
一种高温风夹持立式传输玻璃钢化炉.pdf

英哲****公主

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
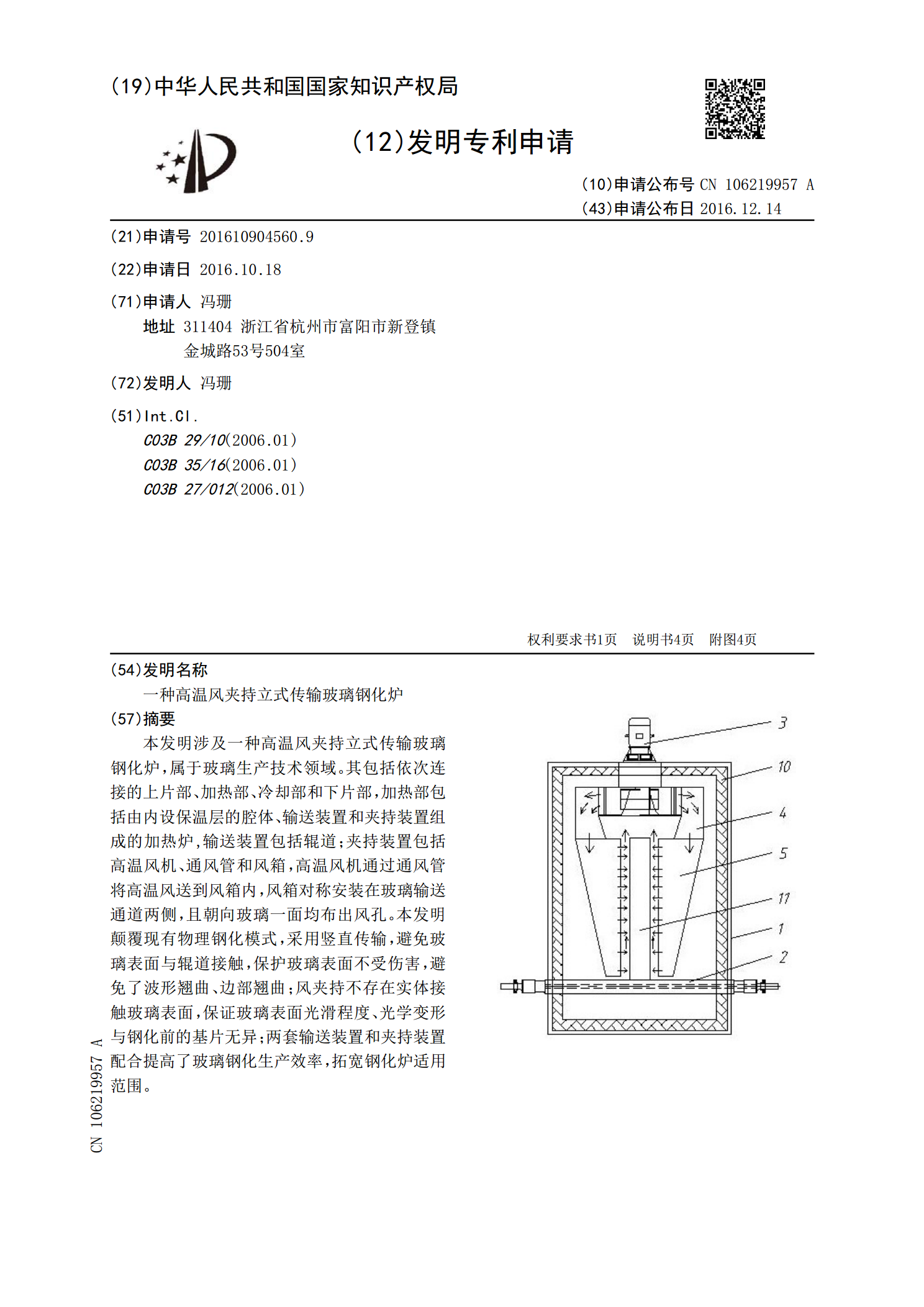
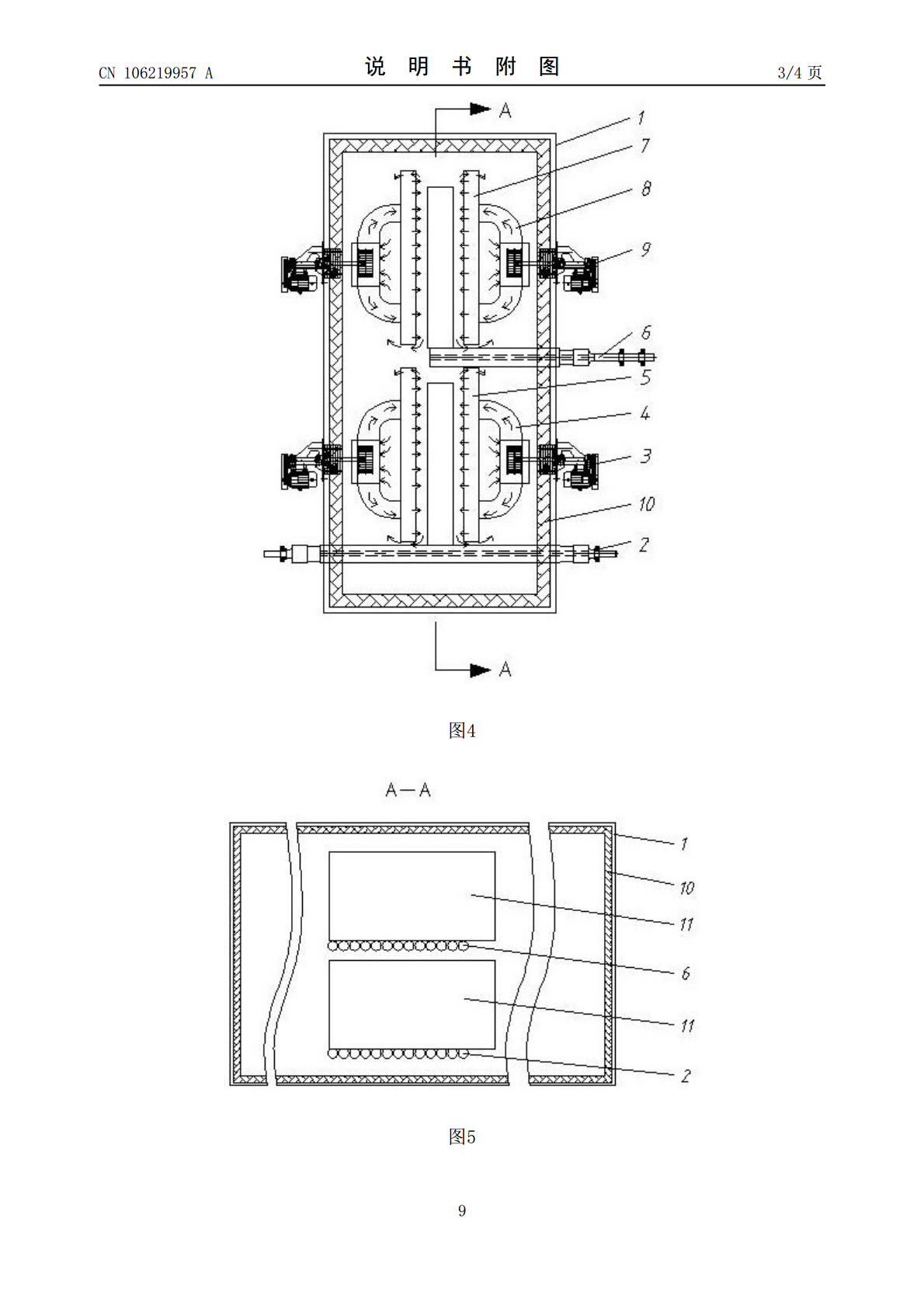
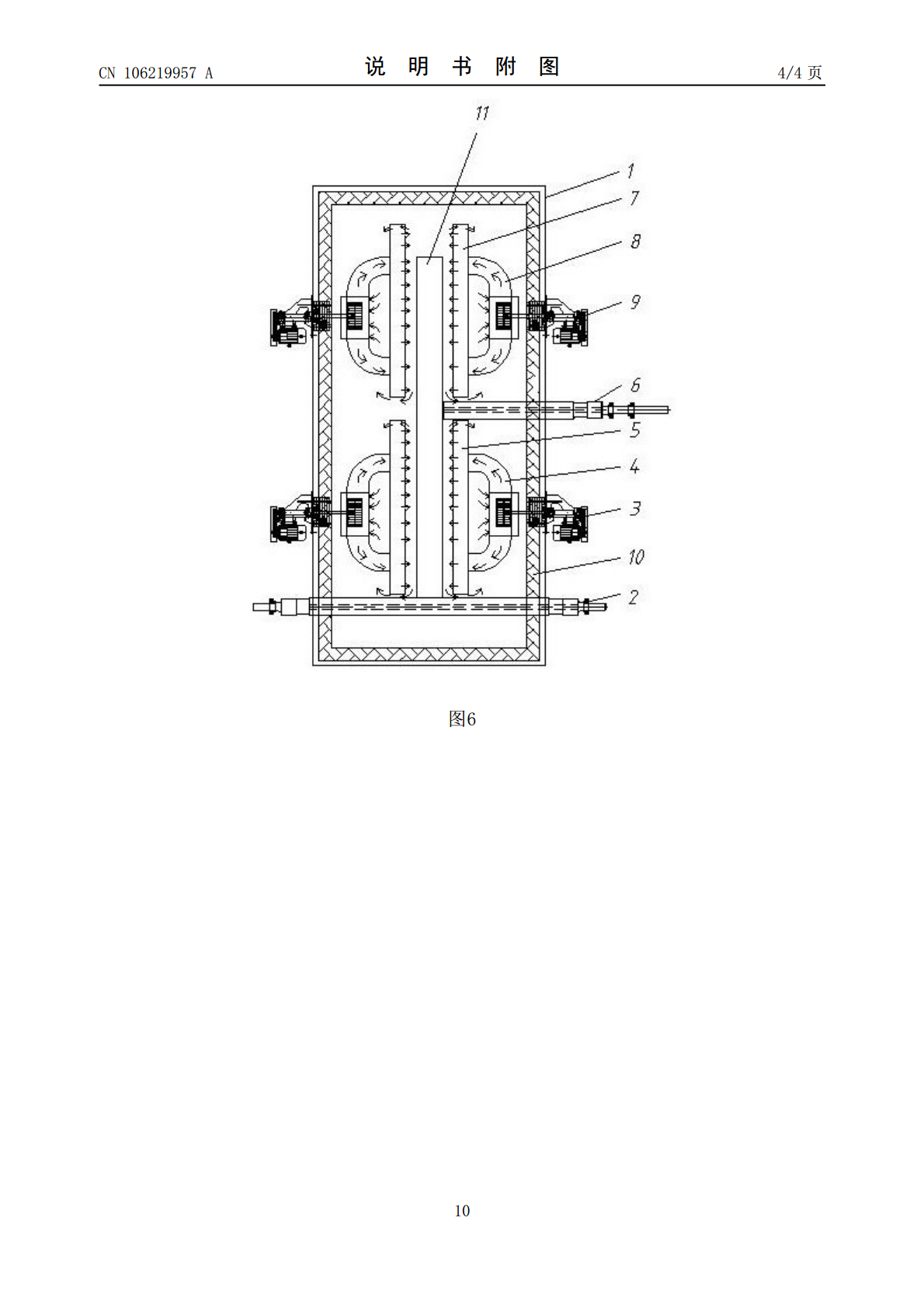
一种高温风夹持立式传输玻璃钢化炉.pdf
