
冷轧硬态不锈钢带的生产工艺.pdf

书生****ma

1/10
2/10

3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
冷轧硬态不锈钢带的生产工艺.pdf
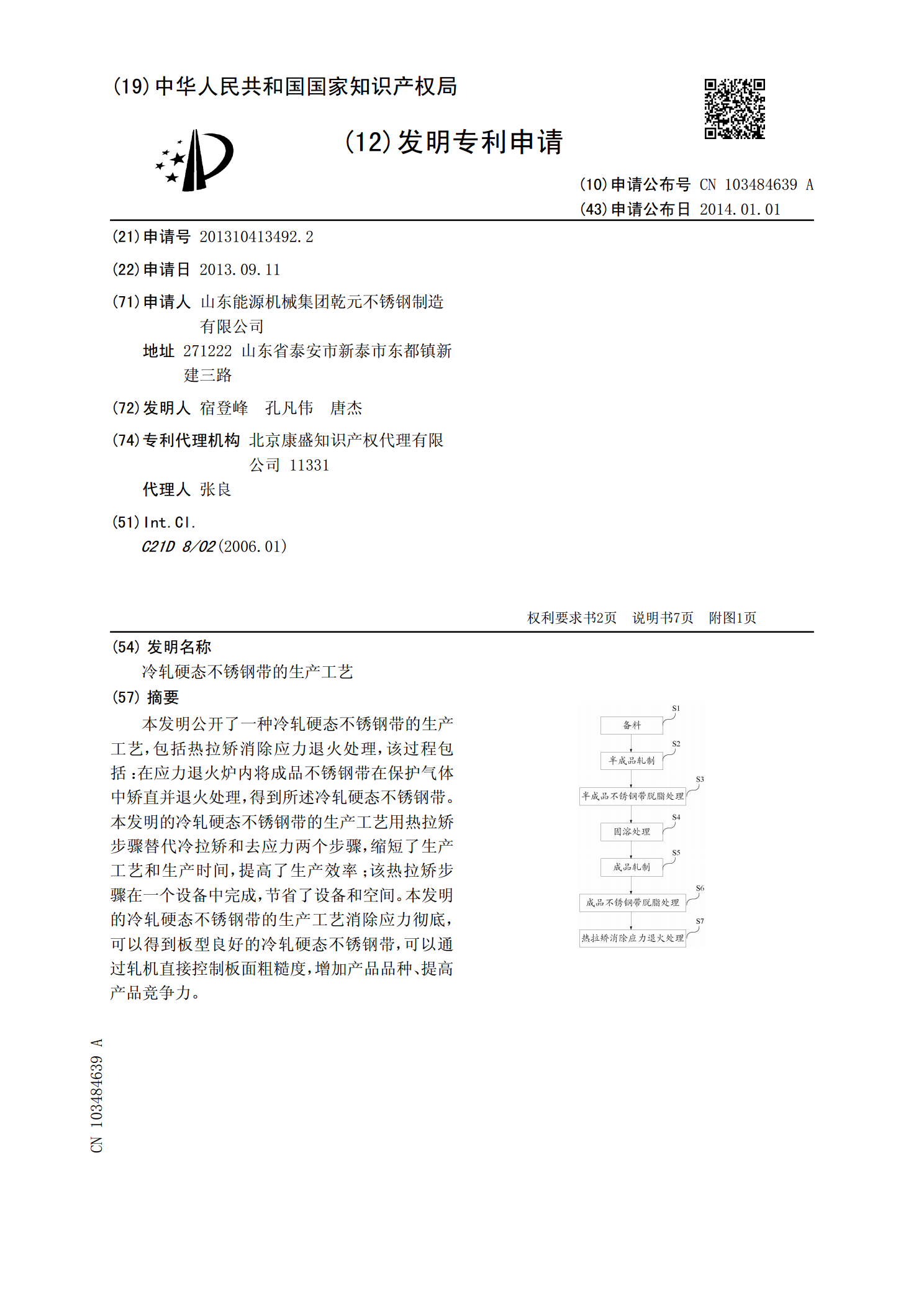
本发明公开了一种冷轧硬态不锈钢带的生产工艺,包括热拉矫消除应力退火处理,该过程包括:在应力退火炉内将成品不锈钢带在保护气体中矫直并退火处理,得到所述冷轧硬态不锈钢带。