
轧钢加热炉内CO2和CO气体检测装置.pdf

慧红****ad

1/7
2/7
3/7
4/7
5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
轧钢加热炉内CO2和CO气体检测装置.pdf
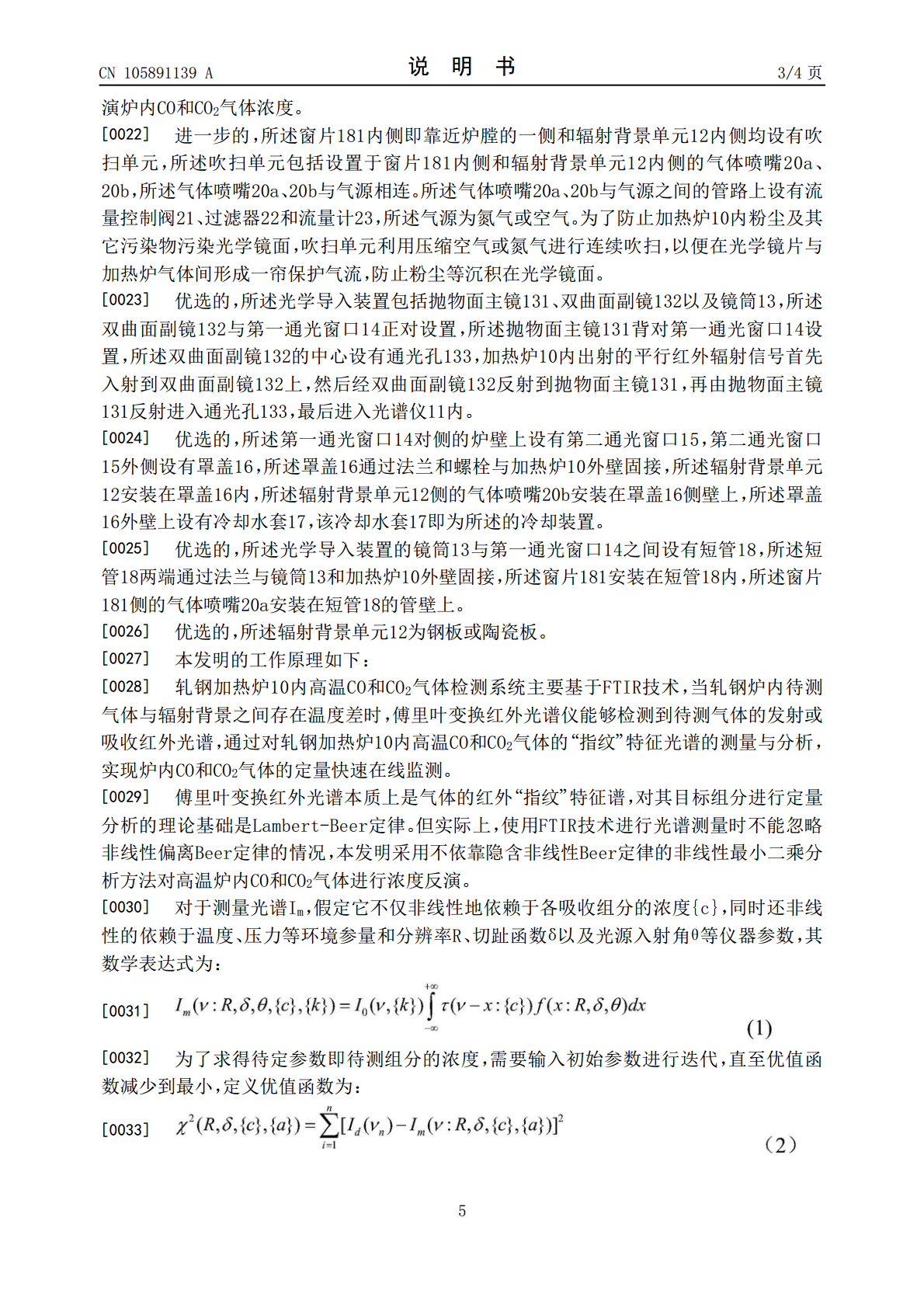
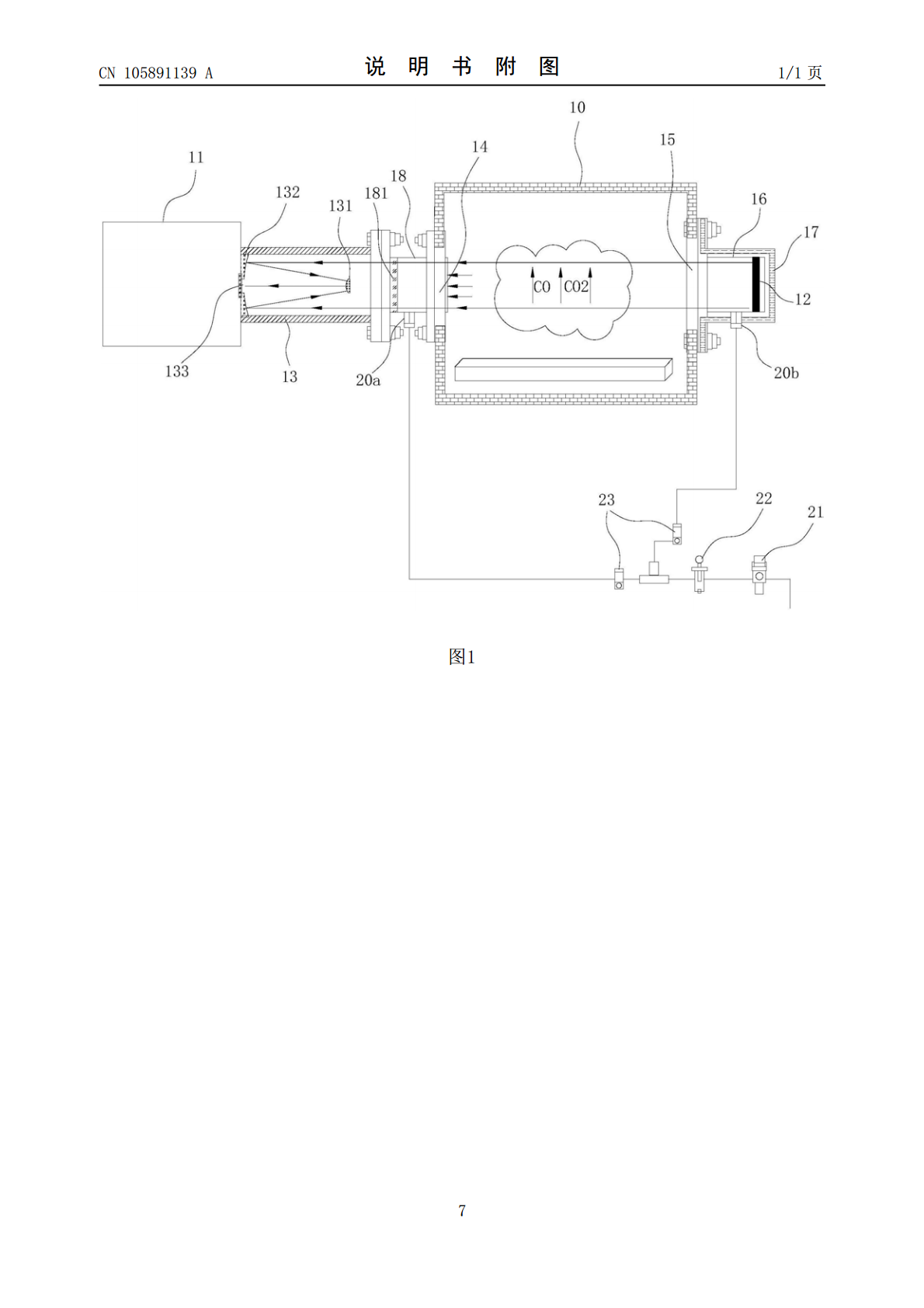
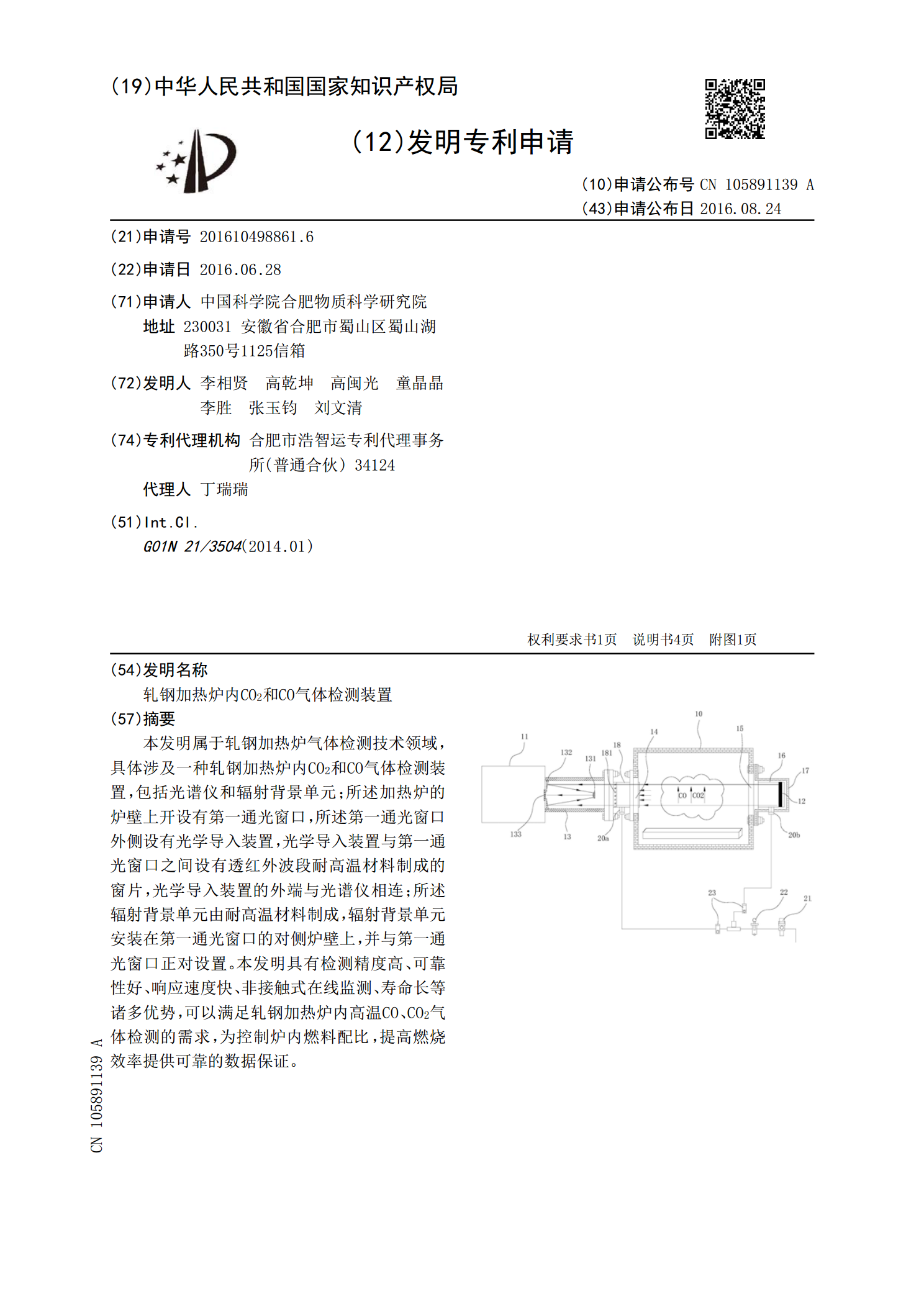
本发明属于轧钢加热炉气体检测技术领域,具体涉及一种轧钢加热炉内CO

