
一种稀土镁合金薄腹支叉等温模锻成形模具及方法.pdf

努力****弘毅

1/10

2/10
3/10
4/10
5/10
6/10
7/10
8/10

9/10
10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种稀土镁合金薄腹支叉等温模锻成形模具及方法.pdf
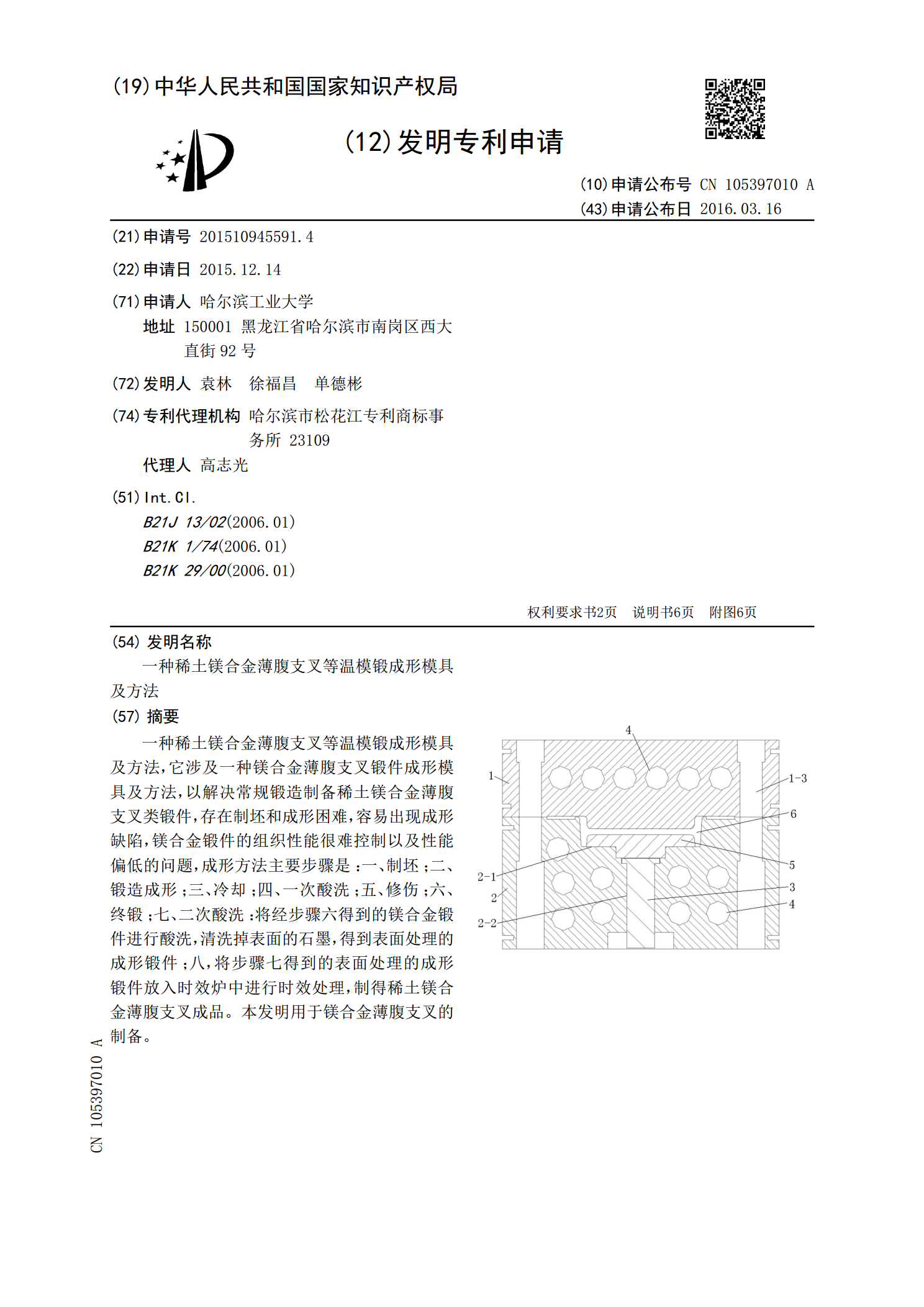
一种稀土镁合金薄腹支叉等温模锻成形模具及方法,它涉及一种镁合金薄腹支叉锻件成形模具及方法,以解决常规锻造制备稀土镁合金薄腹支叉类锻件,存在制坯和成形困难,容易出现成形缺陷,镁合金锻件的组织性能很难控制以及性能偏低的问题,成形方法主要步骤是:一、制坯;二、锻造成