
一种大厚度锅炉锅筒用低合金高强钢板及其制造方法.pdf

含平****ng

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种大厚度锅炉锅筒用低合金高强钢板及其制造方法.pdf
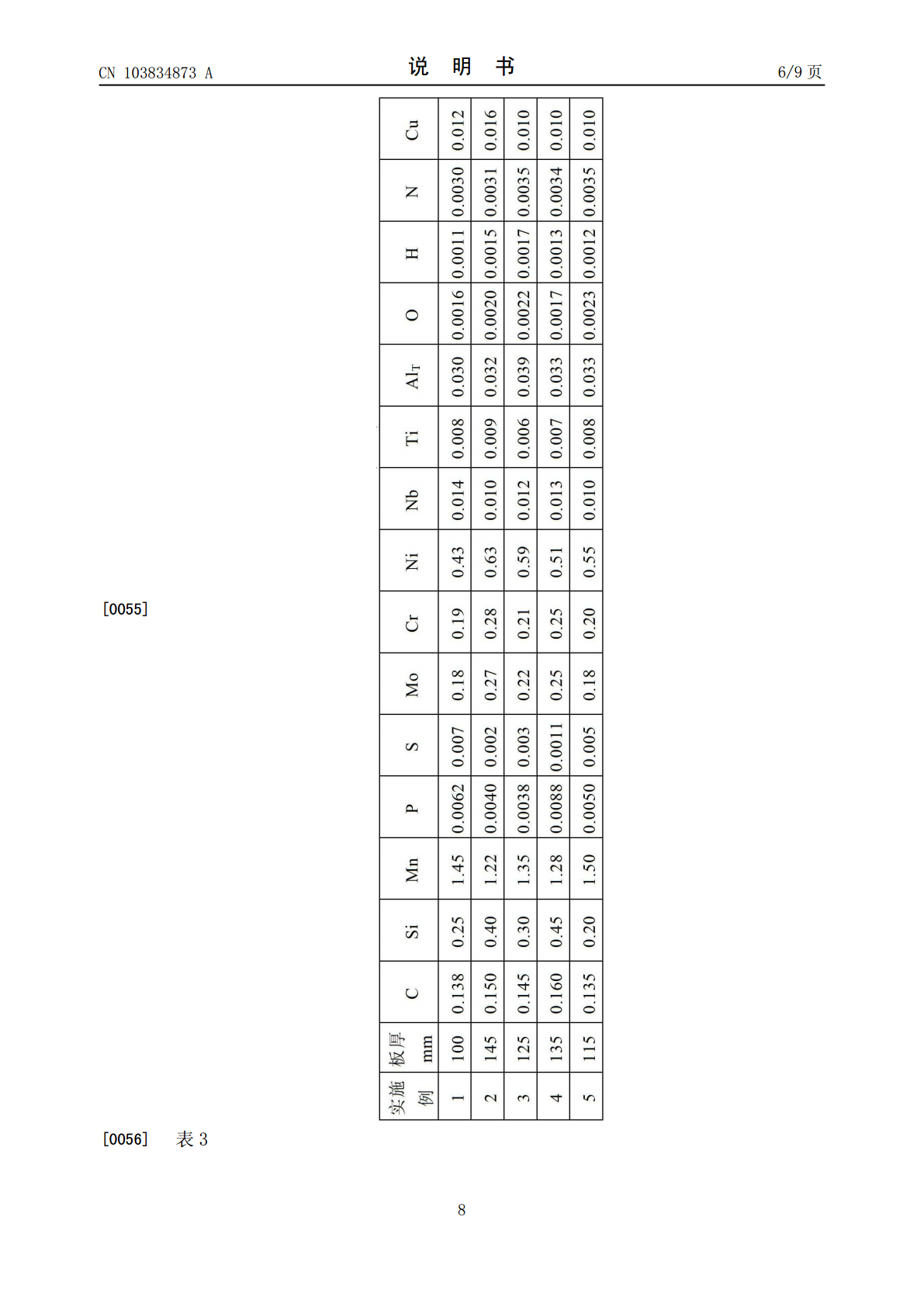
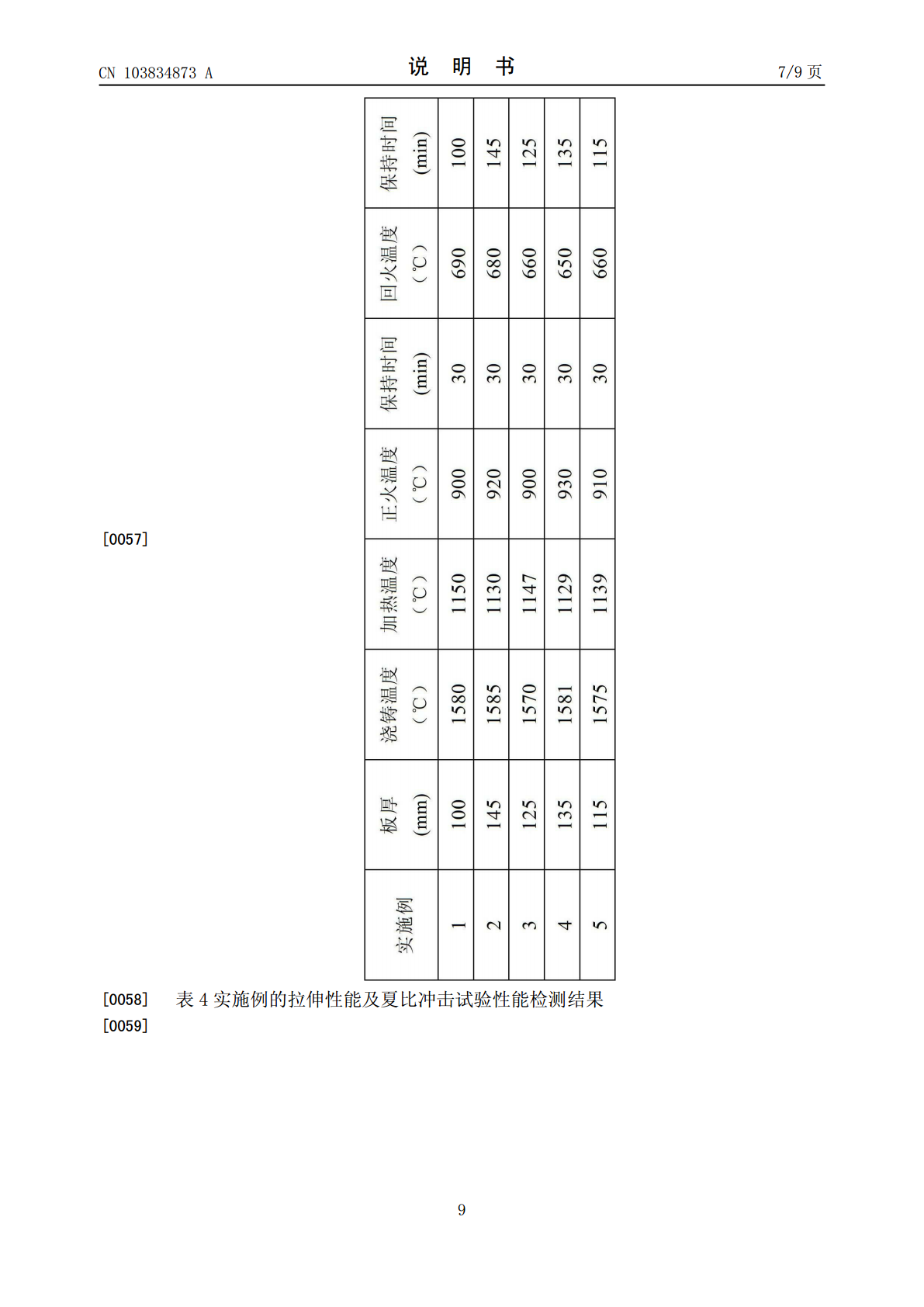
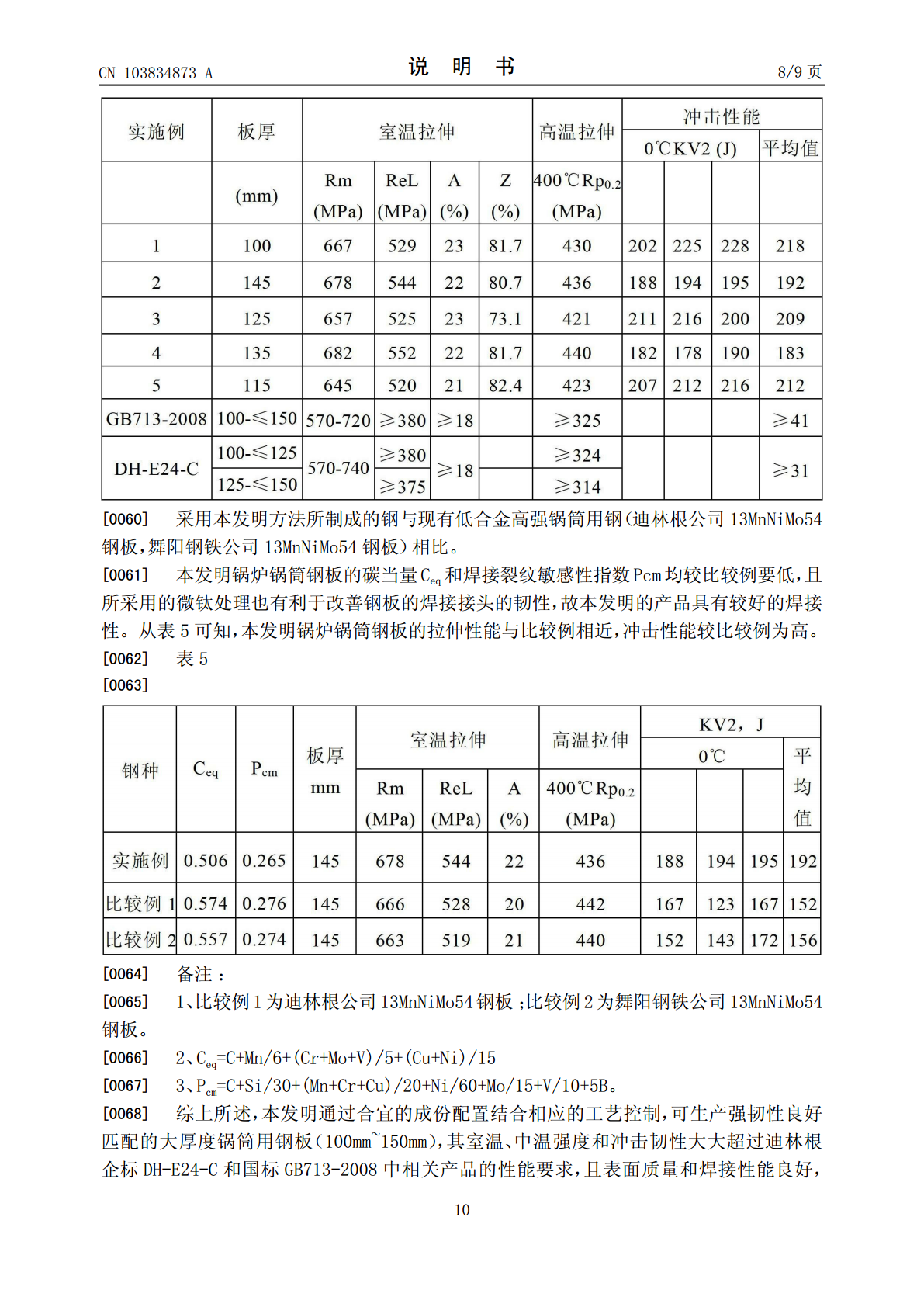
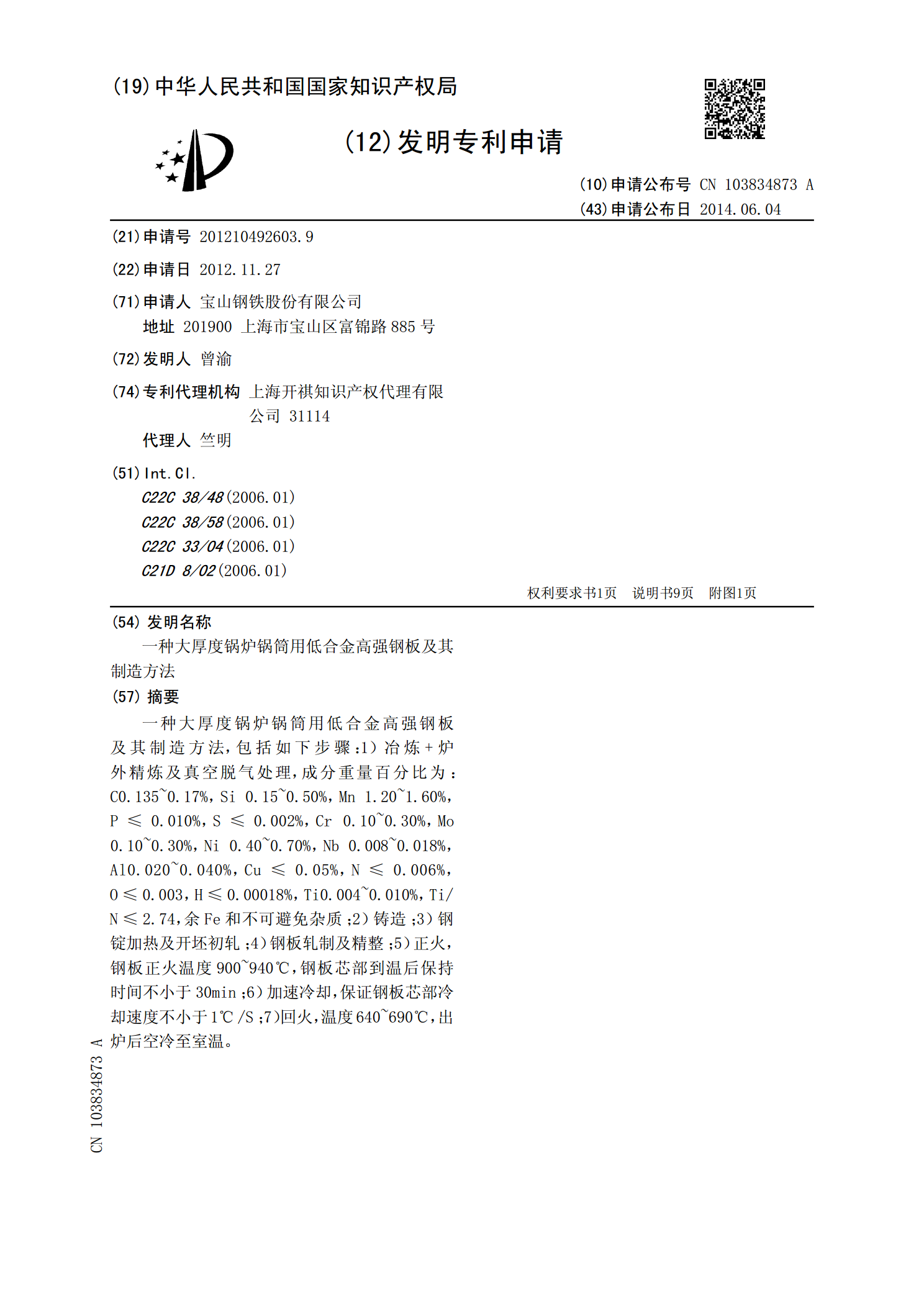
