
一种汽车外覆盖件用铝合金及其制备方法.pdf

雨星****萌娃

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种汽车外覆盖件用铝合金及其制备方法.pdf
本发明公开了一种汽车外覆盖件用铝合金及其制备方法,该铝合金按照重量百分比的组分为:C:0.05-0.15%、Ce:0.01-0.05%、Ni:0.03-0.08%、As:0.02-0.05%、Gd:0.01-0.2%、P:0.01-0.05%、Mn:1.0-4.0%、S:≤0.02%、Ti:0.05-0.5%、Fe:66-75%,余量为Al。将上述原料按各金属元素的熔点由低到高加入熔炼炉,进行熔炼并不断搅拌,加入精炼剂,进行精炼并缓慢均匀搅拌,扒去金属液表面的浮渣,将金属液静置后进行铸造成型与时效处理即得
一种铝合金覆盖件及其制备方法.pdf
本发明公开了一种铝合金覆盖件及其制备方法。一种铝合金覆盖件的制备方法,包括以下步骤:S1.将铝合金板带材固溶处理后淬火;S2.矫直经过步骤S1处理的铝合金板带材后,成型处理,得到覆盖件坯;S3.将覆盖件坯进行时效处理;固溶处理和淬火之间的时间间隔为1~8s;淬火和成型处理之间的时间间隔≤48h;本发明通过步骤顺序的调整,以及步骤间时间间隔的设计,能够获取具有高强度、深冲结构的覆盖件。本发明还提出了上述制备方法制得的覆盖件。
一种铝合金覆盖件及其制备方法.pdf
本发明公开了一种铝合金覆盖件及其制备方法。一种铝合金覆盖件的制备方法,包括以下步骤:S1.将铝合金板带材固溶处理后淬火;S2.矫直经过步骤S1处理的铝合金板带材后,成型处理,得到覆盖件坯;S3.将覆盖件坯进行时效处理;固溶处理和淬火之间的时间间隔为1~8s;淬火和成型处理之间的时间间隔≤48h;本发明通过步骤顺序的调整,以及步骤间时间间隔的设计,能够获取具有高强度、深冲结构的覆盖件。本发明还提出了上述制备方法制得的覆盖件。

高强钢汽车外覆盖件总成及其制造方法.pdf
本发明公开了一种高强钢汽车外覆盖件总成及其制造方法,该方法包括:将板料切割成所需坯料形状,所述板料采用弹簧钢或者中锰钢,并且所述板料经过冷轧处理或者经过冷轧退火酸洗处理;将坯料放置到加热设备中加热至奥氏体温度以上,并进行保温;向加热设备中通入惰性气体,并在坯料降温至700℃以下时将坯料从加热设备中取出;在坯料温度高于Ms点温度时,对坯料进行压制成型;对压制完成的坯料进行包边压合、回火和表面处理。本发明采用强度较高的弹簧钢或中锰钢作为汽车外覆盖件总成,抗拉强度在1000Mpa‑2300Mpa,屈服强度在10
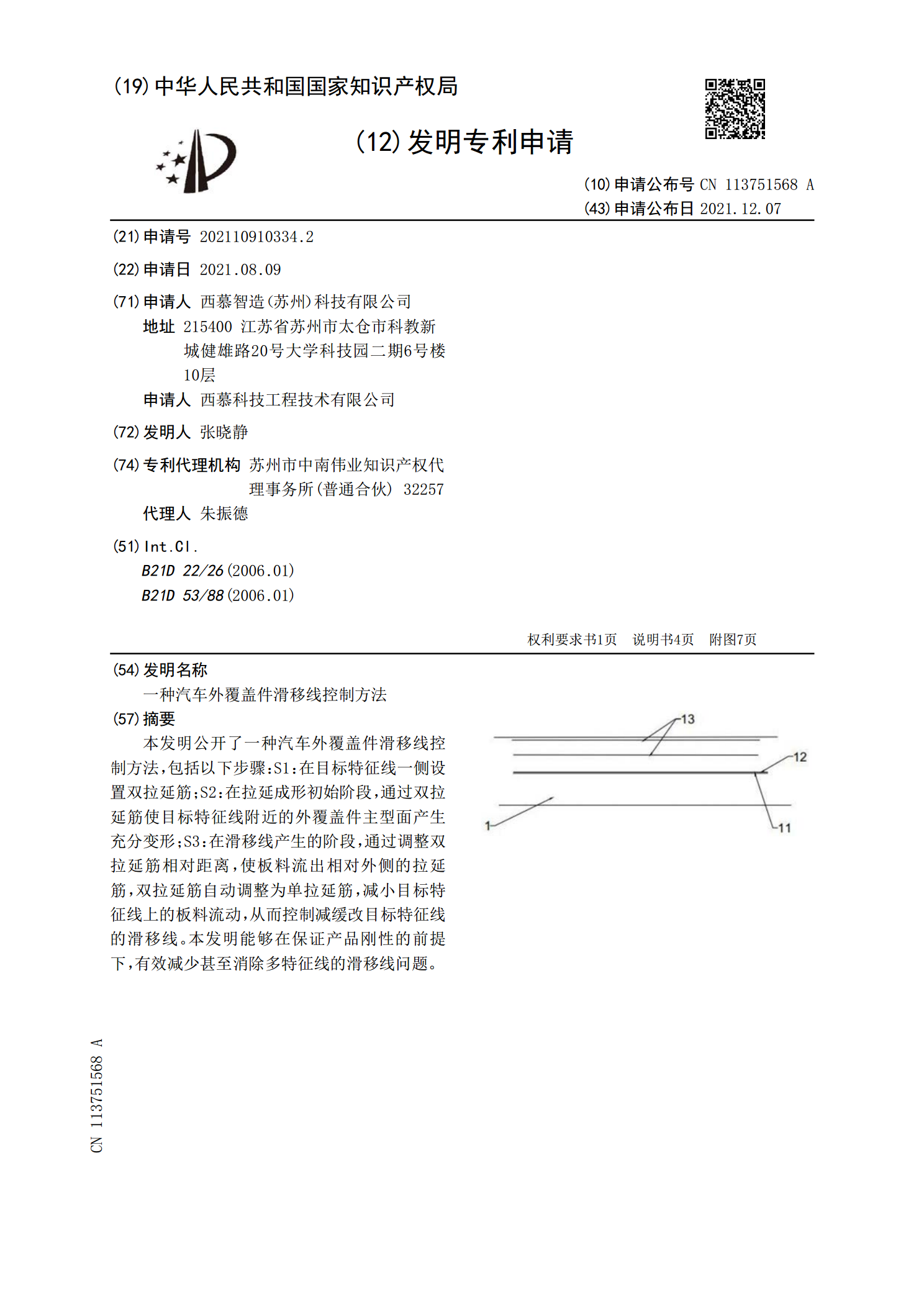
一种汽车外覆盖件滑移线控制方法.pdf
本发明公开了一种汽车外覆盖件滑移线控制方法,包括以下步骤:S1:在目标特征线一侧设置双拉延筋;S2:在拉延成形初始阶段,通过双拉延筋使目标特征线附近的外覆盖件主型面产生充分变形;S3:在滑移线产生的阶段,通过调整双拉延筋相对距离,使板料流出相对外侧的拉延筋,双拉延筋自动调整为单拉延筋,减小目标特征线上的板料流动,从而控制减缓改目标特征线的滑移线。本发明能够在保证产品刚性的前提下,有效减少甚至消除多特征线的滑移线问题。