形;三、冷却;四、一次酸洗;五、修伤;六、终锻;七、二次酸洗:将经步骤六得到的镁合金锻件进行酸洗,清洗掉表面的石墨,得到表面处理的成形锻件;八,将步骤七得到的表面处理的成形锻件放入时效炉中进行时效处理,制得稀土镁合金薄腹支叉成品。本发明用于镁合金薄腹
大型L形中空薄壁管道的模锻成形模具及模锻成形方法.pdf
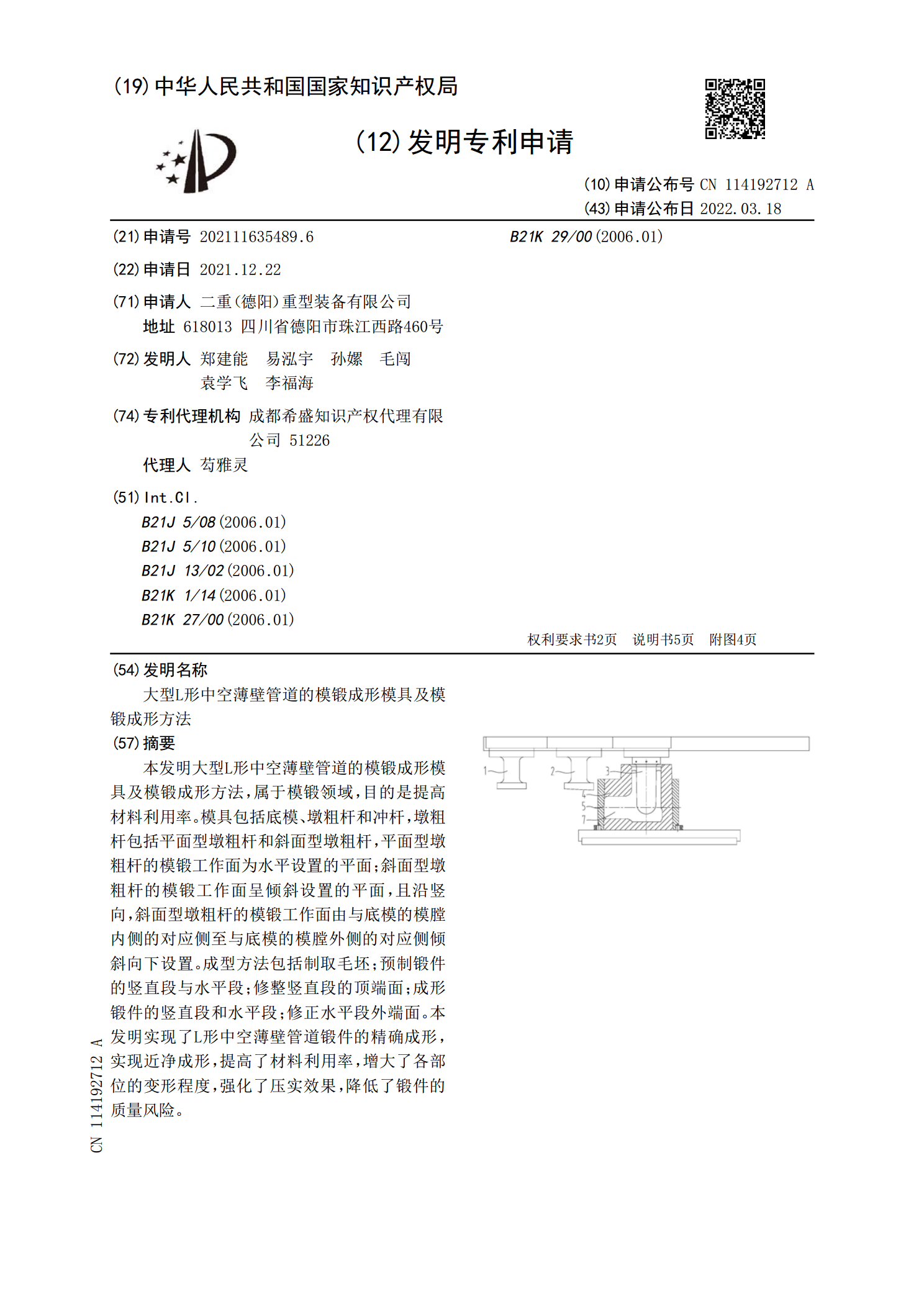
本发明大型L形中空薄壁管道的模锻成形模具及模锻成形方法,属于模锻领域,目的是提高材料利用率。模具包括底模、墩粗杆和冲杆,墩粗杆包括平面型墩粗杆和斜面型墩粗杆,平面型墩粗杆的模锻工作面为水平设置的平面;斜面型墩粗杆的模锻工作面呈倾斜设置的平面,且沿竖向,斜面型墩粗杆的模锻工作面由与底模的模膛内侧的对应侧至与底模的模膛外侧的对应侧倾斜向下设置。