一种大厚度锅炉锅筒用低合金高强钢板及其制造方法,包括如下步骤:1)冶炼+炉外精炼及真空脱气处理,成分重量百分比为:C0.135~0.17%,Si?0.15~0.50%,Mn?1.20~1.60%,P≤0.010%,S≤0.002%,Cr?0.10~0.30%,Mo?0.10~0.30%,Ni?0.40~0.70%,Nb?0.008~0.018%,Al0.020~0.040%,Cu≤0.05%,N≤0.006%,O≤0.003,H≤0.00018%,Ti0.004~0.010%,Ti/N≤2.74,余Fe和
一种调质型水电用大厚度低合金高强钢板及其生产方法.pdf
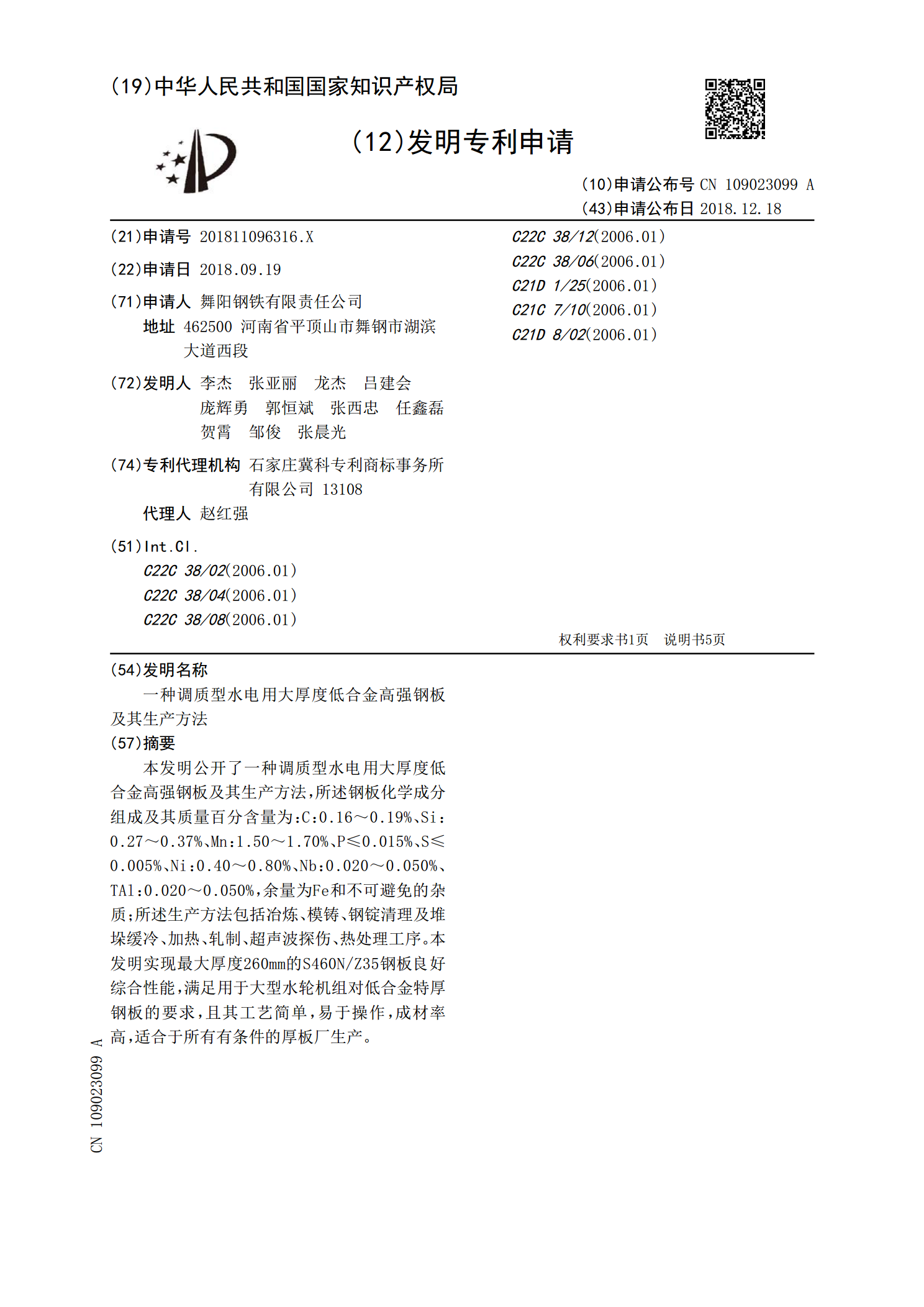
本发明公开了一种调质型水电用大厚度低合金高强钢板及其生产方法,所述钢板化学成分组成及其质量百分含量为:C:0.16~0.19%、Si:0.27~0.37%、Mn:1.50~1.70%、P≤0.015%、S≤0.005%、Ni:0.40~0.80%、Nb:0.020~0.050%、TAl:0.020~0.050%,余量为Fe和不可避免的杂质;所述生产方法包括冶炼、模铸、钢锭清理及堆垛缓冷、加热、轧制、超声波探伤、热处理工序。本发明实现最大厚度260mm的S460N/Z35钢板良好综合性能,满足用于大型水轮机
