
一种油井用马氏体不锈钢管的制备方法.pdf

一只****生物

1/5
2/5
3/5
4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种油井用马氏体不锈钢管的制备方法.pdf
本发明公开了一种油井用马氏体不锈钢管的制备方法,所述制备方法包括如下步骤:1)原料冶炼,采用真空感应电炉、电炉-AOD双联冶炼或电炉-AOD-VOD冶炼;在真空下浇铸成钢坯,缓冷;2)热轧,加热至1160-1180℃,保温时间为2-4小时,开轧温度1110-1130℃,终轧温度900-920℃,轧后空冷;3)将板坯卷曲,对接,焊接,磨平;4)常规退火,退火温度为790-810℃;6)淬火和回火,淬火加热温度为1050-1070℃,保温时间为1-2小时,水淬;回火温度为180-190℃,保温时间为3-5小时
一种油井用膨胀钢管的制备方法.pdf
本发明公开了一种油井用膨胀钢管的制备方法,所述制备方法包括如下步骤:1)以废钢、硅铁、锰铁、铬铁、镍块、铌块、铈硅铁、纯铜为原料在电炉中进行熔炼,使得成分满足上述含量范围,然后进行浇注,铸锭在1220-1240℃进行3-4小时的均匀化退火,以改善合金元素的偏析,钢锭经热轧或冷轧后制成钢板或棒材;通过直缝电阻焊制管或通过热轧制成无缝管;2)将第1)步获得的管坯经1160-1180℃固溶处理后得到完全奥氏体组织;管坯随后在470-500℃条件下进行20-30分钟的时效处理。
一种油井管线用钢带及其制备方法.pdf
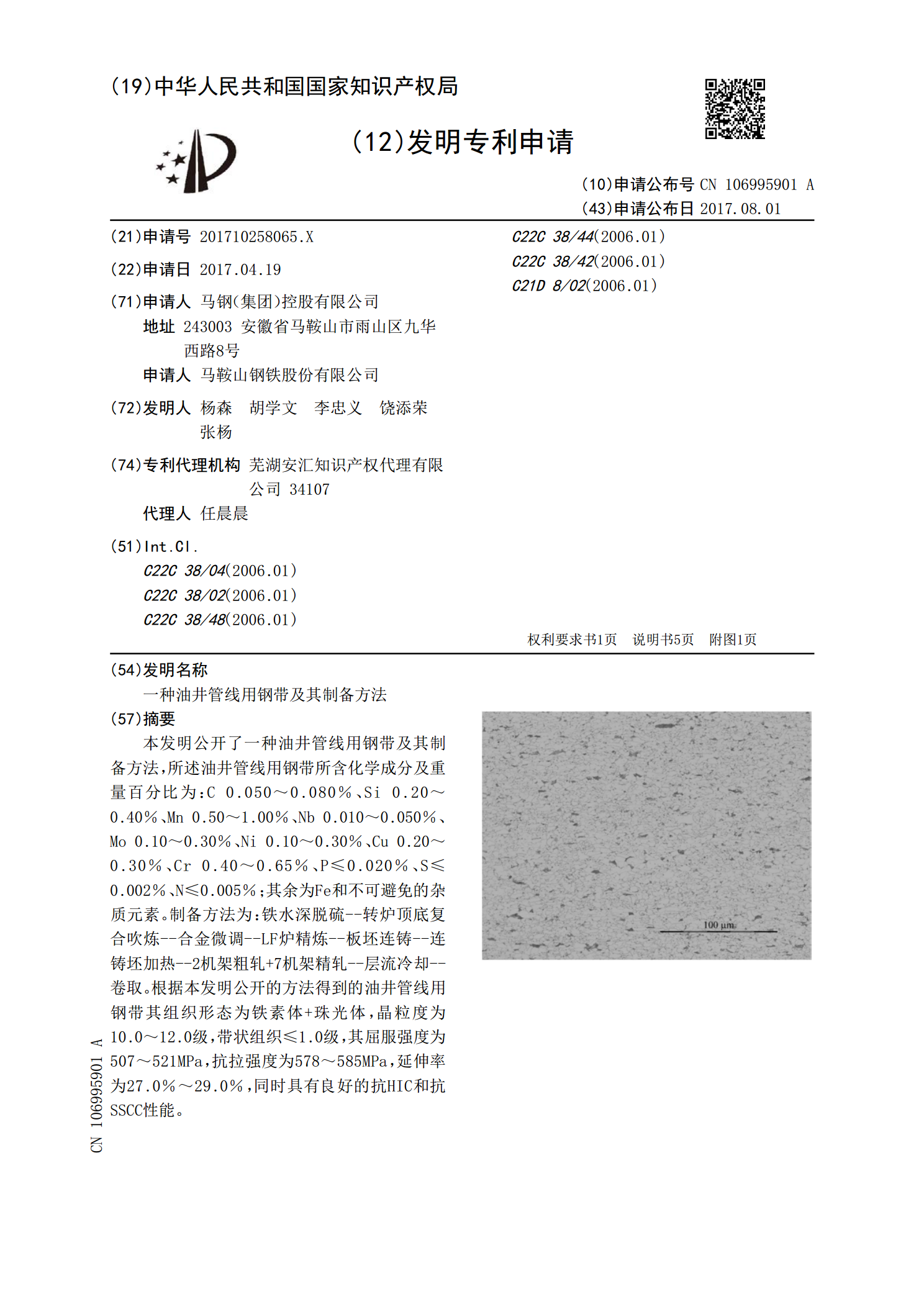