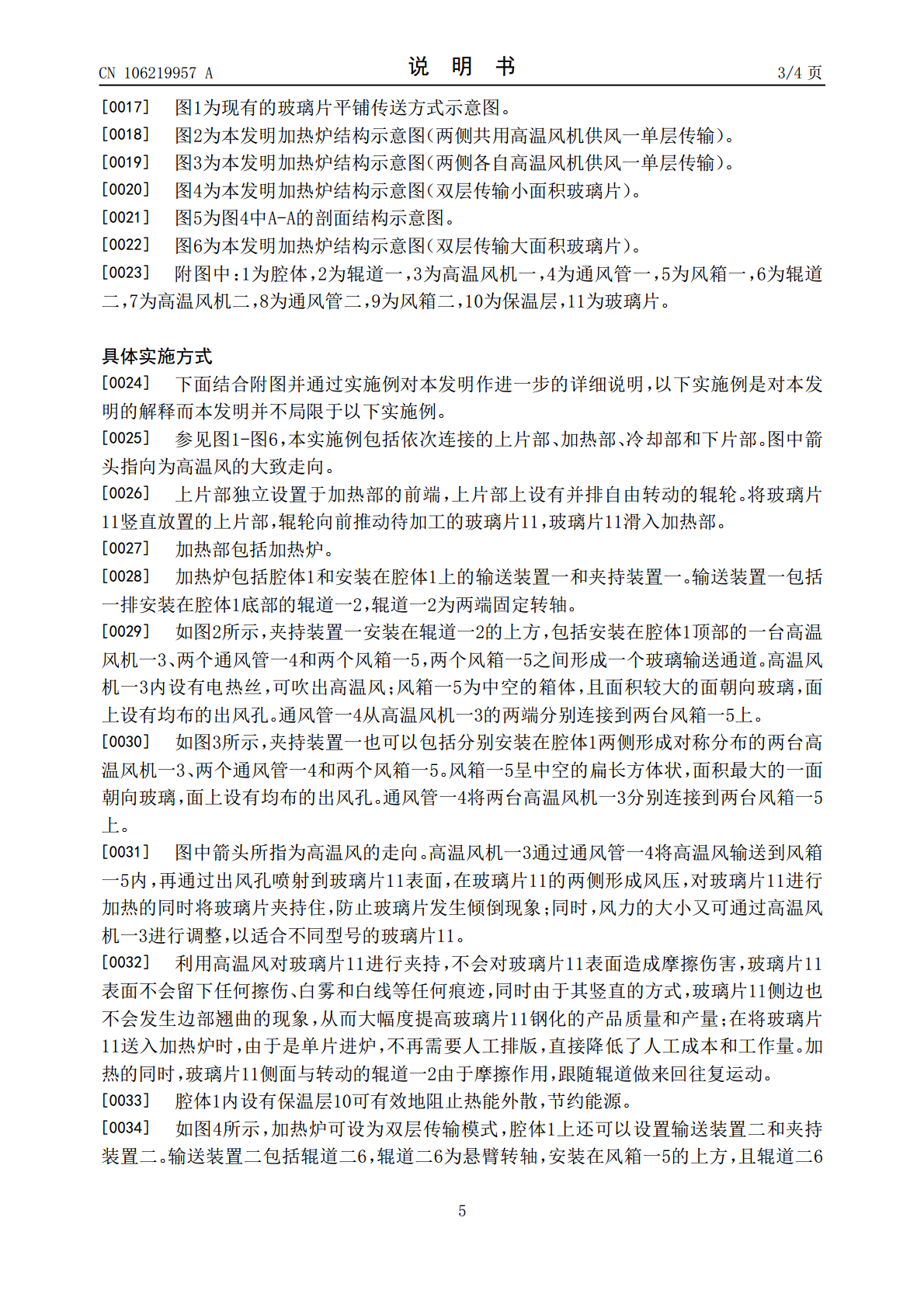
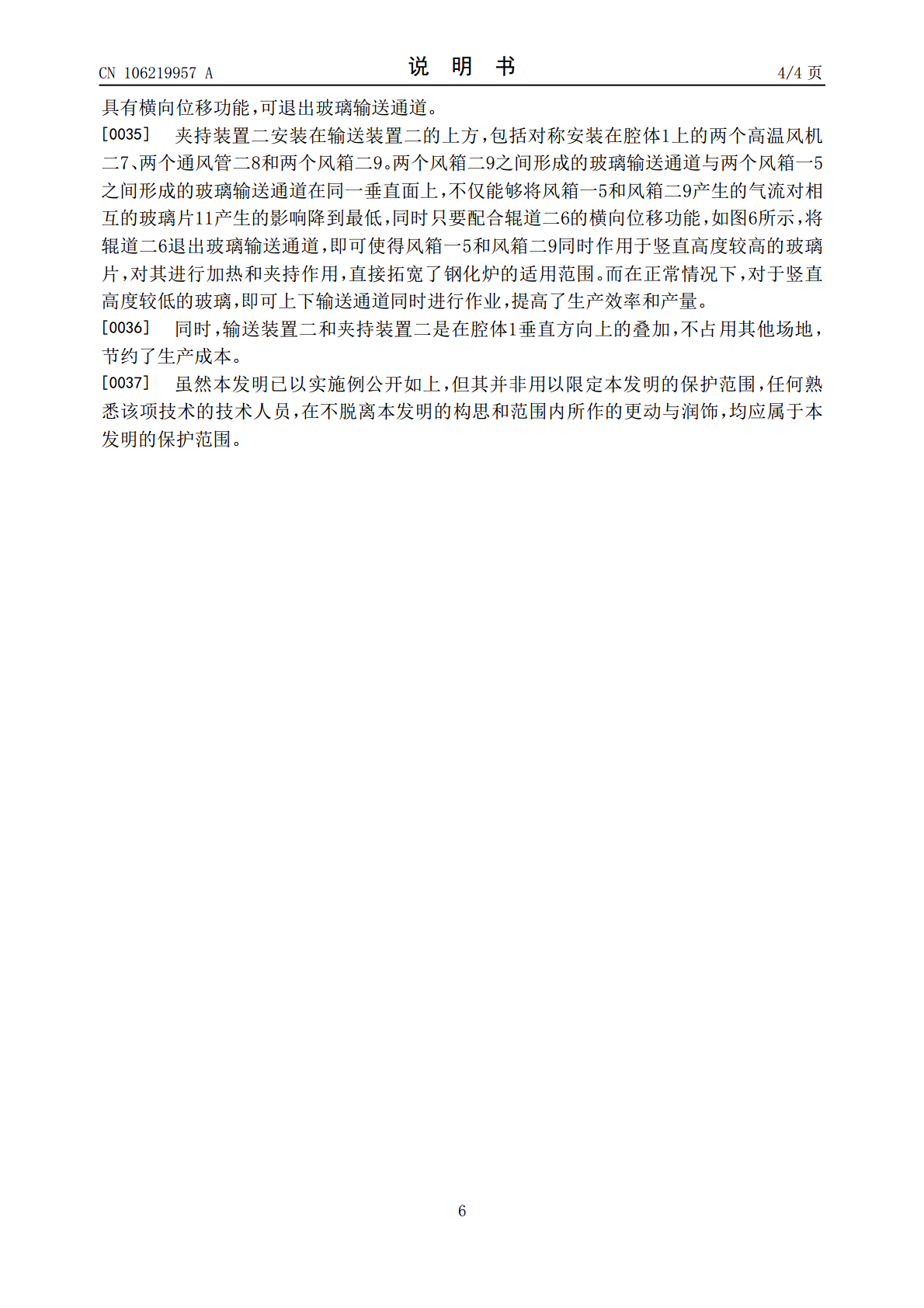
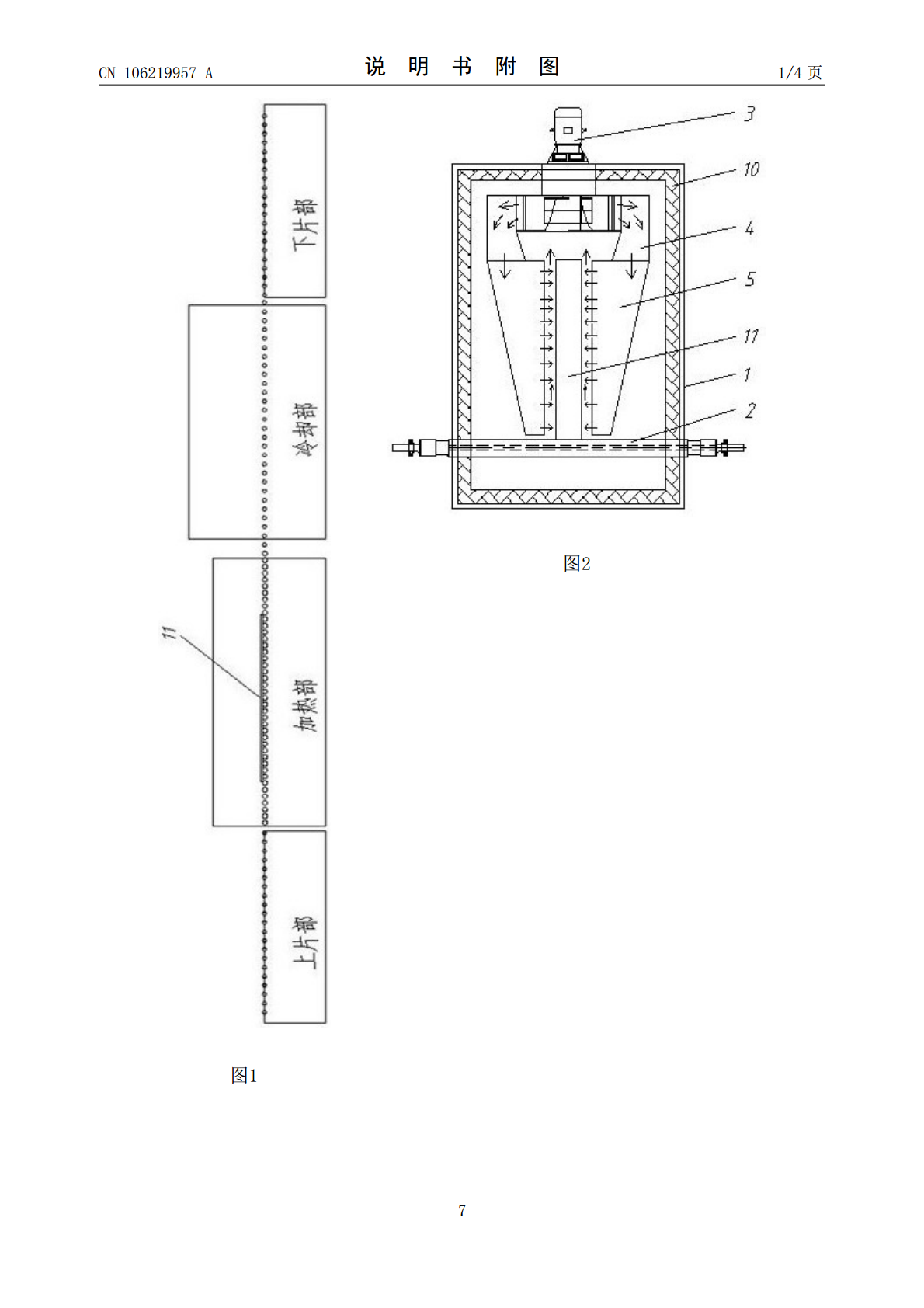
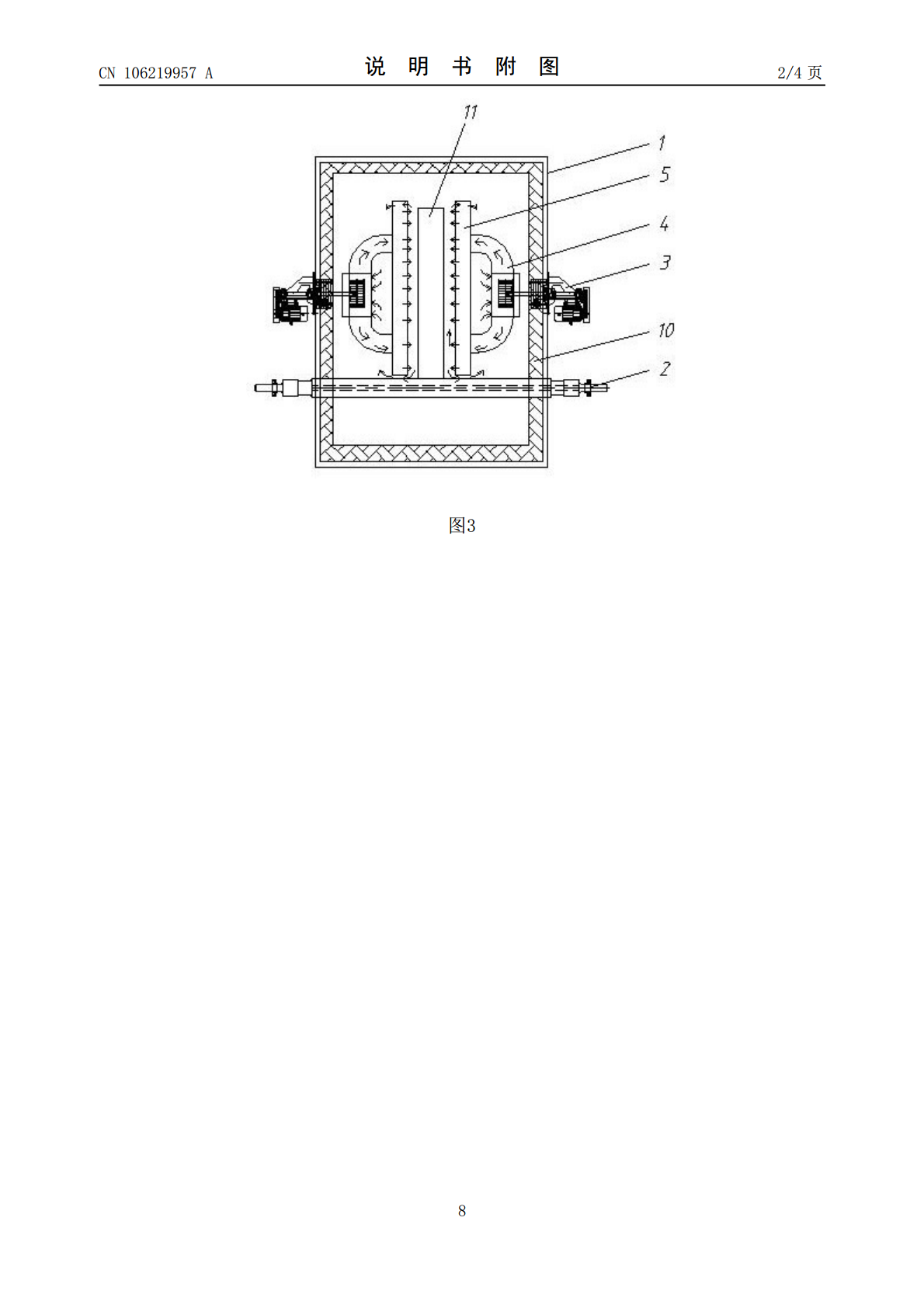
本发明涉及一种高温风夹持立式传输玻璃钢化炉,属于玻璃生产技术领域。其包括依次连接的上片部、加热部、冷却部和下片部,加热部包括由内设保温层的腔体、