
一种低碳特厚TMCP型Q420qE桥梁钢及其制造方法.pdf

一吃****昕靓

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种低碳特厚TMCP型Q420qE桥梁钢及其制造方法.pdf
本发明属于低合金钢生产工艺领域,具体涉及一种低碳特厚TMCP型Q420qE桥梁钢及其制造方法。本发明工艺路线如下为:KR铁水预处理—转炉冶炼—LF、RH精炼—连铸—铸坯缓冷—连铸坯料加热—轧制—预矫直—控制冷却—热矫直—堆垛缓冷‑切割精整。本方法实现了60mm‑80mm厚度低碳TMCP型Q420qE桥梁钢的生产,保证低温冲击和强度富裕量,提高了焊接性能。本发明生产的钢板,屈服强度450Mpa‑520Mpa,抗拉强度为560Mpa‑640Mpa,断后延伸率为21%‑26%,夏比冲击功(横向)在‑40℃可以

特厚Q420qE桥梁钢板及其生产方法.pdf
本发明提供一种特厚Q420qE桥梁钢板及其生产方法,所述生产方法在进行三阶段轧制前加热后直接对板坯进行轧制处理,并在轧后对钢板进行三阶段冷却处理,可获得最大厚度达150mm的Q420qE钢板,钢板能够满足满足Z35级别的Z向拉伸性能要求及GB/T2970‑2016标准中Ⅱ级以上探伤要求。