本发明的冷轧硬态不锈钢带的生产工艺用热拉矫步骤替代冷拉矫和去应力两个步骤,缩短了生产工艺和生产时间,提高了生产效率;该热拉矫步骤在一个设备中完成,节省了设备和空间。本发明的冷轧硬态不锈钢带的生产工艺消除应力彻底,可以得到板型良好的冷轧硬态不锈钢带,可以通过轧机直接控制板面粗糙度,增加产品品种、提高产品竞争力。
超薄精密硬态不锈钢带制作方法.pdf
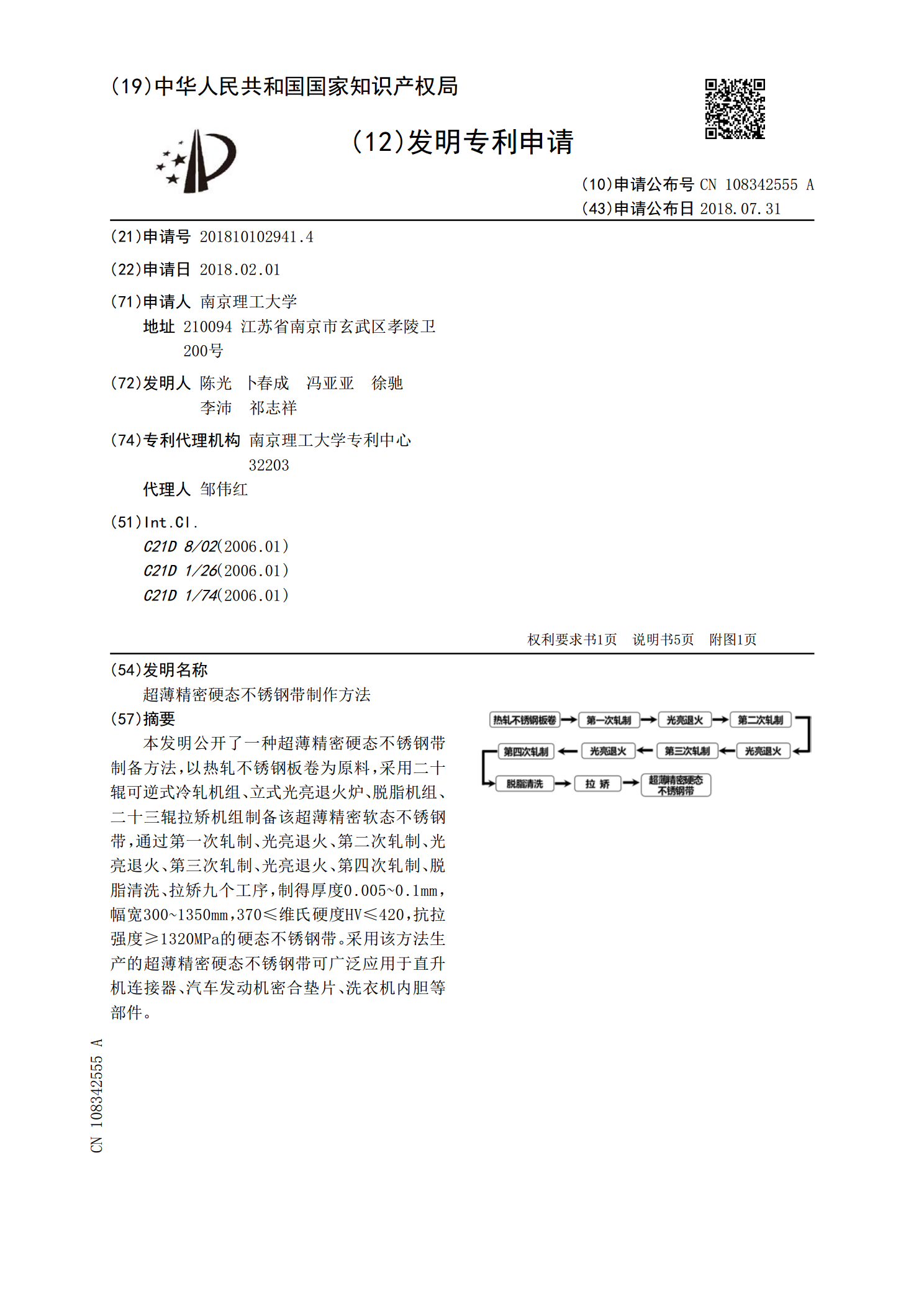
本发明公开了一种超薄精密硬态不锈钢带制备方法,以热轧不锈钢板卷为原料,采用二十辊可逆式冷轧机组、立式光亮退火炉、脱脂机组、二十三辊拉矫机组制备该超薄精密软态不锈钢带,通过第一次轧制、光亮