输送装置和夹持装置组成的加热炉,输送装置包括辊道;夹持装置包括高温风机、通风管和风箱,高温风机通过通风管将高温风送到风箱内,风箱对称安装在玻璃输送通道两侧,且朝向玻璃一面均布出风孔。本发明颠覆现有物理钢化模式,采用竖直传输,避免玻璃表面与辊道接触,保护玻璃表面不受伤害,避免了波形翘曲、边部翘曲;风夹持不存在实体接触玻璃表面,保证玻璃表面光滑程度、光学变形与钢化前的
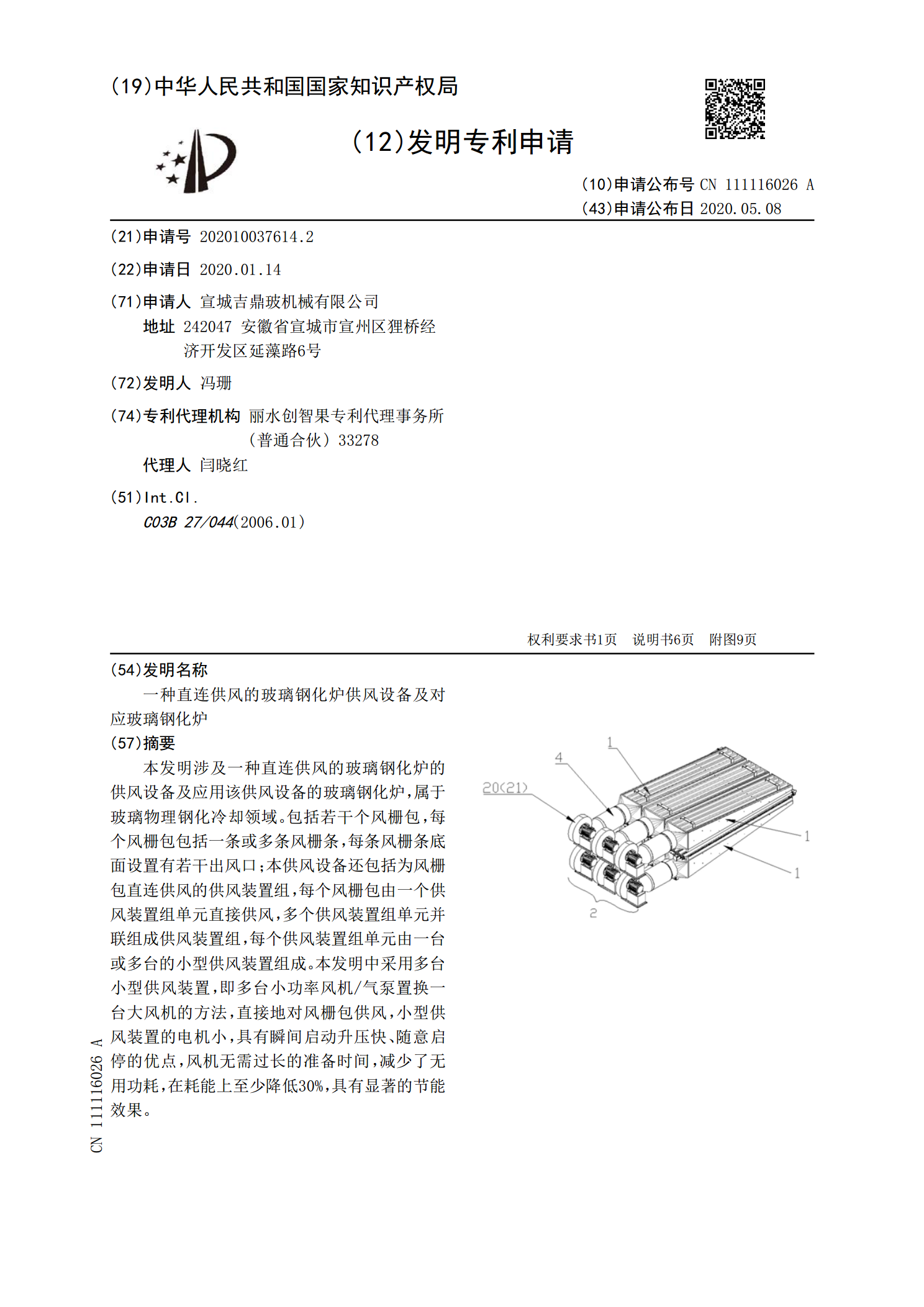