CO2气体保护焊.doc
第一章CO2气体保护焊焊接设备CO2气体保护焊焊接设备由四部分组成:供气系统,其功能是向焊接区提供流量稳定的保护气体,由气瓶、减压阀、预热器、流量计、干燥器及管路组成。2.焊接电源对焊接电源的要求具有平的或缓降的外特性曲线电源输出电压和输出电流的关系叫做电源的外特性。当输出电流增加时,输出电压不变或缓慢降低的电源的外特性叫做平特性或缓降特性。因为CO2气体保护焊使用的焊丝直径小,焊接电流大、焊接密度比手工电弧焊高10倍以上,电弧的静特性处于上升段,所以要采用平特性或缓降特性的焊接电源。采用平特性电源,由于

CO2气体保护焊介绍.pdf
CO2气体保护焊第一章概述CO2气体保护焊是50年代研究成功的,40多年来,CO2气体保护焊已成为非常重要的焊接方法之一。我国在60年代开始用于生产,多年来,CO2气体保护焊已广泛应用于造船、汽车、化工、锅炉、工程机械以及集装箱等方面。第一节CO2气体保护焊的原理及特点一、原理CO2气体保护焊是利用从喷嘴中喷出的CO2气体隔绝空气,保护熔池的一种先进的熔化方法。二、特点1、CO2气体保护焊的优点:⑴生产效率高①CO2气体保护焊采用的电流密度大。CO2气体保护焊采用密度通常为100~300A/mm2,焊丝熔
CO2气体保护焊接方案.pdf
一、概述:CO2气体保护焊是20世纪50年代发展起来的一种焊接技术,根据自动化程度分为自动焊接和半自动焊接两种,目前它已发展为一种重要的熔化焊接技术。在建筑钢结构中CO2气体保护焊主要是半自动气体保护焊。随着我国钢结构工程的发展,半自动CO2气体保护焊逐步成为受人欢迎的焊接方法。二、CO2气体保护焊的特点:1、焊接出本低。半自动CO2气体保护焊其成本只为手工电弧焊和埋弧焊的40%~50%。2、生产效率高。半自动CO2气体保护焊的穿透能力强,熔深比手工电弧焊大,熔敷速度快,可减少焊接层数,生产效率是手工焊的

氯气中杂质气体CO2.ppt
任务6氯气中杂质气体CO2O2H2含量的测定能力目标知识目标学习情境气体分析仪;试剂:碘化钾溶液(10%);硫代硫酸钠溶液(20%);碱性焦性食子酸溶液;3.试验程序:用奥氏气体分析仪测定Cl2和O2:先用碘化钾溶液(10%)或硫代硫酸钠溶液(20%)吸收氯气,气体用碱性焦性食子酸溶液吸收,减少的体积即为氯气中氧气的体积。精确量取纯氢一管,将测定氯气含量后的残余气体加入适量空气,一起进入爆炸球,记下刻度管读数V1,按电钮爆炸后,读出刻度管刻度V2,排除刻度管余气,同时做空白(测定纯氢)。4.结果的表示和计