
一种提高430铁素体不锈钢铸锭等轴晶率的熔炼方法.pdf

是笛****加盟

1/10
2/10
3/10
4/10
5/10
6/10

7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种提高430铁素体不锈钢铸锭等轴晶率的熔炼方法.pdf
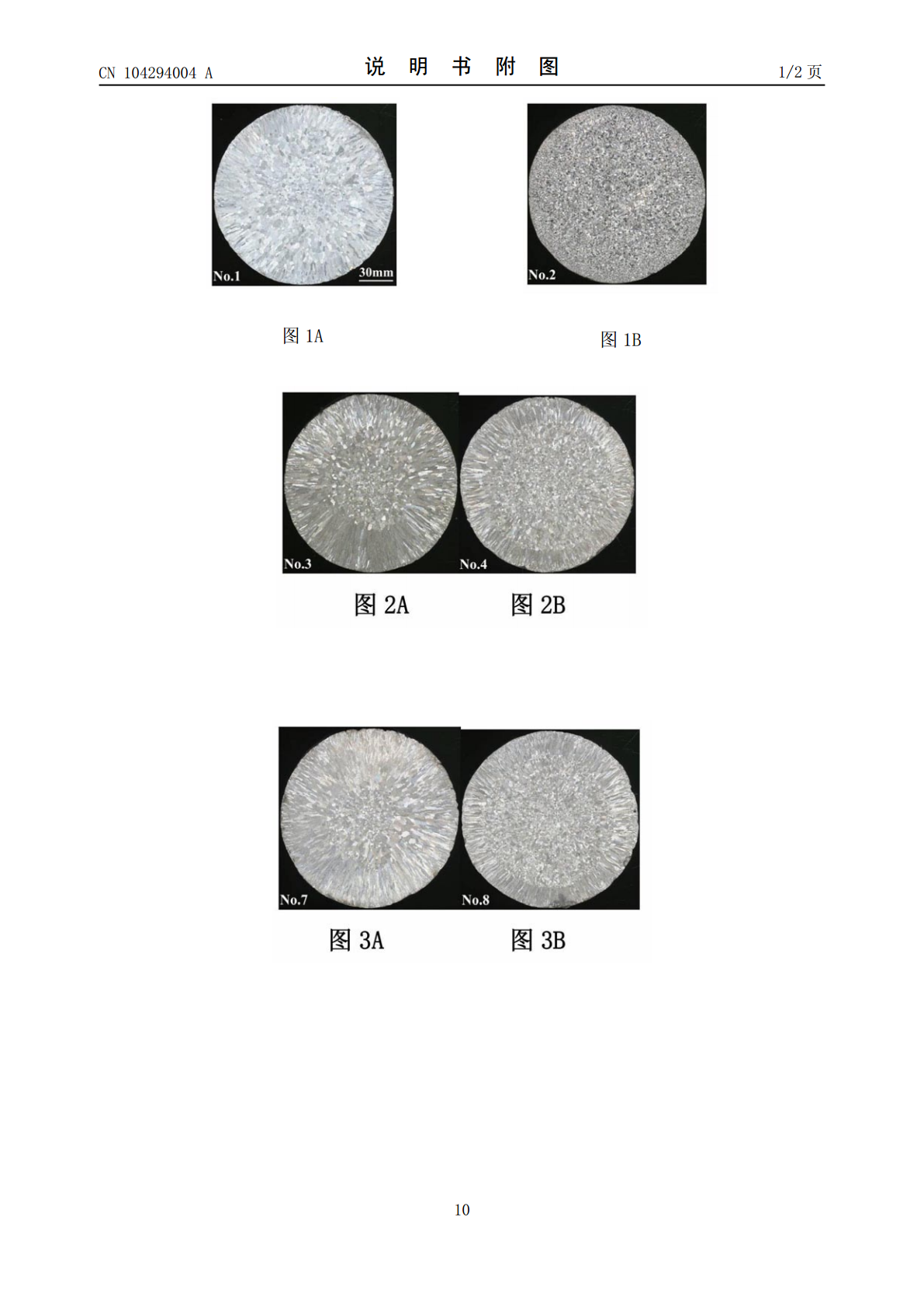
本发明提供一种新的提高430不锈钢铸锭等轴晶率的熔炼方法,本熔炼方法在真空感应炉上实现,其步骤如下:(1)熔炼,钢液成分符合钢种要求;(2)脱氧,可加微量铝粒脱氧,并在真空条件下进行脱氧,钢液终点铝含量控制在10~30ppm,终点氧含量控制在30~80ppm;(3)浇铸并加镁处理,最终钢中镁含量要求为3~12ppm。