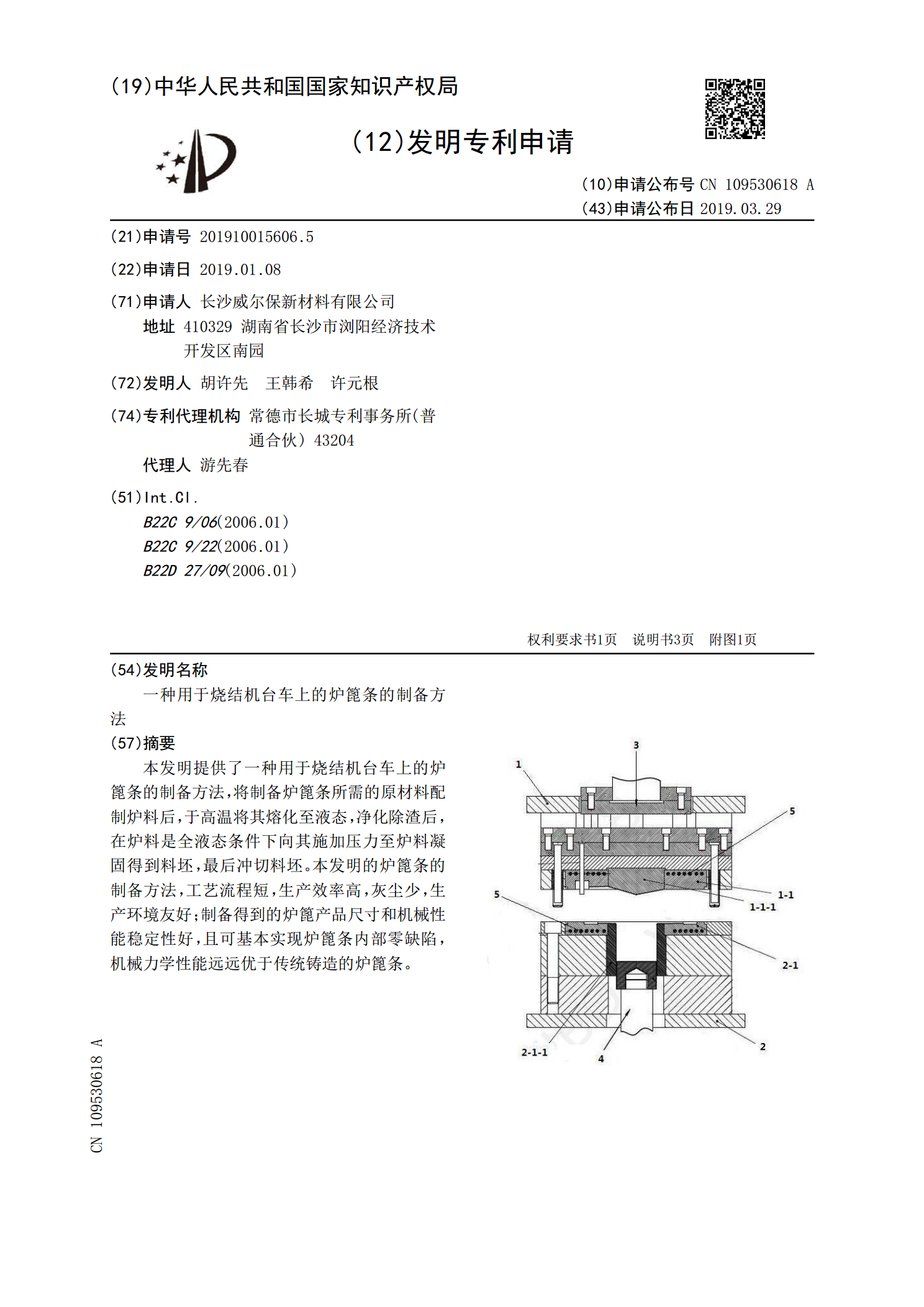
本发明提供了一种用于烧结机台车上的炉篦条的制备方法,将制备炉篦条所需的原材料配制炉料后,于高温将其熔化至液态,净化除渣后,在炉料是全液态条件下向其施加压力至炉料凝固得到料坯,最后冲切料坯。本发明的炉篦条的制备方法,工艺流程短,生产效率高,灰尘少,生产环境友好;制备得到的炉篦产品尺寸和机械性能稳定性好,且可基本实现炉篦条内部零缺陷,机械力学性能远远优于传统铸造的炉篦条。
一种用于烧结机台车的炉篦条.pdf
本发明提供了一种用于烧结机台车的炉篦条,晶粒度等级为7~9级,晶粒粒径分布为5~15μm,抗拉强度为700~900MPa,延伸率为15~20%。经熔化液态炉料倒入模具的型腔中,向其施加并保持至少500MPa的压力,凝固后冲切凝固后的料坯。