一种80mm大厚度高韧性低合金耐磨钢板及其制造方法.pdf
本发明是一种80mm大厚度高韧性低合金耐磨钢板及其制造方法,组分为:C0.18‑0.20%、Si0.20‑0.40%、Mn0.90‑1.20%、P≤0.012%、S≤0.002%、Cr0.90‑1.20%、Mo0.20‑0.40%、Ni0.50‑0.80%、Ti0.008‑0.030%、Nb0.01‑0.050%、V≤0.030%、B0.0008‑0.0025%、Alt:0.02‑0.06%、N≤0.0040%、H≤0.0002%,其余为Fe和不可避免的杂质。制造方法包括:铁水脱硫预处理‑转炉冶炼‑LF+
一种大厚度Q500GJE高强度建筑结构用钢板及其制造方法.pdf
本发明涉及一种大厚度Q500GJE高强度建筑结构用钢板,该钢板的化学成分按质量百分比计为,C:0.07~0.14%,Si:0.20~0.50%,Mn:1.2~1.60%,P:≤0.008%,S:≤0.005%,Cr:0.10~0.30%,Mo:≤0.30%,Ni:0.20~0.30%,Cu:≤0.30%,Al:0.02~0.04%,Nb:0.020~0.060%,Ti:0.01~0.02%,V+Nb+Ti≤0.22%,N:≤0.007%及不可避免的杂质元素,碳当量为0.36~0.46%。工艺流程:铁水预处
一种大厚度Q500GJCD高强度建筑结构用钢板及其制造方法.pdf
本发明涉及一种大厚度Q500GJCD高强度建筑结构用钢板,该钢板的化学成分按质量百分比计为,C:0.12‑0.17%,Si:0.20~0.50%,Mn:1.10‑1.60%,P:≤0.015%,S:≤0.005%,Cr:0.10‑0.30%,Mo:≤0.30%,Ni:0.10‑0.30%,Cu:≤0.30%,Al:0.02‑0.04%,Nb:0.020‑0.060%,Ti:0.01‑0.02%,V+Nb+Ti≤0.20%,N:≤0.006%及不可避免的杂质元素,碳当量为≤0.46%。工艺流程:铁水预处理、