(4)钢液凝固,在大气条件下钢液在铸锭模中凝固,要求最终铸态钢中直径小于5μm的氧化物夹杂密度5×10
一种提高双稳定铁素体不锈钢连铸坯等轴晶率的工艺方法.pdf
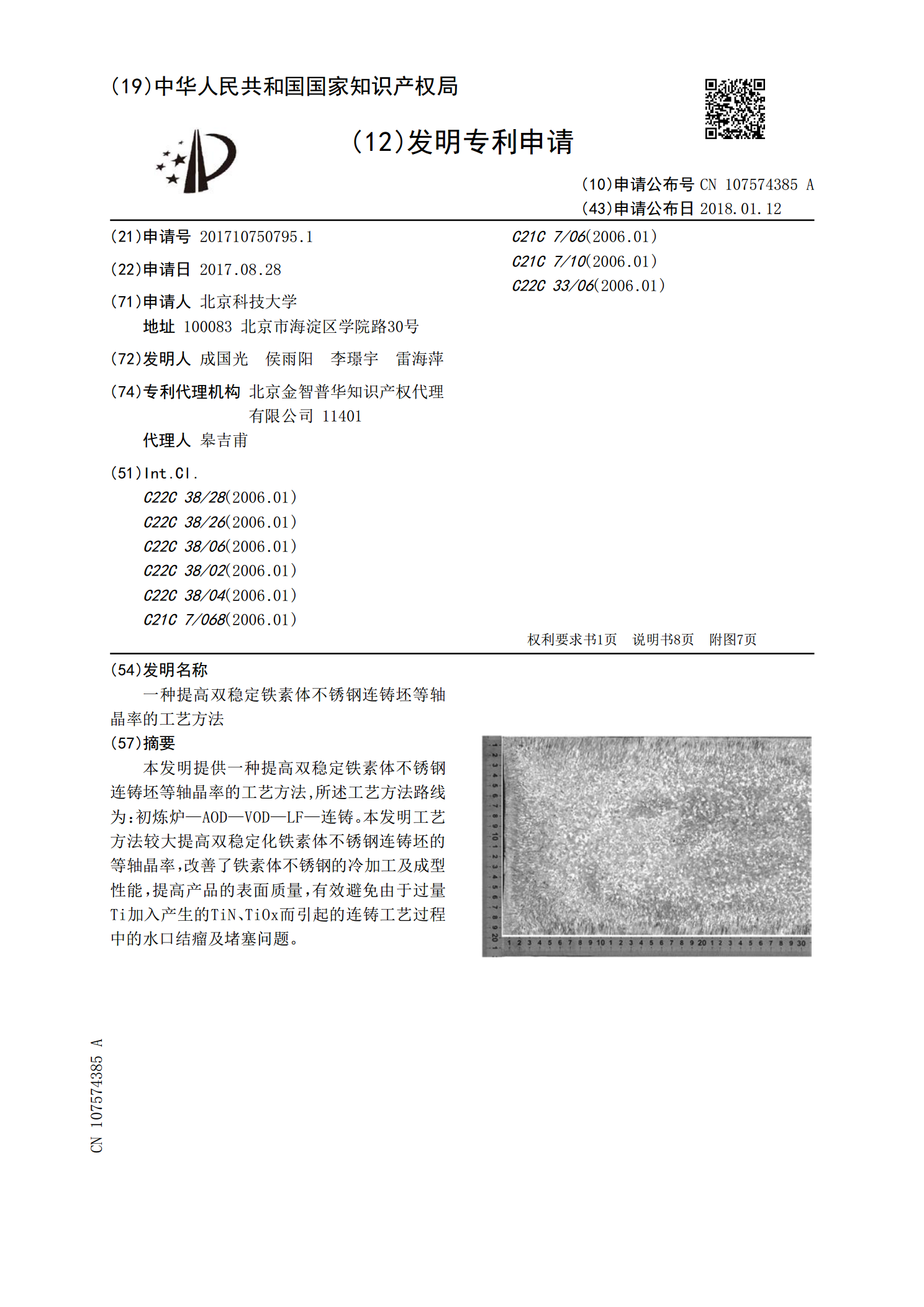
本发明提供一种提高双稳定铁素体不锈钢连铸坯等轴晶率的工艺方法,所述工艺方法路线为:初炼炉—AOD—VOD—LF—连铸。本发明工艺方法较大提高双稳定化铁素体不锈钢连铸坯的等轴晶率,改善了铁素体不锈钢的冷加工及成型性能,提高产品的表面质量,有效避免由于过量Ti加入产生的TiN、TiOx而引起的连铸工艺过程中的水口结瘤及堵塞问题。