本发明公开了一种油井管线用钢带及其制备方法,所述油井管线用钢带所含化学成分及重量百分比为:C0.050~0.080%、Si0.20~0.40%、Mn0.50~1.00%、Nb0.010~0.050%、Mo0.10~0.30%、Ni0.10~0.30%、Cu0.20~0.30%、Cr0.40~0.65%、P≤0.020%、S≤0.002%、N≤0.005%;其余为Fe和不可避免的杂质元素。制备方法为:铁水深脱硫‑‑转炉顶底复合吹炼‑‑合金微调‑‑LF炉精炼‑‑板坯连铸‑‑连铸坯加热‑‑2机架
一种高碳马氏体不锈钢管材减量化的制备方法.pdf
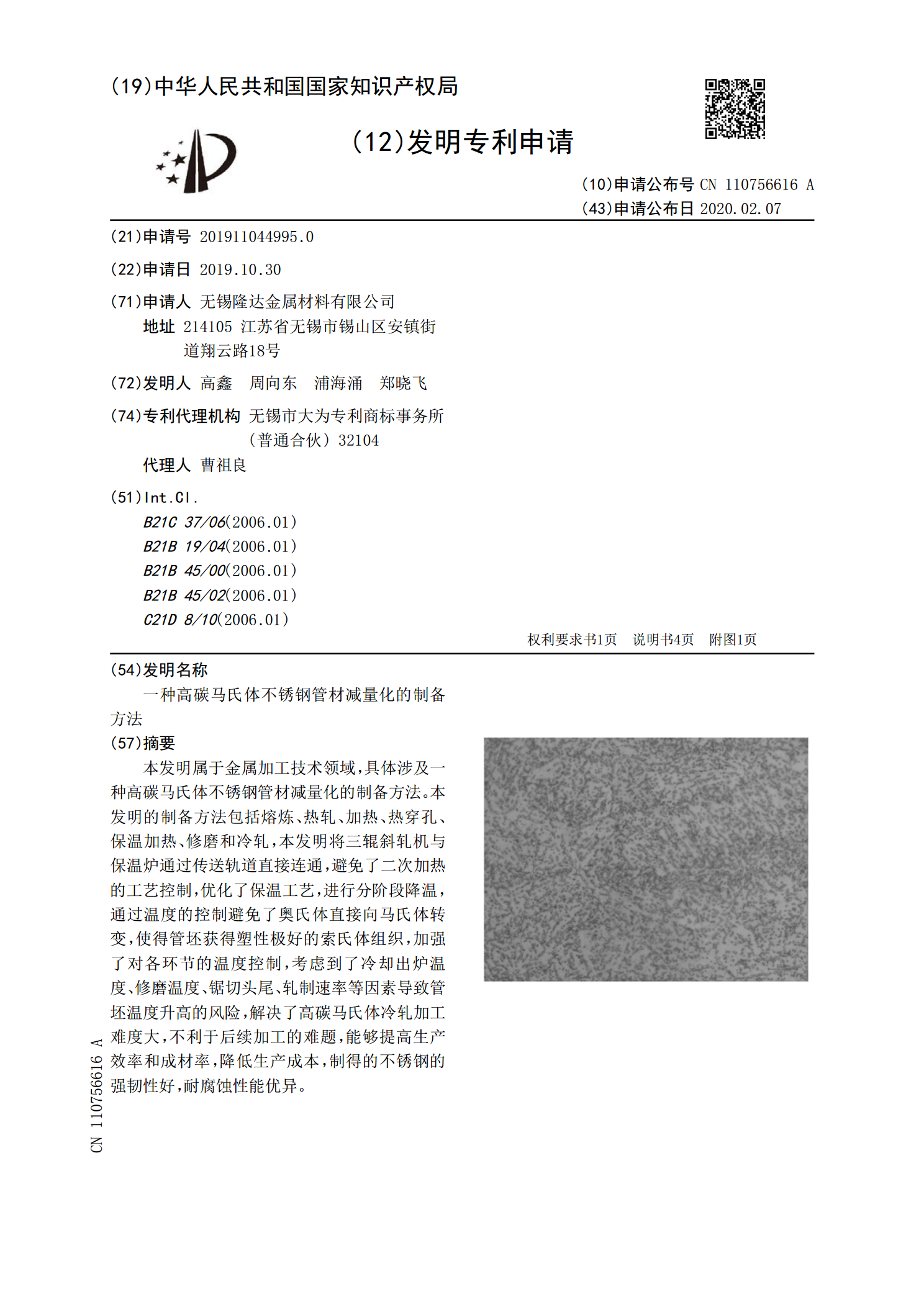
本发明属于金属加工技术领域,具体涉及一种高碳马氏体不锈钢管材减量化的制备方法。本发明的制备方法包括熔炼、热轧、加热、热穿孔、保温加热、修磨和冷轧,本发明将三辊斜轧机与保温炉通过传送轨道直接连通,避免了二次加热的工艺控制,优化了保温工艺,进行分阶段降温,通过温度的控制避免了奥氏体直接向马氏体转变,使得管坯获得塑性极好的索氏体组织,加强了对各环节的温度控制,考虑到了冷却出炉温度、修磨温度、锯切头尾、轧制速率等因素导致管坯温度升高的风险,解决了高碳马氏体冷轧加工难度大,不利于后续加工的难题,能够提高生产效率和成
马氏体耐磨铸铁及轧辊用含钛马氏体耐磨铸铁的制备方法.pdf
本发明公开了一种马氏体耐磨铸铁及轧辊用含钛马氏体耐磨铸铁的制备方法,轧辊用含钛马氏体耐磨铸铁的制备方法包括以下步骤:S1、熔炼:在炉内加入废钢、钼铁、铬铁、纯铜和纯镍进行熔炼,熔清后取样分析炉内各化学成分含量并加入钛铁和钒铁调整炉内化学成分含量,升高温度,准备出铁;S2、炉外处理:出铁过程中随流加入硅钙钡合金和Fe