一种直连供风的玻璃钢化炉供风设备及对应玻璃钢化炉.pdf
本发明涉及一种直连供风的玻璃钢化炉的供风设备及应用该供风设备的玻璃钢化炉,属于玻璃物理钢化冷却领域。包括若干个风栅包,每个风栅包包括一条或多条风栅条,每条风栅条底面设置有若干出风口;本供风设备还包括为风栅包直连供风的供风装置组,每个风栅包由一个供风装置组单元直接供风,多个供风装置组单元并联组成供风装置组,每个供风装置组单元由一台或多台的小型供风装置组成。本发明中采用多台小型供风装置,即多台小功率风机/气泵置换一台大风机的方法,直接地对风栅包供风,小型供风装置的电机小,具有瞬间启动升压快、随意启停的优点,风
一种玻璃钢化炉的供风设备及对应的玻璃钢化炉.pdf
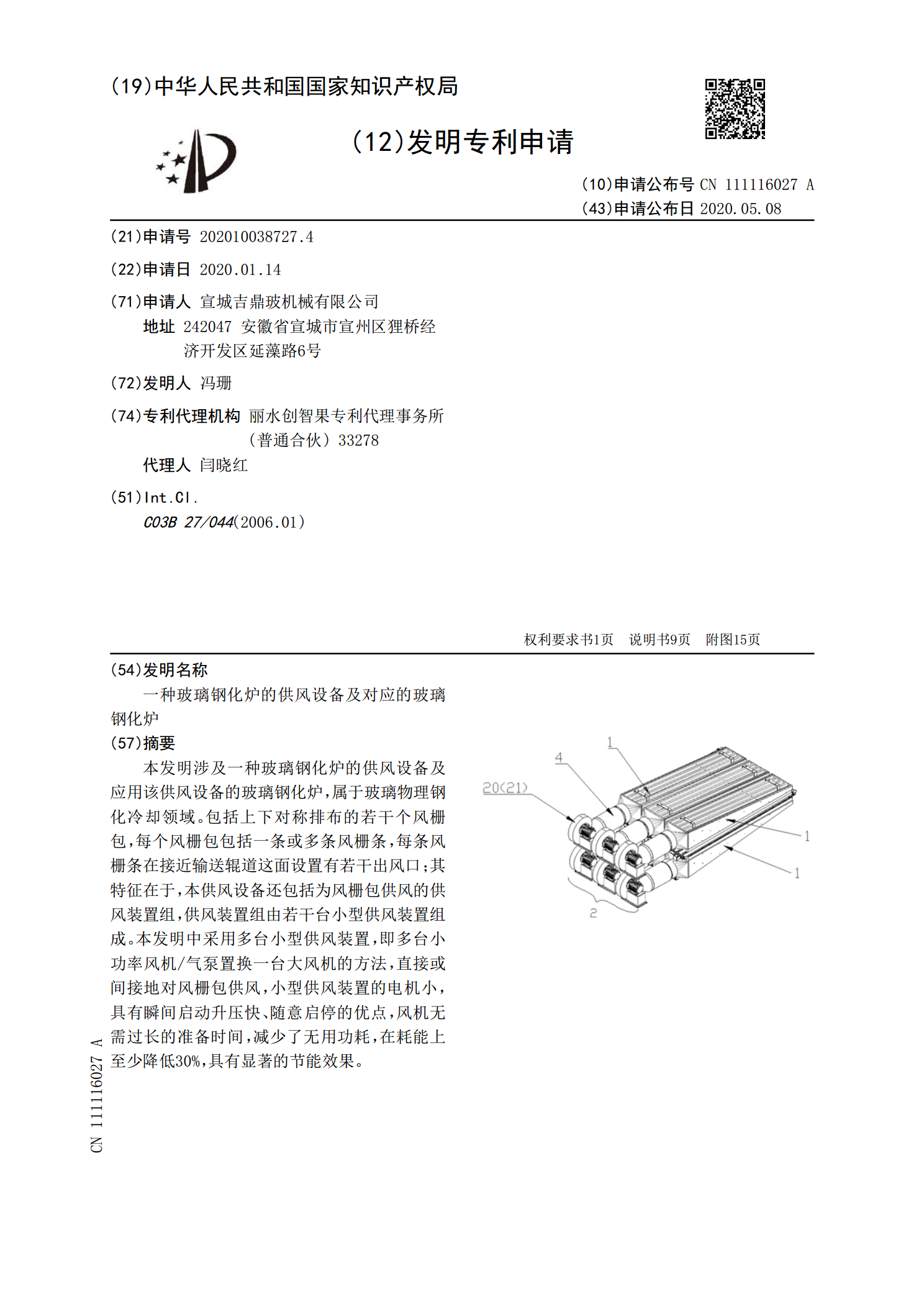
本发明涉及一种玻璃钢化炉的供风设备及应用该供风设备的玻璃钢化炉,属于玻璃物理钢化冷却领域。包括上下对称排布的若干个风栅包,每个风栅包包括一条或多条风栅条,每条风栅条在接近输送辊道这面设置有若干出风口;其特征在于,本供风设备还包括为风栅包供风的供风装置组,供风装置组由若干台小型供风装置组成。