退火、第二次轧制、光亮退火、第三次轧制、光亮退火、第四次轧制、脱脂清洗、拉矫九个工序,制得厚度0.005~0.1mm,幅宽300~1350mm,370≤维氏硬度HV≤420,抗拉强度≥1320MPa的硬态不锈钢带。采用该方法生产的超薄精密硬态不锈钢带可广泛应用于直升机连接器、汽车发动机密合垫片、洗衣机内胆等部件。
一种不锈钢带冷轧装置.pdf
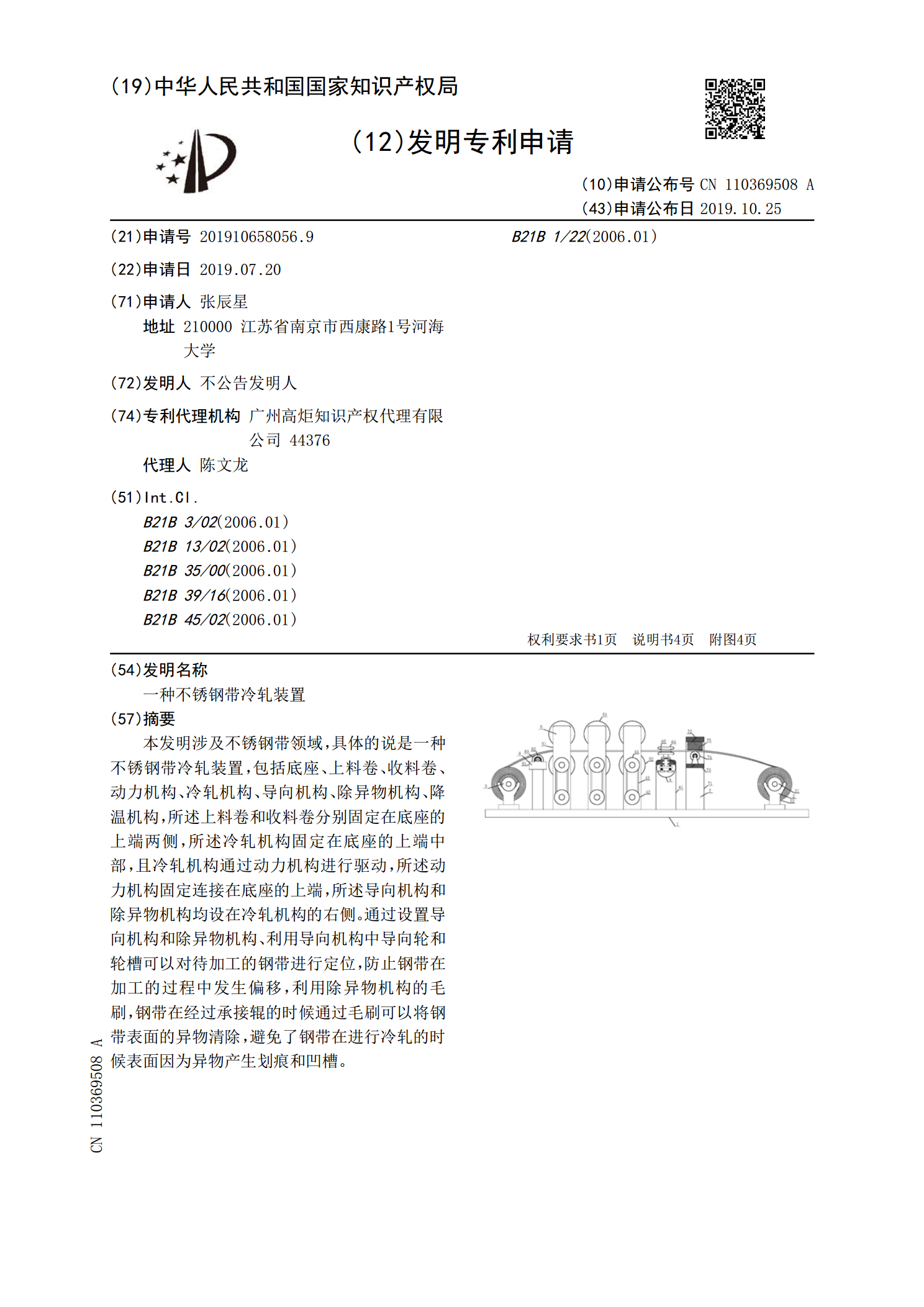
本发明涉及不锈钢带领域,具体的说是一种不锈钢带冷轧装置,包括底座、上料卷、收料卷、动力机构、冷轧机构、导向机构、除异物