
一种小直径冷轧辊的调质工艺.pdf

小凌****甜蜜

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种小直径冷轧辊的调质工艺.pdf
本发明公开了一种小直径冷轧辊的调质工艺,所述调质工艺的步骤为:(1)对轧辊坯料进行探伤检;(2)将轧辊坯料进炉;(3)对轧辊坯料进行热处理,阶段一将温度升温到320-350℃进行预热并保温1-2h,阶段二将温度升温到640-670℃进行热处理并保温2-3h,阶段三将温度升温到860-930℃进行热处理并保温1-2h;(4)热处理后整体吊出电阻炉,放入冷却槽中进行冷却7-9min;(5)冷却结束后吊出,进行风冷10-15min;(6)吊入电阻炉,转回火工序;(7)回火结束后进行检测即完成该调质工艺。本发明的
一种用于轧辊的调质处理工艺.pdf
本发明公开了一种用于轧辊的调质处理工艺,具体为:先对轧辊进行探伤检测,将合格的轧辊放置预热管道处进行预热处理,预热温度至80‑120℃;再将预热完成后的轧辊放至淬火炉内进行淬火处理,具体为先将温度加热至560‑640℃,并保温1‑2h,再将温度加热至940‑980℃,并保温2‑4h;接着将轧辊取出,并采用风冷将温度降至460‑500℃后,采用水冷将温度降至室温;然后将轧辊放入回火炉内进行回火处理,具体为先将温度加热至260‑300℃并保温0.5‑1.5h,再将温度加热至620‑660℃并保温2‑3h;最终
一种冷轧辊调质方法.pdf
本发明公开了一种冷轧辊调质方法,其特征在于:所述的调质方法采用自来水作为冷却介质,采取喷淬冷却和风冷相结合的方式冷却,具体步骤进行:(1)根据材质成分,将冷轧辊整体加热到760℃~830℃并保温;(2)吊喷淬机床上进行喷淬冷却15min~30min;(3)当冷却至350℃~450℃后停止喷淬冷却;(4)之后吊出风冷至250℃~300℃并保温2h~4h;(5)冷却工艺完成后,立即进电阻炉回火;(6)回火工序完成后即完成该调质过程。本发明的调质方法冷却速度快,热处理后组织细密、性能好;能够可连续生产,不存在因
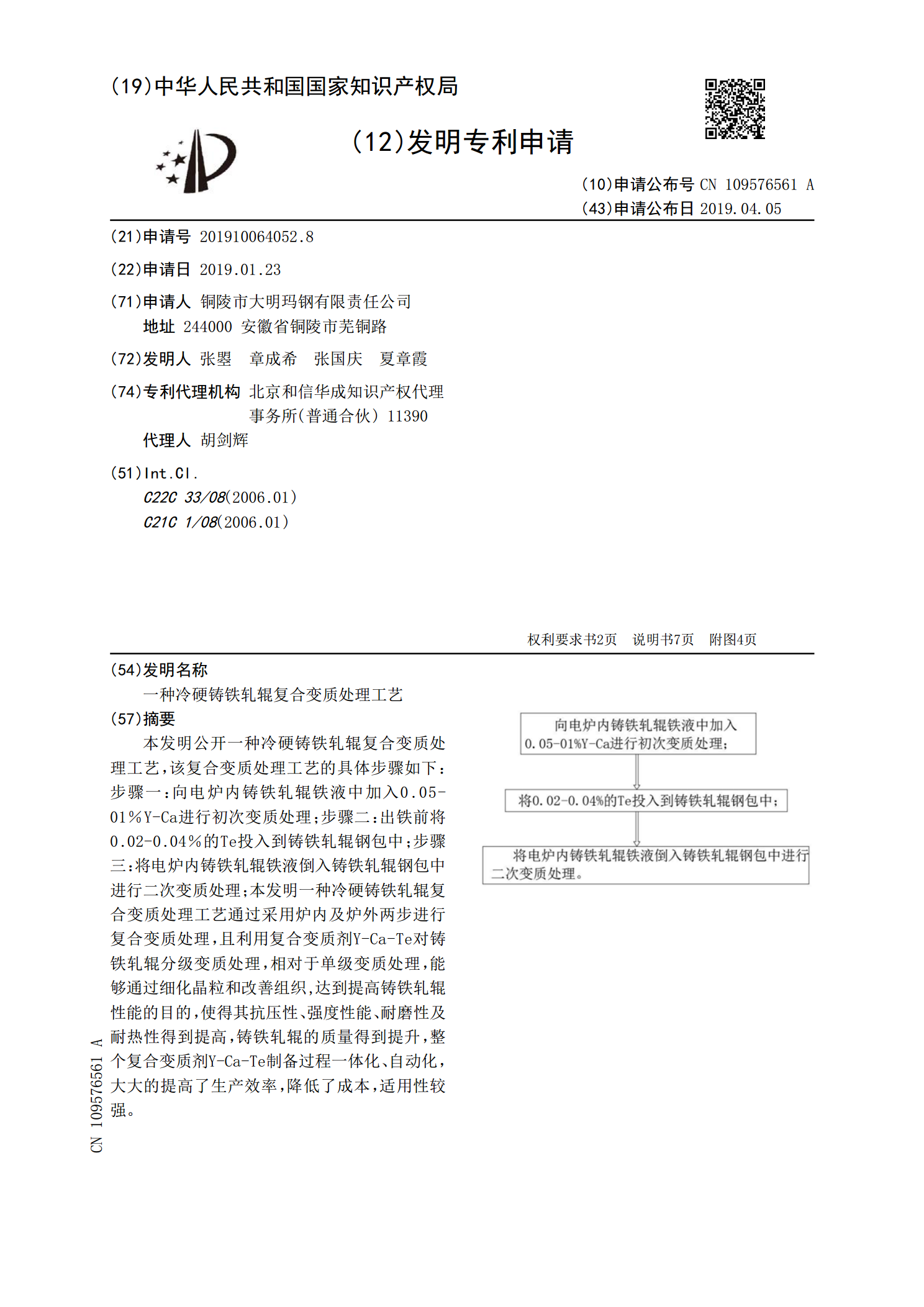
一种冷硬铸铁轧辊复合变质处理工艺.pdf