一种提高铁素体不锈钢连铸坯等轴晶比例的精炼工艺方法.pdf
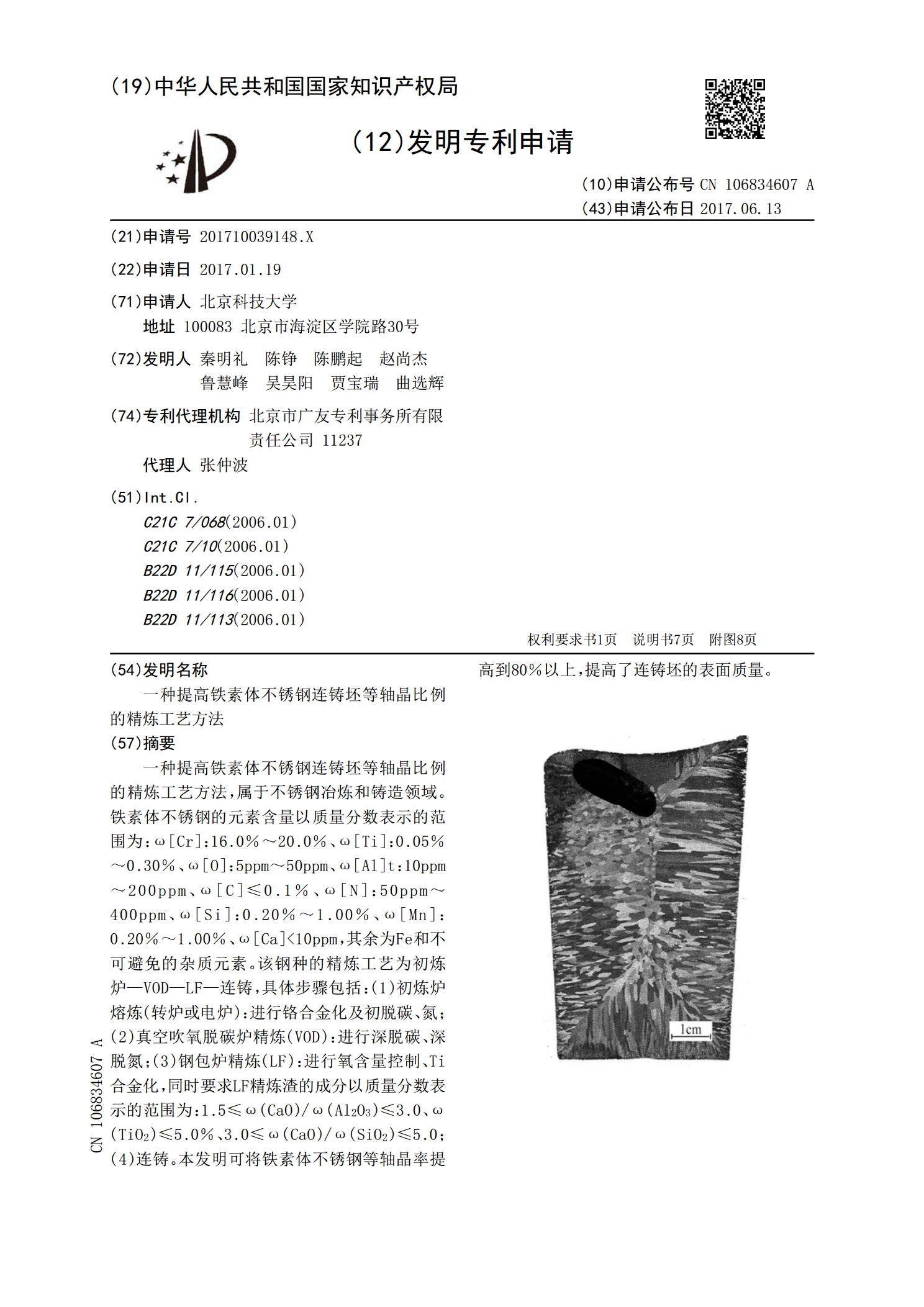
一种提高铁素体不锈钢连铸坯等轴晶比例的精炼工艺方法,属于不锈钢冶炼和铸造领域。铁素体不锈钢的元素含量以质量分数表示的范围为:ω[Cr]:16.0%~20.0%、ω[Ti]:0.05%~0.30%、ω[O]:5ppm~50ppm、ω[Al]t:10ppm~200ppm、ω[C]≤0.1%、ω[N]:50ppm~400ppm、ω[Si]:0.20%~1.00%、ω[Mn]:0.20%~1.00%、ω[Ca]炉—VOD—LF—连铸,具体步骤包括:(1)初炼炉熔炼(转炉或电炉):进行铬合金化及初脱碳、氮;(2)真
