
一种连续退火无取向硅钢横折印的控制方法.pdf

小寄****淑k

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种连续退火无取向硅钢横折印的控制方法.pdf
本发明涉及了一种连续退火无取向硅钢横折印的控制方法。采用如下优化的工艺参数:热轧轧制公里数控制在45公里以内;热轧带钢凸度控制在40±5μm;热轧带钢全长平均绝对楔形小于20μm;热轧带钢局部高点小于12μm;冷轧带钢屈服强度大于230Mpa;冷轧投入精细冷却系统,采用工作辊分段冷却;连退炉内张力控制在6.0N/mm

冷轧无取向硅钢薄带连续退火冷却控制方法.pdf
本发明公开了一种无取向硅钢薄带连续退火冷却控制方法,在还原气氛保护下采取分区段进行冷却控制把钢带从退火冷却起始温度冷却到工艺设定温度;沿钢带的运行方向温度从高至低共分五个冷却区段,高温缓冷区段、中温控冷区段、中低温快冷区段、炉外空气喷吹冷却区段、水浸及水喷冷却区段。通过在高速连续退火机组退火炉冷却段的装备进行改进、工艺进行优化,解决了高牌号无取向硅钢薄带经连续退火的横向磁性差异及板面质量不好的现实问题,实现高牌号无取向硅钢薄带在高速退火的理想冷却效果,可以大大提高无取向高牌号各向同性合格率,有效改善成品退
取向硅钢退火用套筒以及取向硅钢退火方法.pdf
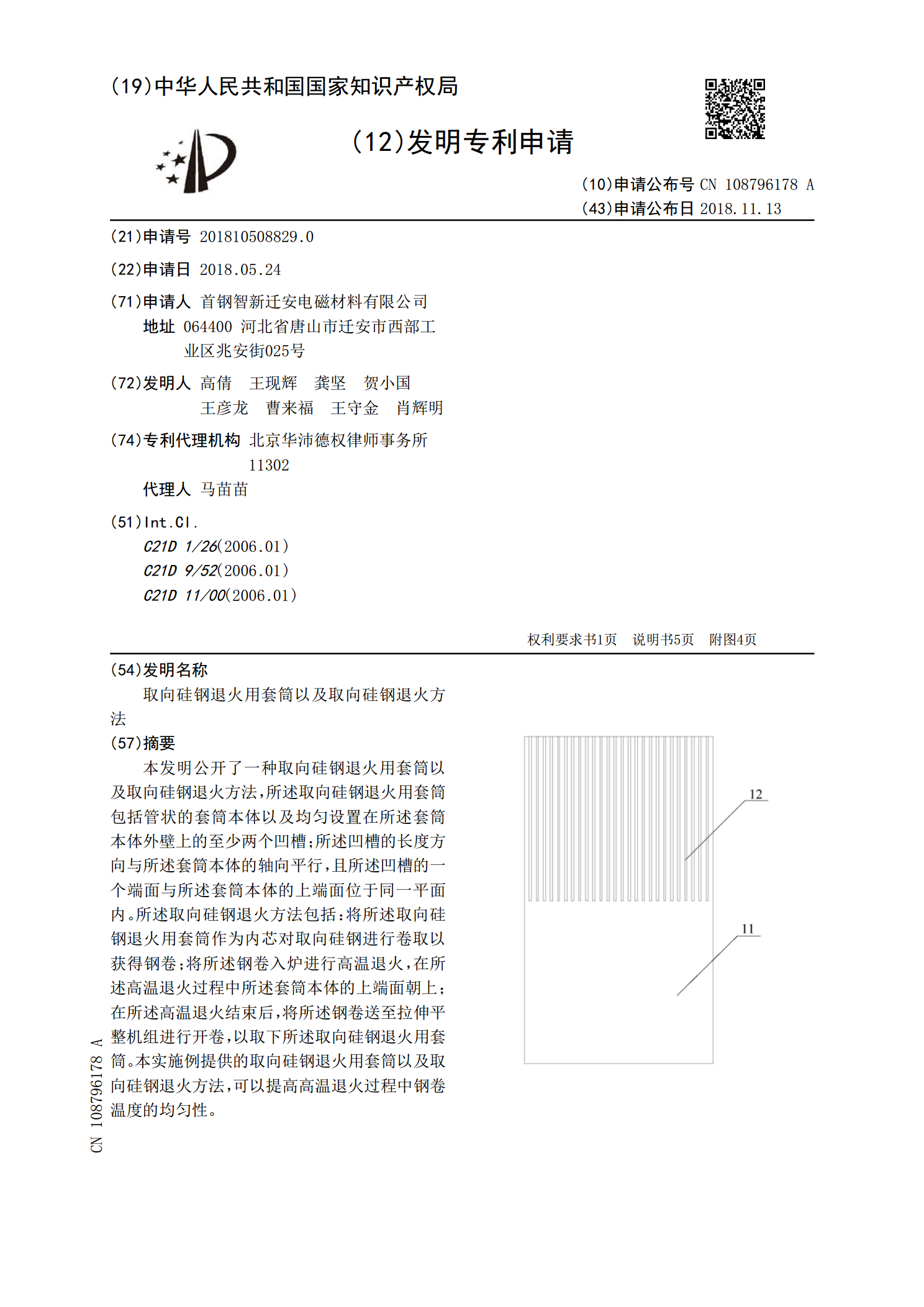
本发明公开了一种取向硅钢退火用套筒以及取向硅钢退火方法,所述取向硅钢退火用套筒包括管状的套筒本体以及均匀设置在所述套筒本体外壁上的至少两个凹槽;所述凹槽的长度方向与所述套筒本体的轴向平行,且所述凹槽的一个端面与所述套筒本体的上端面位于同一平面内。所述取向硅钢退火方法包括:将所述取向硅钢退火用套筒作为内芯对取向硅钢进行卷取以获得钢卷;将所述钢卷入炉进行高温退火,在所述高温退火过程中所述套筒本体的上端面朝上;在所述高温退火结束后,将所述钢卷送至拉伸平整机组进行开卷,以取下所述取向硅钢退火用套筒。本实施例提供的
一种优化无取向硅钢连续退火工艺的铁损预测方法.pdf
本发明提供一种优化无取向硅钢连续退火工艺的铁损预测方法,步骤包括:S1.建立预测模型回归方程表达式;S2.将无取向硅钢中的硅、锰、铝质量含量及预设的退火速度、退火温度代入S1中的回归方程表达式中进行计算;S3.将步骤S2计算得到的预测值与目标值进行比较,如果预测值在目标值的允许误差范围内,则按照预设的退火速度、退火温度进行生产;否则对预设的退火速度、退火温度进行调整,直至预测值能够达到目标值的要求后再进行生产。本发明提供的模型能够提高产品质量,对优化无取向硅钢连续退火工艺具有指导意义。
高磁感无取向高硅钢连续退火工艺.pdf
本发明公开了一种高磁感无取向高硅钢连续退火工艺,属于高硅钢技术领域。它包括在保护气氛作用下的升温加热段退火工艺、第一段均热退火工艺和第二段均热退火工艺;升温加热段退火工艺的条件为:控制热处理温度在1000~1150℃,薄带坯料停留时间为20~60s;第一段均热退火工艺的条件为:控制热处理温度在800~900℃之间,薄带坯料停留时间为1~5min;第二段均热退火工艺的条件为:控制热处理温度在950~1250℃之间,薄带坯料停留时间为1~15min;最终获得高磁感无取向高硅钢薄带成品。本发明在保证钢板磁感强度