机构、降温机构,所述上料卷和收料卷分别固定在底座的上端两侧,所述冷轧机构固定在底座的上端中部,且冷轧机构通过动力机构进行驱动,所述动力机构固定连接在底座的上端,所述导向机构和除异物机构均设在冷轧机构的右侧。通过设置导向机构和除异物机构、利用导向机构中导向轮和轮槽可以对待加工的钢带进行定位,防止钢带在加工的过程中发生偏移,利用除异物机构的毛刷,钢带在经过承接辊的时候通过毛刷可以将钢带表面的异
一种不锈钢带冷轧工艺.pdf
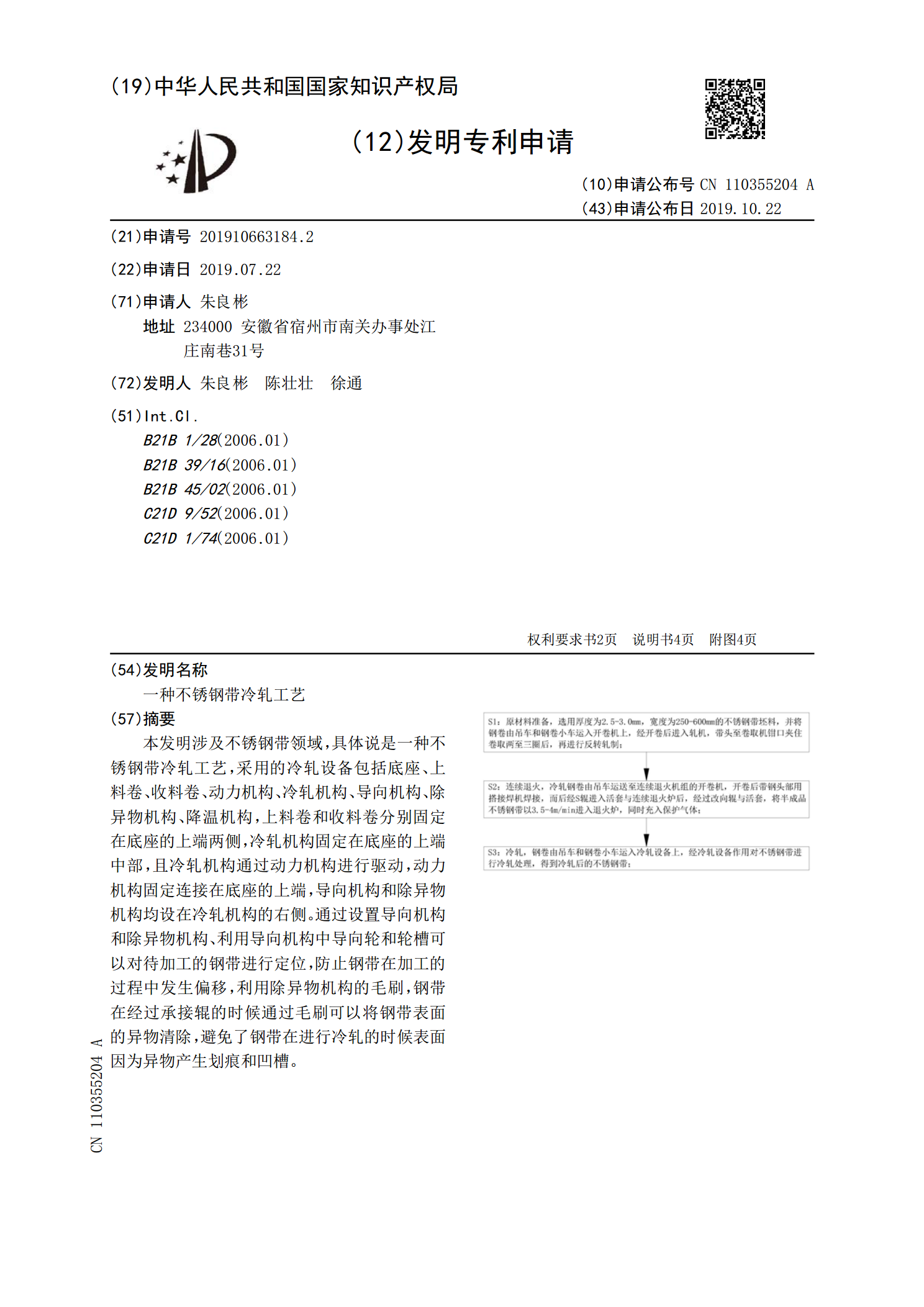