成型方法包括制取毛坯;预制锻件的竖直段与水平段;修整竖直段的顶端面;成形锻件的竖直段和水平段;修正水平段外端面。本发明实现了L形中空薄壁管道锻件的精确成形,实现近净成形
一种真空等温模锻快速成形装置.pdf
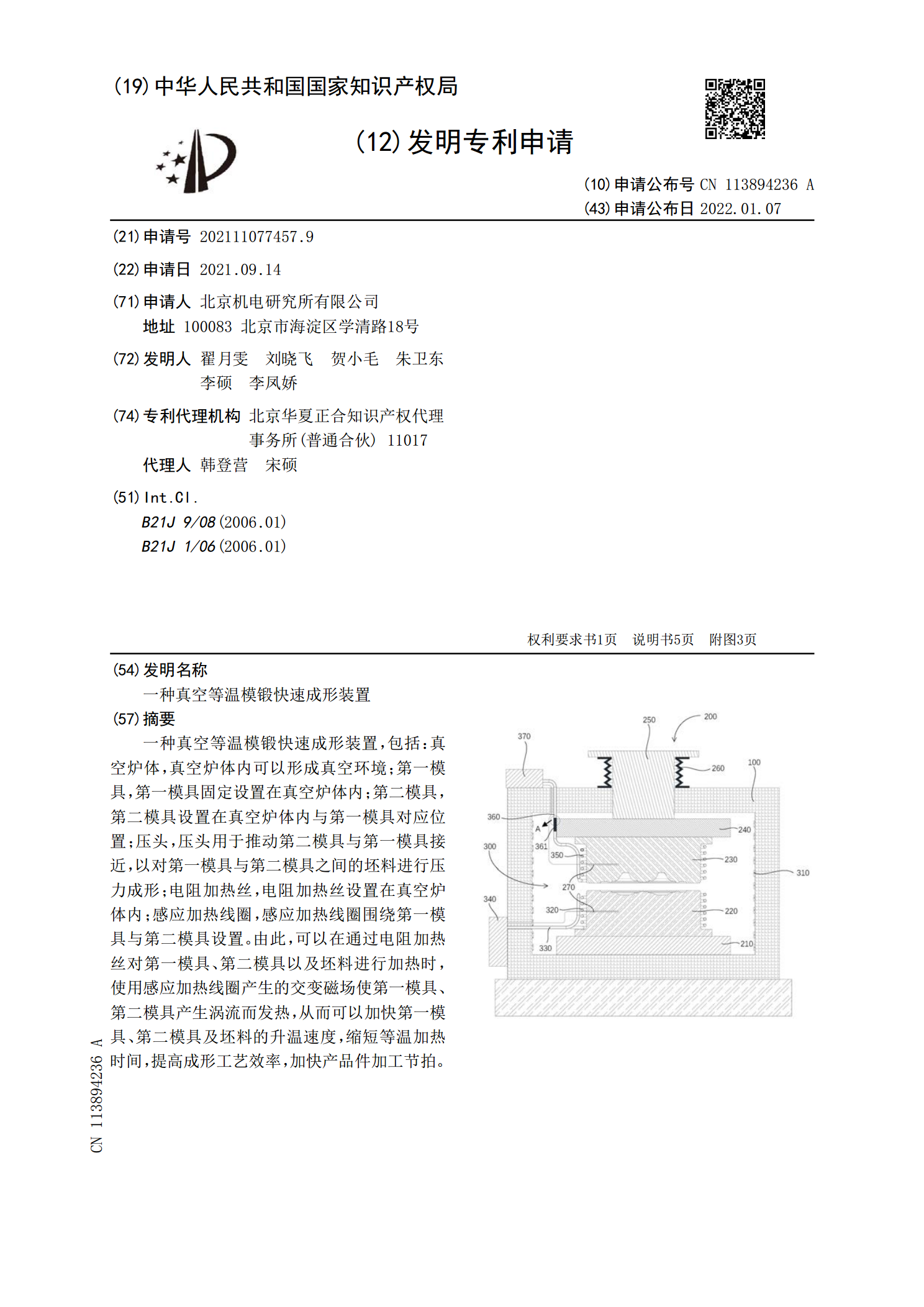
一种真空等温模锻快速成形装置,包括:真空炉体,真空炉体内可以形成真空环境;第一模具,第一模具固定设置在真空炉体内;第二模具,第二模具设置在真空炉体内与第一模具对应位置;压头,压头用于推动第二模具与第一模具接近,以对第一模具与第二模具之间的坯料进行压力成形;电阻加热丝,电阻加热丝设置在真空炉体内;感应加热线圈,感应加热线圈围绕第一模具与第二模具设置。