其生产工艺简单,效率高,生产成本低。第一,在生产过程中,采用普通连铸坯即可生产得到特厚规格钢板,无需模铸、无需制备复合坯;第二,在轧制过程中采用高温一阶段大压下轧制,无需多阶段低温控轧,轧制工艺简单,轧制效率高;第三,轧
一种低碳特厚低屈强比卷筒用钢S355NL及其制造方法.pdf
本发明属于低合金钢生产工艺领域,具体涉及一种低碳特厚低屈强比卷筒用钢S355NL及其制造方法。工艺流程为KR铁水预处理—转炉冶炼—LF、RH精炼—连铸—缓冷—连铸坯料加热—轧制—预矫直—控制冷却—热矫直—堆垛缓冷‑切割精整。本发明实现了60mm‑80mm厚度S355NL低屈强比要求,同时保证低温冲击和强度富裕量。经现场实践,采用本方案生产的钢板,抗拉强度为510Mpa‑550Mpa,断后延伸率为28%‑39%,夏比冲击功(横向)在‑50℃可以达到200J以上。
一种Nb-V-Ti复合微合金化TMCP型桥梁耐候钢及其制造方法.pdf
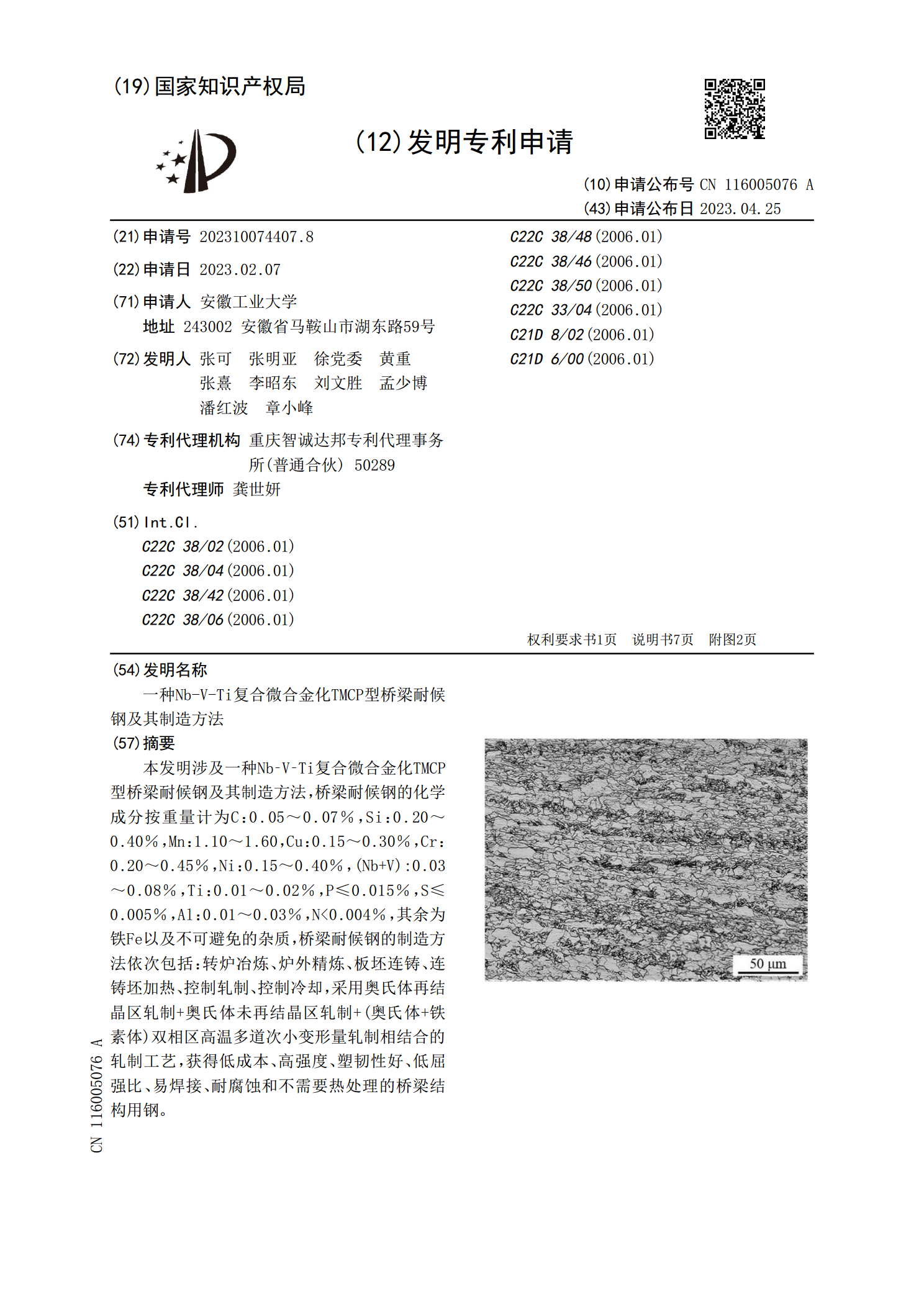