本发明涉及不锈钢带领域,具体说是一种不锈钢带冷轧工艺,采用的冷轧设备包括底座、上料卷、收料卷、动力机构、冷轧机构、导向机构、除异物机构、降温机构,上料卷和收料卷分别固定在底座的上端两侧,冷轧机构固定在底座的上端中部,且冷轧机构通过动力机构进行驱动,动力机构固定连接在底座的上端,导向机构和除异物机构均设在冷轧机构的右侧。通过设置导向机构和除异物机构、利用导向机构中导向轮和轮槽可以对待加工的钢带进行定位,防止钢带在加工的过程中发生偏移,利用除异物机构的毛刷,钢带在经过承接辊的时候通过毛刷可以将钢带表面的异物清
一种不锈钢带冷轧设备.pdf
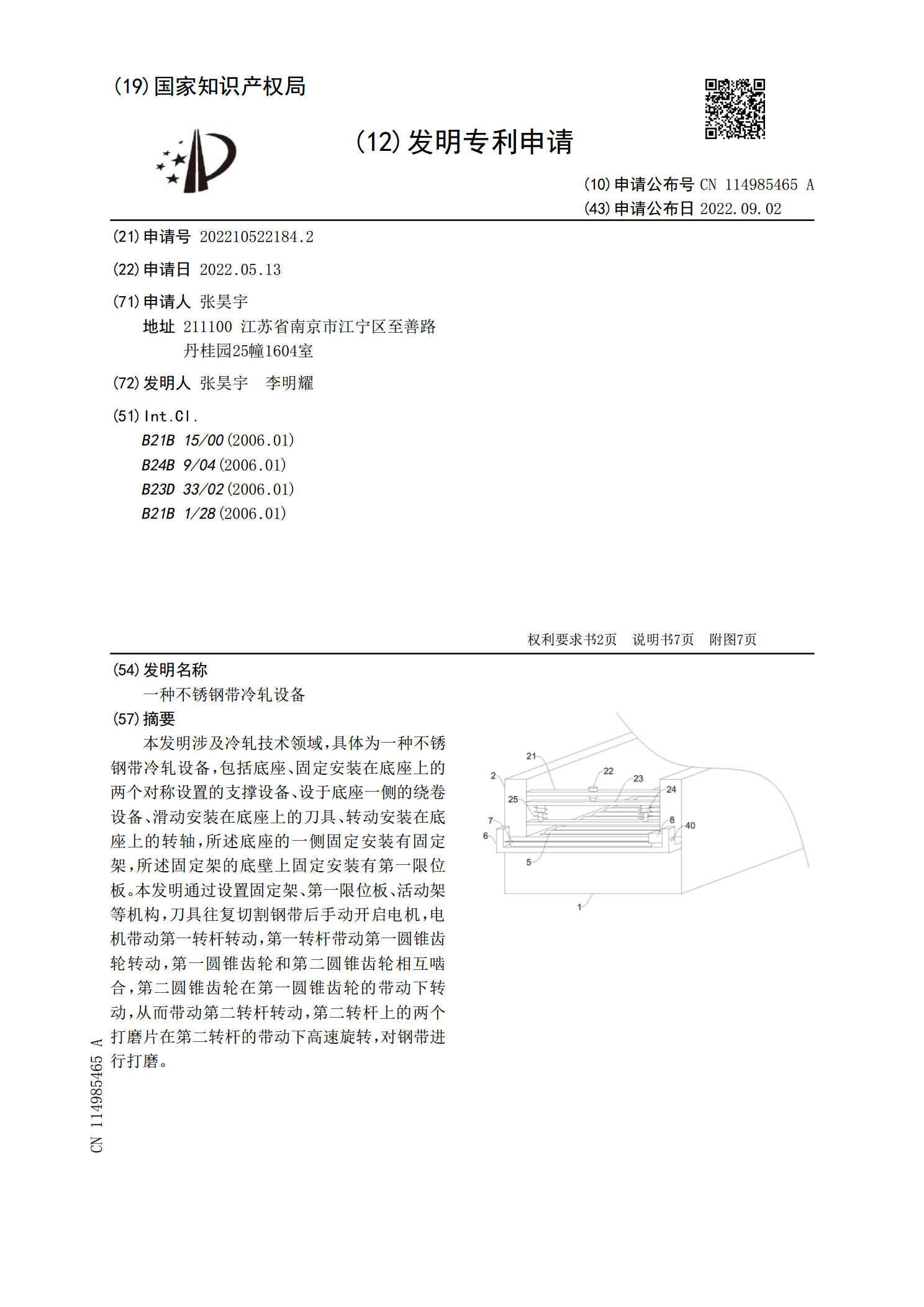
本发明涉及冷轧技术领域,具体为一种不锈钢带冷轧设备,包括底座、固定安装在底座上的两个对称设置的支撑设备、设于底座一侧的绕卷设备、滑动安装在底座上的刀具、转动安装在底座上的转轴,所述底座的一侧固定安装有固定架,所述固定架的底壁上固定安装有第一限位板。本发明通过设置固定架、第一限位板、活动架等机构,刀具往复切割钢带后手动开启电机,电机带动第一转杆转动,第一转杆带动第一圆锥齿轮转动,第一圆锥齿轮和第二圆锥齿轮相互啮合,第二圆锥齿轮在第一圆锥齿轮的带动下转动,从而带动第二转杆转动,第二转杆上的两个打磨片在第二转杆