由此,可以在通过电阻加热丝对第一模具、第二模具以及坯料进行加热时,使用感应加热线圈产生的交变磁场使第一模具、第二模具产生涡流而发热,从而可以加快第一模具、第二模
一种涡轮盘等温模锻预成形坯料的多目标设计方法.pdf
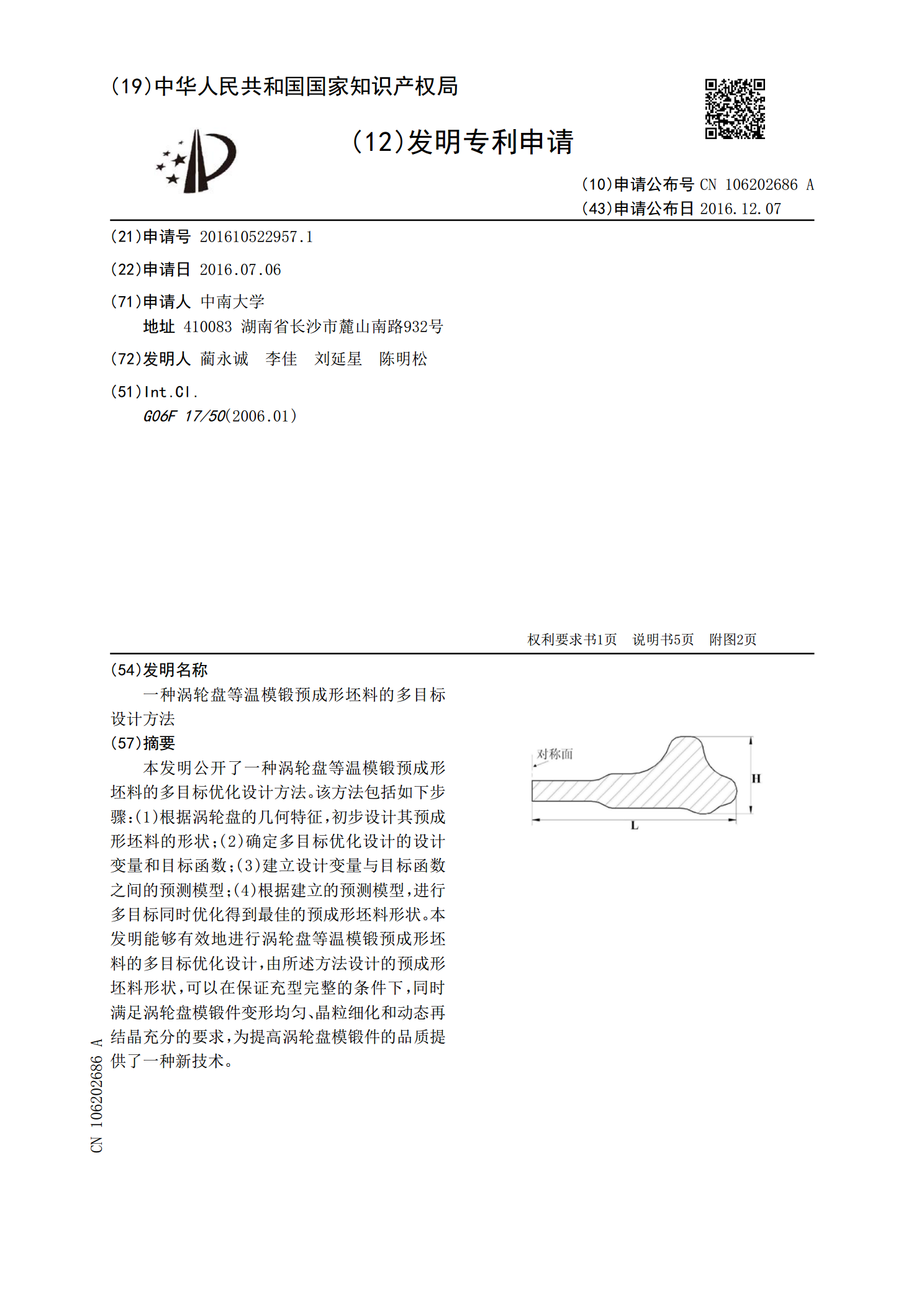
本发明公开了一种涡轮盘等温模锻预成形坯料的多目标优化设计方法。该方法包括如下步骤:(1)根据涡轮盘的几何特征,初步设计其预成形坯料的形状;(2)确定多目标优化设计的设计变量和目标函数;(3)建立设计变量与目标函数之间的预测模型;(4)根据建立的预测模型,进行多目标同时优化得到最佳的预成形坯料形状。本发明能够有效地进行涡轮盘等温模锻预成形坯料的多目标优化设计,由所述方法设计的预成形坯料形状,可以在保证充型完整的条件下,同时满足涡轮盘模锻件变形均匀、晶粒细化和动态再结晶充分的要求,为提高涡轮盘模锻件的品质提供

镁合金车轮锻造成形方法及模具.pdf
本发明公开了一种镁合金车轮锻造成形方法及模具,属于镁合金车轮锻造成形工艺及工艺装备。本发明涉及车轮的预锻、終锻和扩口成形及所用的预锻模具、终锻模具以及扩口成形模具。预锻为车轮轮毂的成形和轮辐、轮辋的预成形;终锻成形轮辐、外轮缘和内壁具有一定锥度、外壁竖直的筒形轮辋;扩口成形获得车轮轮辋的最终形状及成形内轮缘。本发明采用的镁合金车轮成形方法具有工艺过程简单,车轮锻件表面和内部质量好、力学性能优良及易于实现工业化大批量生产等优点;本发明中涉及的模具工作可靠,调整方便,使用寿命长。