本发明涉及一种Nb‑V‑Ti复合微合金化TMCP型桥梁耐候钢及其制造方法,桥梁耐候钢的化学成分按重量计为C:0.05~0.07%,Si:0.20~0.40%,Mn:1.10~1.60,Cu:0.15~0.30%,Cr:0.20~0.45%,Ni:0.15~0.40%,(Nb+V):0.03~0.08%,Ti:0.01~0.02%,P≤0.015%,S≤0.005%,Al:0.01~0.03%,N构用钢。
一种冷轧低碳搪瓷钢及其制造方法.pdf
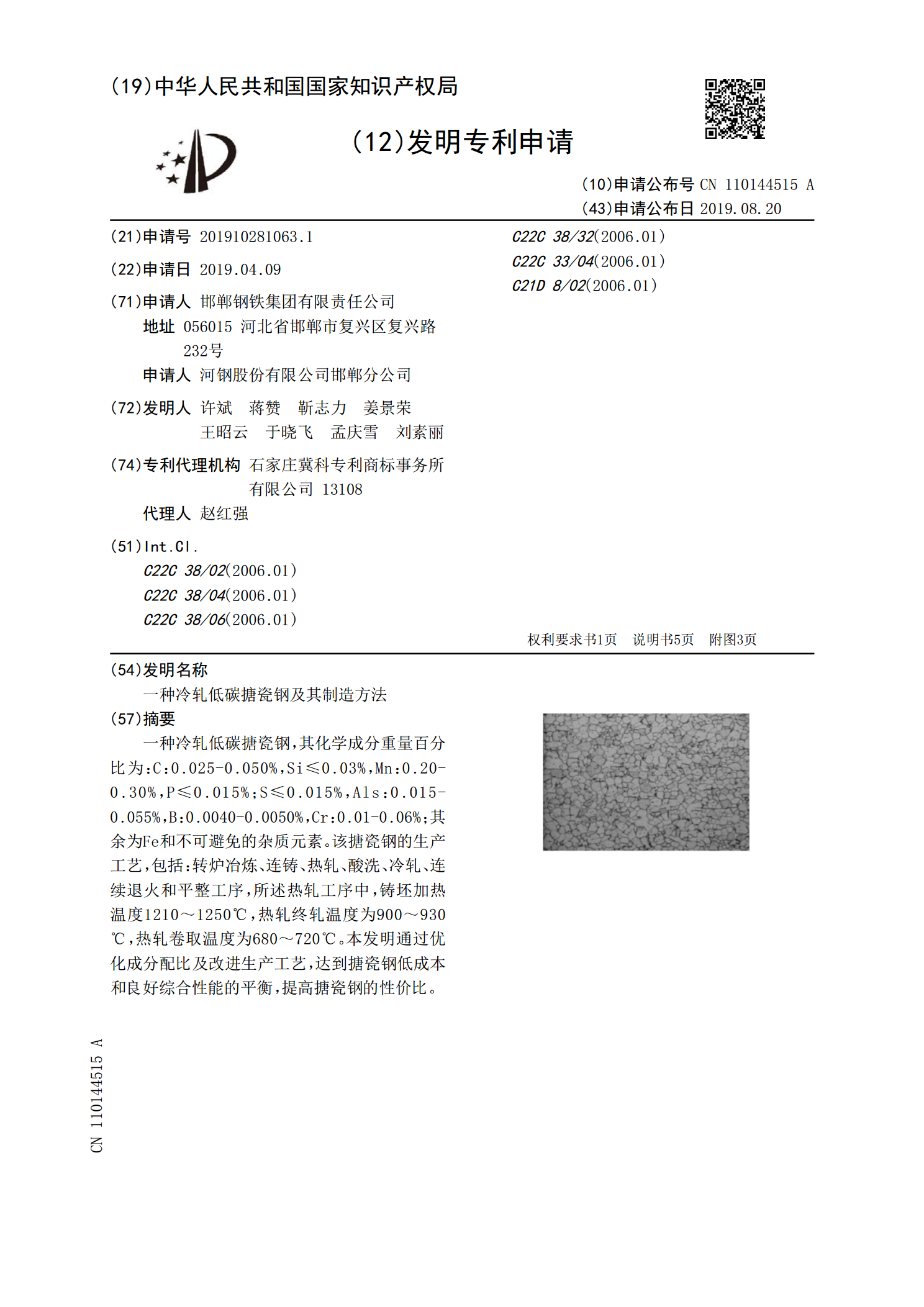
一种冷轧低碳搪瓷钢,其化学成分重量百分比为:C:0.025‑0.050%,Si≤0.03%,Mn:0.20‑0.30%,P≤0.015%;S≤0.015%,Als:0.015‑0.055%,B:0.0040‑0.0050%,Cr:0.01‑0.06%;其余为Fe和不可避免的杂质元素。该搪瓷钢的生产工艺,包括:转炉冶炼、连铸、热轧、酸洗、冷轧、连续退火和平整工序,所述热轧工序中,铸坯加热温度1210~1250℃,热轧终轧温度为900~930℃,热轧卷取温度为680~720℃。本发明通过优化成分配比及改进生产