本发明中采用多台小型供风装置,即多台小功率风机/气泵置换一台大风机的方法,直接或间接地对风栅包供风,小型供风装置的电机小,具有瞬间启动升压快、随意启停的优点,风机无需过长的准备时间,减少了无用功耗,在耗能上至少降低30%
一种涡扇高温风机对流玻璃钢化炉.pdf
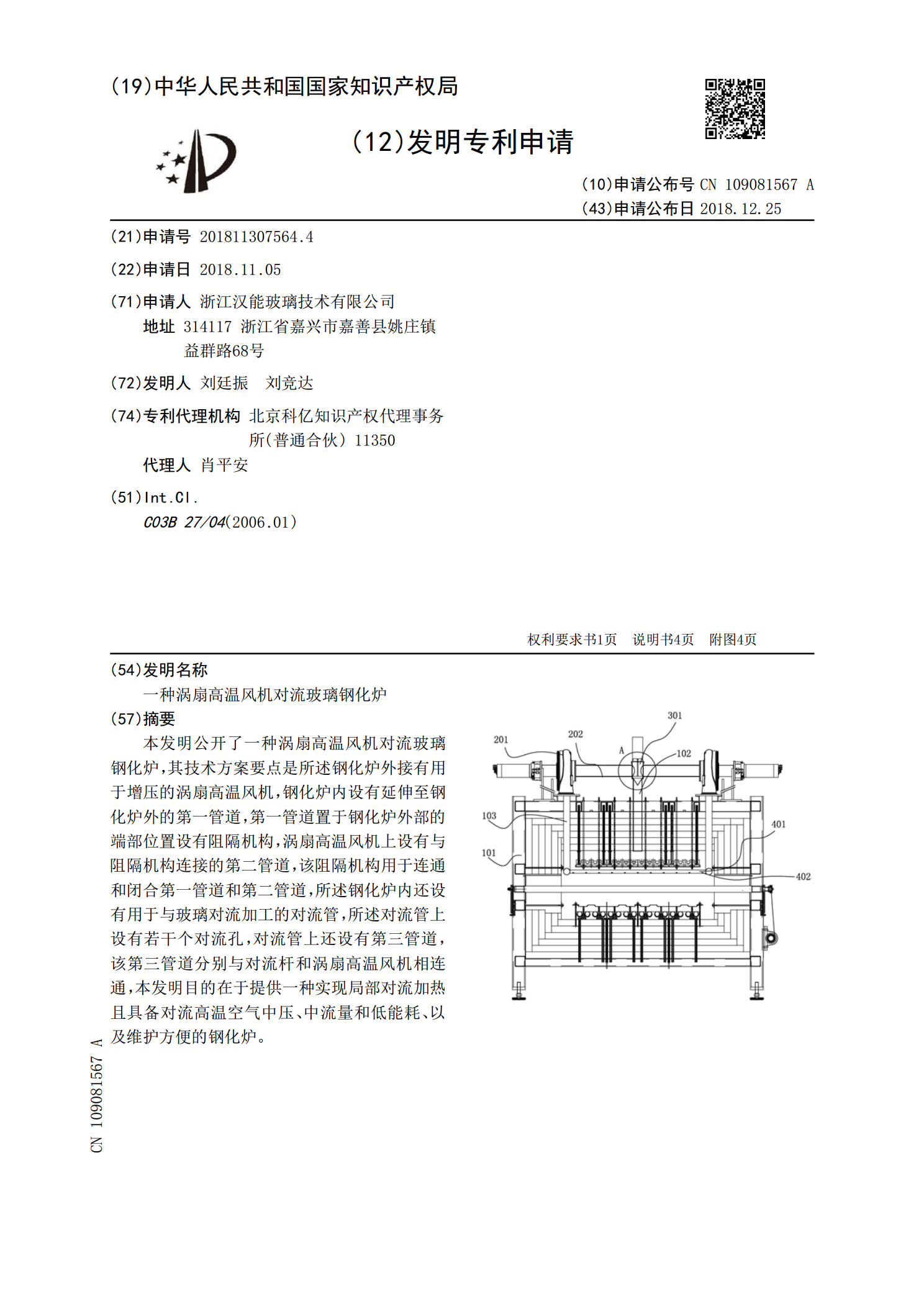
本发明公开了一种涡扇高温风机对流玻璃钢化炉,其技术方案要点是所述钢化炉外接有用