
用于kocks轧机的耐磨高速钢辊环及其制备方法.pdf

雨巷****轶丽


1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
用于kocks轧机的耐磨高速钢辊环及其制备方法.pdf
用于kocks轧机的耐磨高速钢辊环及其制备方法,属于轧钢技术领域。采用离心铸造方法,先在感应电炉内熔炼高速钢材料,当炉内钢水温度达到1620?1650℃、质量分数%为1.8?2.5C、3.9?5.0V、4.5?4.9Mo、5.1?5.5W、4.8?5.2Cr、0.04?0.09N、0.03?0.06Al、0.02?0.05Ca、0.04?0.08Ba、0.5?0.9Si、炉到钢包,并在钢水出炉过程中,随钢水流加入复合孕育和变质剂,当温度降至1440?1480℃,将其浇入离心机上高速旋转的铸型内,退火、粗加
用于Kocks轧机复合辊环及其制造方法.pdf
用于Kocks轧机复合辊环及其制造方法,属于轧钢技术领域,使用无缝钢管作为复合辊环的内层,外层使用高碳高钴耐磨钢,外层材料熔炼过程中,先将铌铁、生铁、废钢和金属钴在炉内混合加热熔化,当炉内温度达到1583‑1605℃时,加入铬铁和钼铁,钢水熔清后,化验并调整炉内钢水成分,外层金属液体和内层无缝钢管实现牢固的冶金结合,获得的复合辊环强韧性好,且工作层红硬性好,具有优异的抗高温磨损能力,在Kocks轧机使用,效果良好。
厚壁高速钢耐磨辊环及其制备方法.pdf
厚壁高速钢耐磨辊环及其制备方法,属于辊环制造技术领域。采用电炉熔炼钢水,并将高速钢钢水的化学组成及其质量分数控制在1.63‑1.72%C,0.27‑0.35%Si,0.25‑0.34%Mn,
一种kocks轧机复合辊环及制造方法.pdf
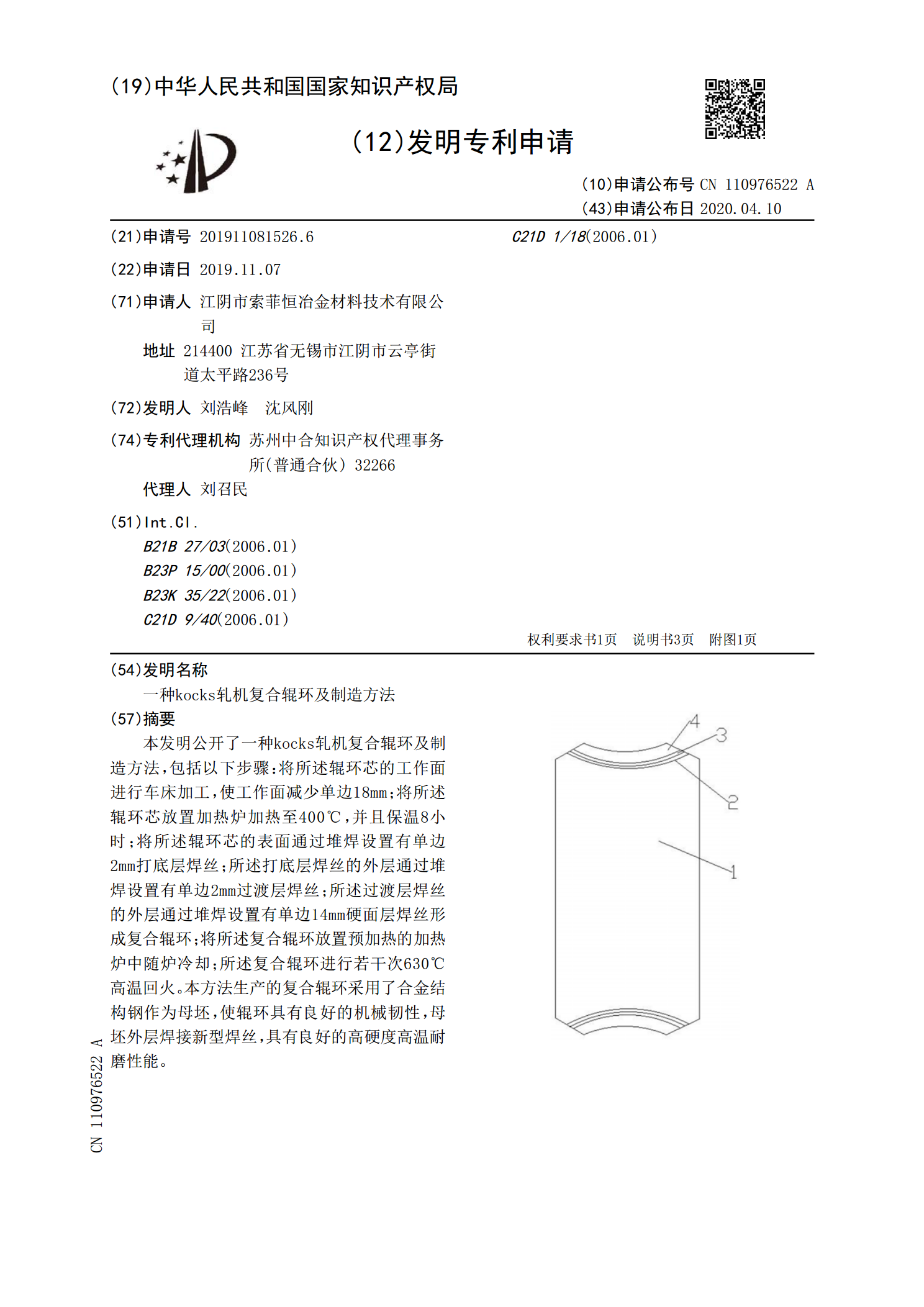
本发明公开了一种kocks轧机复合辊环及制造方法,包括以下步骤:将所述辊环芯的工作面进行车床加工,使工作面减少单边18mm;将所述辊环芯放置加热炉加热至400℃,并且保温8小时;将所述辊环芯的表面通过堆焊设置有单边2mm打底层焊丝;所述打底层焊丝的外层通过堆焊设置有单边2mm过渡层焊丝;所述过渡层焊丝的外层通过堆焊设置有单边14mm硬面层焊丝形成复合辊环;将所述复合辊环放置预加热的加热炉中随炉冷却;所述复合辊环进行若干次630℃高温回火。本方法生产的复合辊环采用了合金结构钢作为母坯,使辊环具有良好的机械韧
加硼高速钢辊环及其制备方法.pdf
一种加硼高速钢辊环及其制备方法,属于钢铁生产技术领域。采用中频感应电炉熔炼钢水,先在中频感应电炉内,以废钢、铬铁、钼铁和钨铁为原料,混合加热熔炼成高速钢钢水,钢水熔清后,依次加入硅铁、锰铁和金属铝,并将炉内高速钢钢水的主要化学成分控制在6.07‑6.26%Cr,8.61‑8.84%W,2.02‑2.29%Mo,0.27‑0.38%Al,余量Fe,然后加入钛铁和硼铁,全部熔化后在离心机上浇注成辊环,经淬火和回火后,辊环硬度高,耐磨性好,推广使用具有良好的效果。