本发明公开一种冷硬铸铁轧辊复合变质处理工艺,该复合变质处理工艺的具体步骤如下:步骤一:向电炉内铸铁轧辊铁液中加入0.05‑01%Y‑Ca进行初次变质处理;步骤二:出铁前将0.02‑0.04%的Te投入到铸铁轧辊钢包中;步骤三:将电炉内铸铁轧辊铁液倒入铸铁轧辊钢包中进行二次变质处理;本发明一种冷硬铸铁轧辊复合变质处理工艺通过采用炉内及炉外两步进行复合变质处理,且利用复合变质剂Y‑Ca‑Te对铸铁轧辊分级变质处理,相对于单级变质处理,能够通过细化晶粒和改善组织,达到提高铸铁轧辊性能的目的,使得其抗压性、强度性
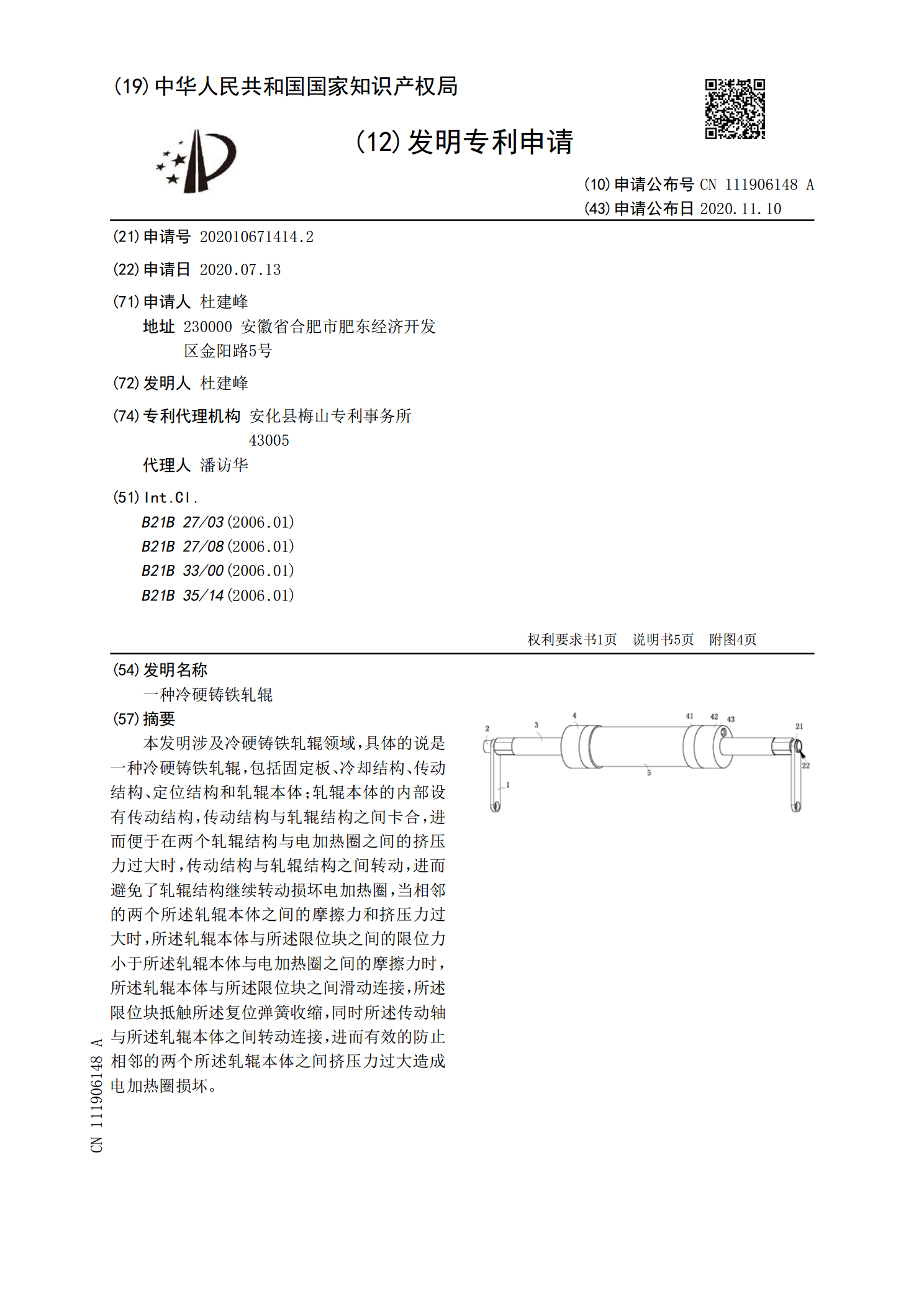
一种冷硬铸铁轧辊.pdf
本发明涉及冷硬铸铁轧辊领域,具体的说是一种冷硬铸铁轧辊,包括固定板、冷却结构、传动结构、定位结构和轧辊本体;轧辊本体的内部设有传动结构,传动结构与轧辊结构之间卡合,进而便于在两个轧辊结构与电加热圈之间的挤压力过大时,传动结构与轧辊结构之间转动,进而避免了轧辊结构继续转动损坏电加热圈,当相邻的两个所述轧辊本体之间的摩擦力和挤压力过大时,所述轧辊本体与所述限位块之间的限位力小于所述轧辊本体与电加热圈之间的摩擦力时,所述轧辊本体与所述限位块之间滑动连接,所述限位块抵触所述复位弹簧收缩,同时所述传动轴与所述轧辊本