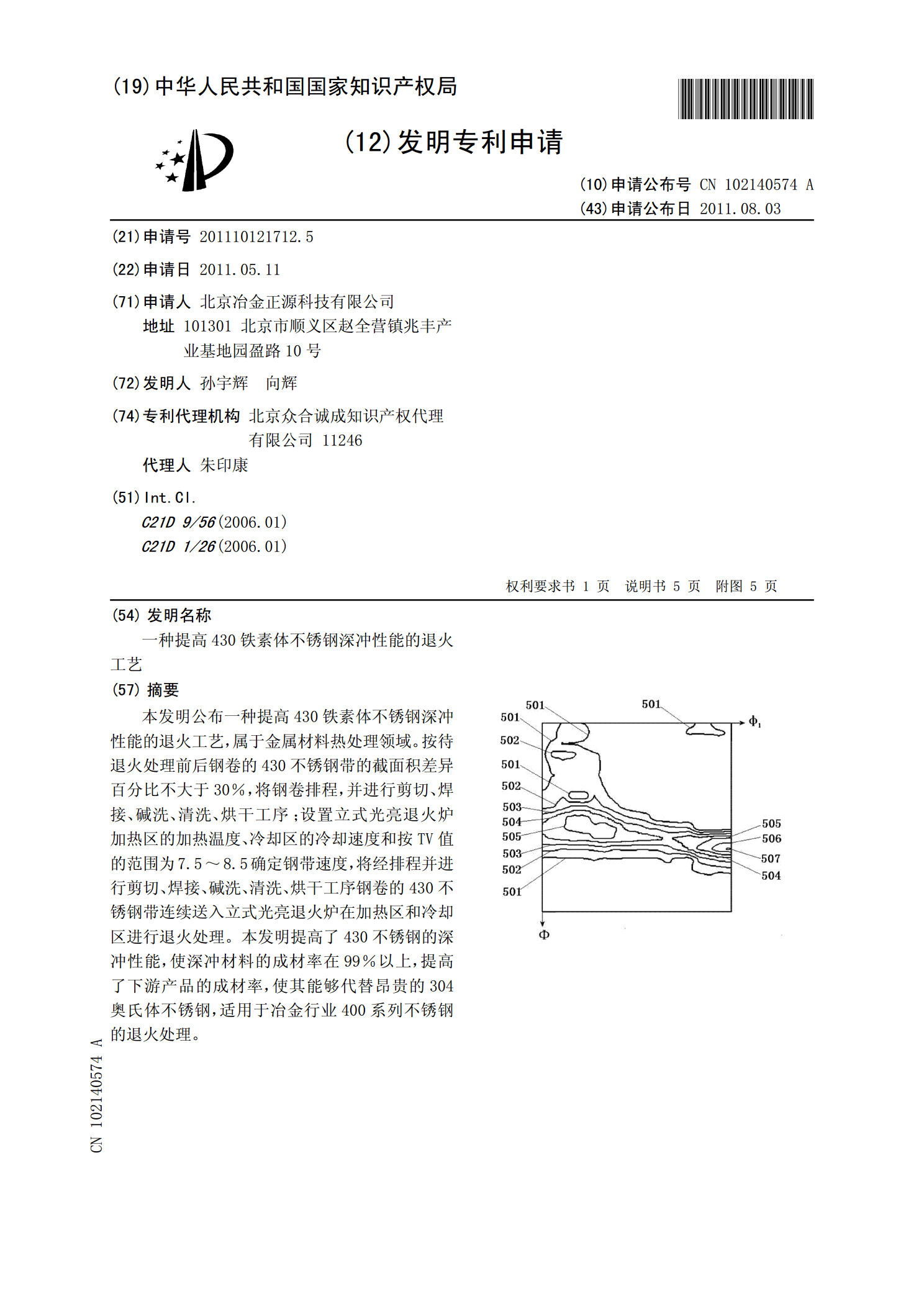
一种提高430铁素体不锈钢深冲性能的退火工艺.pdf
本发明公布一种提高430铁素体不锈钢深冲性能的退火工艺,属于金属材料热处理领域。按待退火处理前后钢卷的430不锈钢带的截面积差异百分比不大于30%,将钢卷排程,并进行剪切、焊接、碱洗、清洗、烘干工序;设置立式光亮退火炉加热区的加热温度、冷却区的冷却速度和按TV值的范围为7.5~8.5确定钢带速度,将经排程并进行剪切、焊接、碱洗、清洗、烘干工序钢卷的430不锈钢带连续送入立式光亮退火炉在加热区和冷却区进行退火处理。本发明提高了430不锈钢的深冲性能,使深冲材料的成材率在99%以上,提高了下游产品的成材率,使
一种深冲用430型铁素体不锈钢的轧制方法.pdf
本发明涉及一种深冲用430型铁素体不锈钢的轧制方法,它包括热轧、罩式炉保温与冷轧,其特征是:热轧带钢终轧温度为720-800℃之间,罩式炉退火过程保温温度为845-855℃,罩式炉保温时间24-30小时。对成品冷轧带钢厚度不大于1.0mm的带钢,冷轧变形率≧83%,只能为单轧程轧制。对成品冷轧带钢厚度为2.0-1.0mm的带钢,冷轧变形率≧80%,只能为单轧程轧制。本深冲用430型铁素体不锈钢的轧制方法轧制的430冷轧带钢,延伸率可由20%以上达到27%-33%,r平均值可由0.95达到1.15-1.25