于增压的涡扇高温风机,钢化炉内设有延伸至钢化炉外的第一管道,第一管道置于钢化炉外部的端部位置设有阻隔机构,涡扇高温风机上设有与阻隔机构连接的第二管道,该阻隔机构用于连通和闭合第一管道和第二管道,所述钢化炉内还设有用于与玻璃对流加工的对流管,所述对流管上设有若干个对流孔,对流管上还设有第三管道,该第三管道分别与对流杆和涡扇高温风机相连通,本发明目的在于提供一种实现局部对流加热且具备对流高温空气中压、中流量和低能耗、以及维护方便的钢
立式超高温连续球化炉.pdf
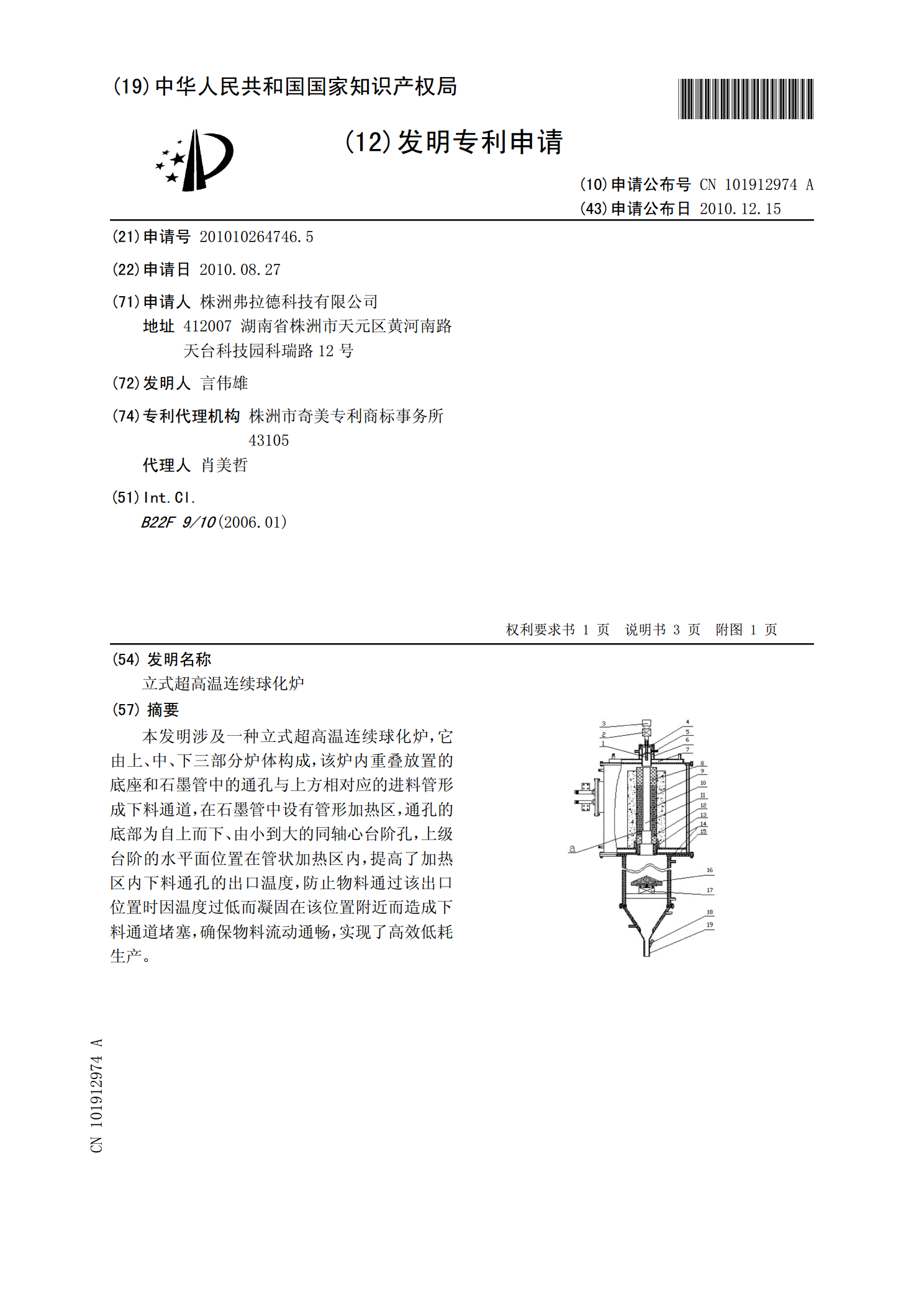
本发明涉及一种立式超高温连续球化炉,它由上、中、下三部分炉体构成,该炉内重叠放置的底座和石墨管中的通孔与上方相对应的进料管形成下料通道,在石墨管中设有管形加热区,通孔的底部为自上而下、由小到大的同轴心台阶孔,上级台阶的水平面位置在管状加热区内,提高了加热区内下料通孔的出口温度,防止物料通过该出口位置时因温度过低而凝固在该位置附近而造成下料通道堵塞,确保物料流动通畅,实现了高效低耗生产。